I
Изобретение относится к области термической обработки металлов, а именно к внутреинему окислению.
Известна установка для термообработки металлов, содержащая технологические камеры, расположенные по окружности, карусель, камеру загрузки - выгрузки, механизмы загрузки, выгрузки и передачи изделий.
Недостатком известной нечи является то, что дисковые затворы, смонтированные на карусели, могут отсекать технологические камеры от основной одновременно на всех позициях, при этом карусель кроме вращательного должна совершать и возвратно-поступательное движение.
При проведении процесса дисперсионного упрочнения изделий на установках карусельного тина требуется обязательное соблюдение различных параметров (состав газа, температура, уровень загрузки и др.) в технологических камерах при различных выдержках времени пребывания изделий в каждой из камер. Это требует наличия автономных механизмов загрузки и выгрузки, которые могли бы, находясь в любом из положений, в верхнем (при герметизации) или нижнем (при разгерметизации), не мешать движению карусели для обеспечения работы других камер.
Предлагаемая установка позволяет проводить процесс дисперсионного упрочнения нздеЛИЙ с независимой загрузкой и отличается от известных тем, что карусель выполнена со ступенчатыми фланцами, имеющими в верхней части прорези для прохода кронштейнов механизмов подачн, а в нижней - пазы для непрерывного вращения карусели при расположении изделий на ней или в рабочих камерах. Механизмы подачи снабжены компенсаторами, установленными гмежду фланцами и кронштейнами, несущими эти фланцы, осуществляющие герметизацию изделий в камерах обработки н разделяющие камеры одна от другой.
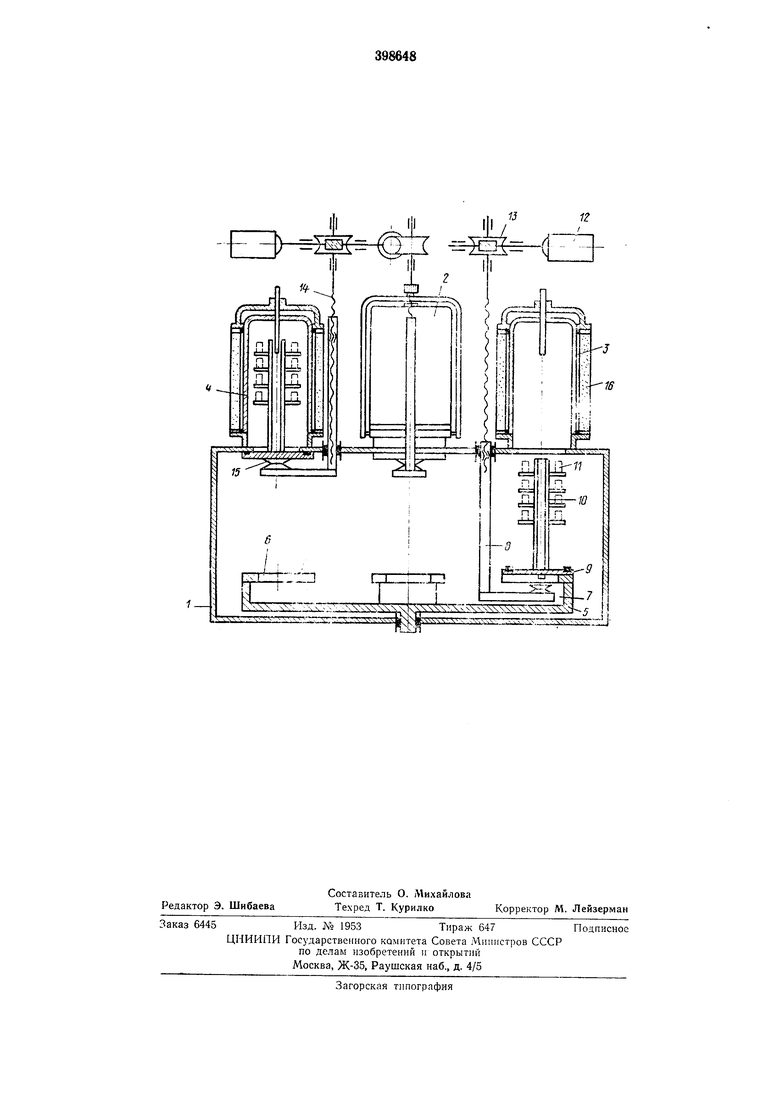
На чертеже схематнчески изображена предлагаемая установка.
