Изобретение относится к области сварки, в частности к оборудованию для производства газоплотных трубных панелей, применяемых для экранирования топок паровых котлов.
Известна автоматизированная поточная линия для изготовления сварных конструкций, содержащая установленные по ходу технологического процесса приемный и подающий рольганги с поперечными сталкивателями, сборочно-сварочные стенды и кантователь. Однако прием изделий в кантователь и передача их из кантователя на сборочно-сварочный стенд не механизирована.
Цель изобретения - повыщение производительности и качества сварки. Это достигается тем, что весь поток разбит на два параллельных симметрично расположенных нотока, один из которых является продолжение другого; между потоками расположен кантователь, выполненный в виде двух снабженных приводными роликами перекидных рам, одна из которых жестко связана с приводным распределительным валом, ось которого является осью симметрии нотока, а другая жестко связана со свободно установленной на этом валу щестерней, взаимодействующей с зубчатым сектором, шарнирно соединенным с силовым цилиндром, щарнирно закрепленным на основании кантователя.
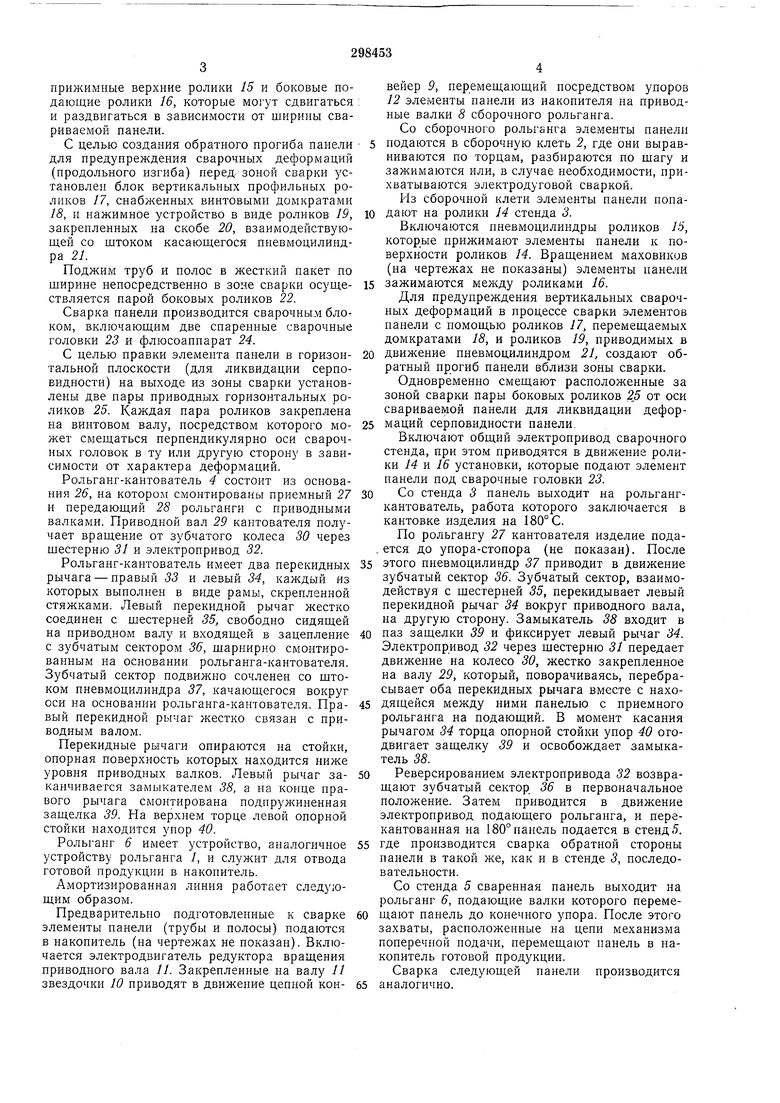
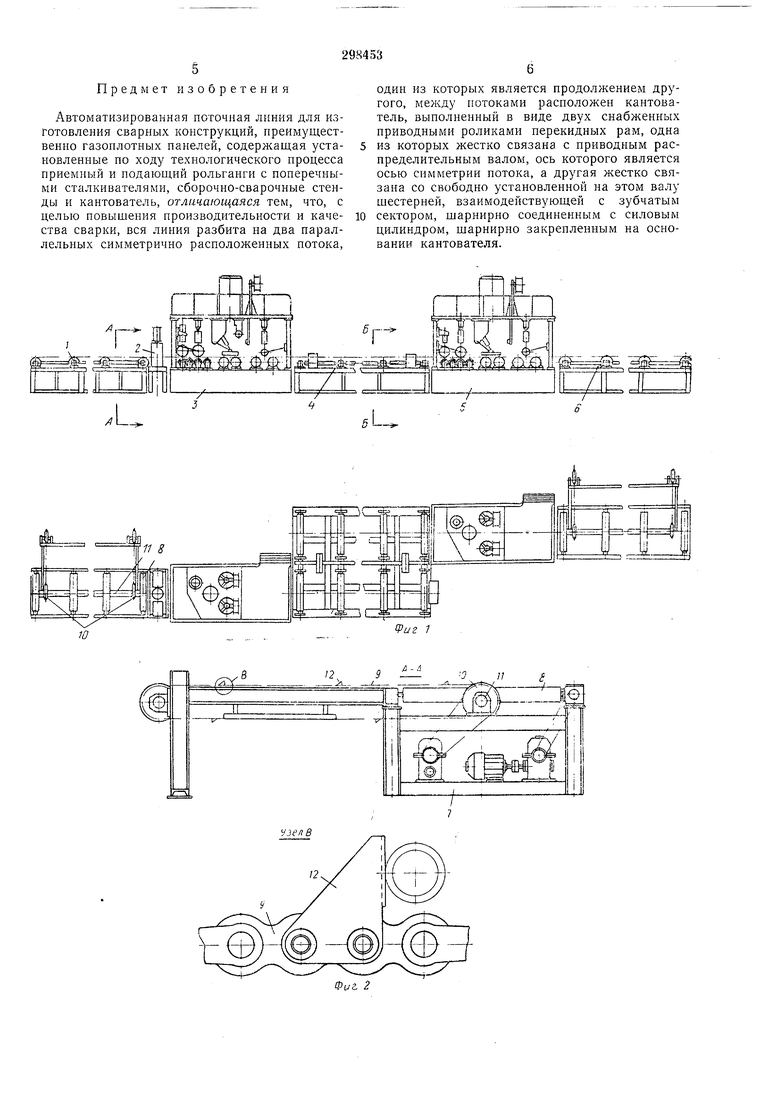
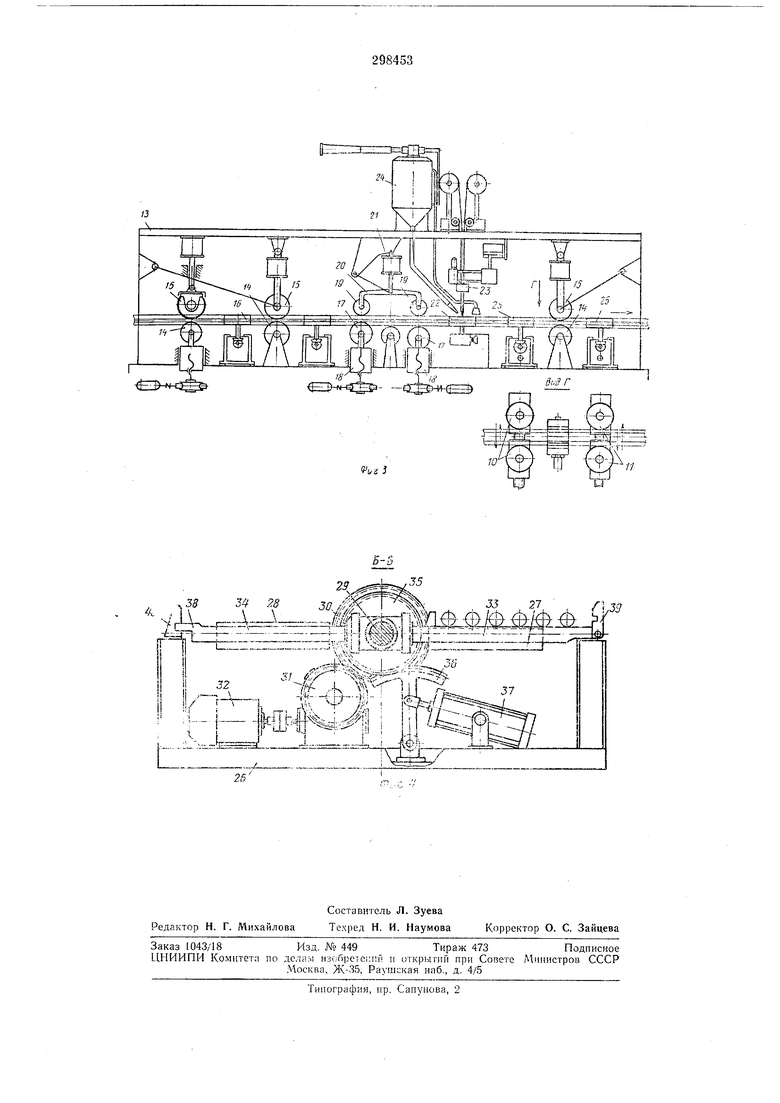
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - сборочный рольганг; на фиг. 3 - кинематическая схема сварочной установки; на фиг. 4 - рольганг-кантователь.