Она состоит из камеры передачи / с расположенными на ее верхней крышке камерой 2 загрузки-выгрузки, камера 3 низкотемпературной обработки изделий, камеры 4 высокотемпературной обработки изделий (другие камеры условно не показаны). Камеры 3 и4 снабжены активометрами для определения концентрации газа (условно не показаны). Внутри камеры передачи находится вращающаяся карусель 5 со ступенчатыми фланцами 6, которые имеют прорези и углубления 7 для прохода кронштейнов 8 и свободного вращения карусели. На фланце карусели номещается фланец 9 с кварцевым держателем Ю обрабатываемых изделий //.
Все технологические камеры имеют механизмы подачи, состоящие из электродвигателя 12, редуктора 13, ходового винта Г4 и полого кронштейна 8 и служащие для подачи деталей, их герметизации н опускания после обработки снова на карусель. Между кронщтейнами 8 и фланцами 9 расположен компенсатор 15. Все технологические камеры выполнены из кварцевого стекла и имеют электропечи сопротивления 16.
Изделия 11, предназначенные для обработки, размещают на держателе 10. Держатель устанавливают на фланце 9, герметизируют камеру загрузки-выгрузки и производят ее откачку. После поступления команды фланец 9 с изделиями полым кронщтейном 8 опускается на ступенчатый фланец 6 карусели 5, а крон11 тейн располагается в углублении 7 карусели, где и ожидает следующей команды. Во время опускания деталей камера загрузки-выгрузки сообщается с камерой передачи, которая все время имеет высокий вакуум и этим самым производится уравнивание давления. Поворотом карусели фланец с изделиями устанавливается точно под входом в камеру 3 низкотемпературной обработки (как показано на фиг. 1), что фиксируется электрическим сигналом на панели управления. После этого включением электродвигателя 12 через редуктор 13 и ходовой винт 14 Движение передается на кронштейн 8 этой камеры который и поднимает фланец 9, помещая держатель с изделиями в полость камеры 3. После герметизации камеры, напуска контролирземой среды производится предварительная обработка деталей, т. е. наружное окисление. Затем фланец с изделиями транспортируется на карусель, которая переводит его под камеру 4 высокотемпературной обработки. Изделия помещаются в эту камеру и подвергаются окончательной обработке - внутреннему окислению. Одновременно с проведением технологической обработки данной партии изделий можно осуществлять загрузку следующей партии, которая затем будет поочередно проходить все стадии обработки в соответствующих камерах последовательно или параллель -О (время выдержки в камерах 3 у( 4 различно). По окончании технологической обработки фланец с изделиями опускается па карусель, которая переводит его под камеру загрузки-выгрузки 2. Включается механизм подачи фланца вверх, и изделия извлекаются.
Предмет изобретения
Установка для термообработки металлов, содержащая технологические камеры, расположенные по окружности, карусель, камеру загрузки-выгрузки, механизмы загрузки, выгрузки и передачи изделий, отличающаяся тем, что, с целью возможности проведения процесса дисперсионного упрочнения изделий с независимой загрузкой, карусель выполнена со ступенчатыми фланцами, имеющими в верхней
части прорези для прохода кронштейнов механизмов передачи изделий, а в нижней - пазы для непрерывного вращения карусели, причем механизмы передачи изделий снабжены компенсаторами, установленными между кронщтейнами и фланцами для герметизации камер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки | 1975 |
|
SU585222A1 |
| Вакуумная печь | 1975 |
|
SU605845A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1968 |
|
SU212511A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| НАГРЕВАТЕЛЬНАЯ КАМЕРНАЯ ПЕЧЬ | 1973 |
|
SU378448A1 |
| КОКИЛЬНАЯ КАРУСЕЛЬНАЯ МАШИНАВлг priTi •* • J ^ "I iju-U i.M*'V.. •>&• • 'i>& nATEilTi;^ ^^i- TDUii-riPCJ^nЕИЬ/'i'-' >& --i*'» | 1973 |
|
SU407640A1 |
| Вакуумная установка | 1980 |
|
SU901356A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ В ВАКУУМЕ | 2014 |
|
RU2572658C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМОДОВОДКИ СОПРОТИВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU377206A1 |