Автоматизированная линия состоит из следующих основных узлов, расположенных согласно технологическому процессу изготовления газоплотных трубных панелей; сборочный рольганг /, клеть 2 для сборки и прихватки элементов панели, сварочный стенд 3 для сварки одной стороны панели, рольганг-кантователь 4, сварочный стенд 5 для сварки обратной стороны панели и приемный рольганг 6.
Рольганг 1 состоит из рамы 7, на которой закреплены подающие валки 8 и механизм поперечной подачи элементов панели, выполненный в виде непрерывного цепного конвейера 5; ведущие звездочки 10 конвейера закреплены на валу //.
На цепях конвейера установлены упоры 12, предназначенные для захвата и перемещения труб и полос на подающие валки.
Сборочный рольганг соединен с клетью 2, снабженной парой профильных прижимных роликов, разбирающих подаваемые элементы по щагу, упором для выравнивания торцов элементов и сварочным блоком прихватки.
прижимные верхние ролики 15 и боковые нодающие ролики 16, которые могут сдвигаться и раздвигаться в зависимости от ширины свариваемой панели.
С целью создания обратного прогиба панели для нредупреждения сварочных деформаций (продольного изгиба) перед, зоной сварки установлен блок вертикальных профильных роликов 17, снабженных винтовыми домкратами /5, и нажимное устройство в виде роликов 19, закрепленных на скобе 20, взаимодействующей со штоком касающегося пневмоцилиндра 21.
Поджим труб и полос в жесткий пакет по щирине неиосредствеино в зоне сварки осуществляется парой боковых роликов 22.
Сварка панели производится сварочным блоком, включающим две спареииые сварочные головки 23 и флюсоаппарат 24.
С целью правки элемента панели в горизонтальной плоскости (для ликвидации серповидиости) на выходе из зоны сварки установлены две пары приводных горизонтальных роликов 25. Каждая пара роликов закреплена на винтовом валу, посредством которого может смещаться перпендикулярно оси сварочных головок в ту или другую сторону в зависимости от характера деформаций.
Рольганг-кантователь 4 состоит из основания 26, на котором смонтированы приемный 27 и передающий 28 рольганги с приводными валками. Приводной вал 29 кантователя получает вращение от зубчатого колеса 30 через щестерню 31 и электропривод 32.
Рольганг-кантователь имеет два перекидных рычага - правый 33 и левый 34, каждый из которых выполнен в виде рамы, скрепленной стяжками. Левый перекидной рычаг жестко соединен с щестерней 35, свободно сидящей на приводном валу и входящей в зацепление с зубчатым сектором 36, шарнирно смонтированным на основании рольганга-кантователя. Зубчатый сектор подвилшо сочленен со щтоком пневмоцилиндра 37, качающегося вокруг оси на основании рольганга-кантователя. Правый перекидной рычаг жестко связан с приводным валом.
Перекидные рычаги опираются на стойки, опорная поверхность которых находится ниже уровня приводных валков. Левый рычаг заканчивается замыкателем 38, а на конце правого рычага смонтирована подпрулсиненная защелка 39. На верхнем торце левой опорной стойки находится упор 40.
Рольганг 6 имеет устройство, аналогичное устройству рольганга I, и служит для отвода готовой продукции в накопитель.
Амортизированная линия работает следующим образом.
Предварительно подготовленные к сварке элементы панели (трубы и полосы) подаются в накопитель (на чертежах не показан). Включается электродвигатель редуктора вращения приводного вала 11. Закрепленные на валу // звездочки 10 приводят в движение цепной конвейер 9, перемещающий посредством упоров
12 элементы панели из накопителя на приводные валки 8 сборочного рольганга.
Со сборочного рольганга элементы панели
5 подаются в сборочную клеть 2, где они выравниваются по торцам, разбираются по щагу и зажимаются или, в случае необходимости, прихватываются электродуговой сваркой.
Из сборочной клети элементы панели попа10 дают на ролики 14 стенда 3.
Включаются пневмоцилиндры роликов 15, котор ые прижимают элементы панели к поверхности роликов 14. Вращением маховиков (на чертежах не показаны) элементы нанели
15 зажимаются между роликами 16.
Для предупреждения вертикальных сварочных деформаций в процессе сварки элементов панели с помощью роликов У7, перемещаемых домкратами 18, и роликов 19, приводимых в
0 движение пневмоцилиндром 21, создают обратный прогиб панели вблизи зоны сварки.
Одновременно смещают расположенные за зоной сварки пары боковых роликов 25 от оси свариваемой панели для ликвидации дефор5 маций серповидности панели
Включают общий электропривод сварочного стенда, при этом приводятся в движение ролики 14 и 16 установки, которые подают элемент панели под сварочные головки 23.
0 Со стенда 3 панель выходит на рольгангкантователь, работа которого заключается в кантовке изделия на 180° С.
По рольгангу 27 кантователя изделие пода, ется до упора-стопора (не показан). После
5 этого пиевмоцилиндр 37 приводит в движение зубчатый сектор 36. Зубчатый сектор, взаимодействуя с щестерней 35, перекидывает левый перекидной рычаг 34 вокруг приводного вала, на другую сторону. Замыкатель 38 входит в
0 паз защелки 39 и фиксирует левый рычаг 34. Электропривод 32 через щестерню 31 передает движение на колесо 30, жестко закрепленное на валу 29, который, поворачиваясь, перебрасывает оба перекидных рычага вместе с находящейся между ними панелью с приемного рольганга на подающий. В момент касания рычагом 34 торца опорной стойки упор 40 отодвигает защелку 39 и освобождает замыкатель 38.
0 Реверсированием электропривода 32 возвращают зубчатый сектор 36 в первоначальное положение. Затем приводится в движение электропривод подающего рольганга, и перекантованная на 180°нанель подается в стенд 5.
5 где производится сварка обратной стороны панели в такой же, как и в стенде 3, последовательности.
Со стенда 5 сваренная панель выходит на рольганг 6, подающие валки которого перемещают панель до конечного упора. После этого захваты, расположенные на цепи механизма поперечной подачи, перемещают панель в наконитель готовой продукции.
Предмет изобретения
Автоматизированная поточная линия для изготовления сварных конструкций, нреимущественно газоплотных панелей, содержащая установленные по ходу технологического процесса приемный и подающий рольганги с поперечными сталкивателями, сборочно-сварочные стенды и кантователь, отличающаяся тем, что, с целью повышения производительности и качества сварки, вся линия разбита на два параллельных симметрично расположенных потока.
один из которых является продолжением другого, между потоками расположен кантователь, выполненный в виде двух снабженных приводными роликами перекидных рам, одна из которых жестко связана с приводным распределительным валом, ось которого является осью симметрии потока, а другая жестко связана со свободно установленной на этом валу шестерней, взаимодействующей с зубчатым сектором, шарнирно соединенным с силовым цилиндром, шарнирно закрепленным на основании кантователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| КАНТОВАТЕЛЬ ЛИСТОВ | 1965 |
|
SU171834A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| РОЛЬГАНГ ДЛЯ ПРОДОЛЬНОГО ПЕРЕМ1ЕЩЕНИЯ И ВРАЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU432055A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Установка для сварки трубных мемб-РАННыХ пАНЕлЕй | 1979 |
|
SU812480A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
: :bSMj JM WWKS W ,3334 2830 . Г 27 - i i /.W-X--t r-f-i Wl r m ( / -( v rM -f --::-:ei;: r ri- r-: r:qM i рС1-Ш- ЙтЙ4-ШдА .- -1- -,- -j J/ й х .:с iii,/ I
