Известны агрегаты для фор.мирования изделий из пенополистирола, включающие паропровод .и формы, состоящие из корпусов, крышки с отверстиями и подвижного днища. В таких агрегатах формы установлены неподвижно на раме, а периодическая загрузка и выгрузка их производится вручную.
Предложенный агрегат отличается тем, что содержит механизмы смазки, загрузки и выгрузки форм, установленные на вращающейся и оборудованной вертикальными затворами карусели, частично расположенной в обогреваемой камере, снабженной копиром для перемещения подпружиненных золотников, периодически взаи.модействующих со штуцерами подпружиненного водила. Такая конструкция агрегата обеспечивает автоматизацию процесса формирования.
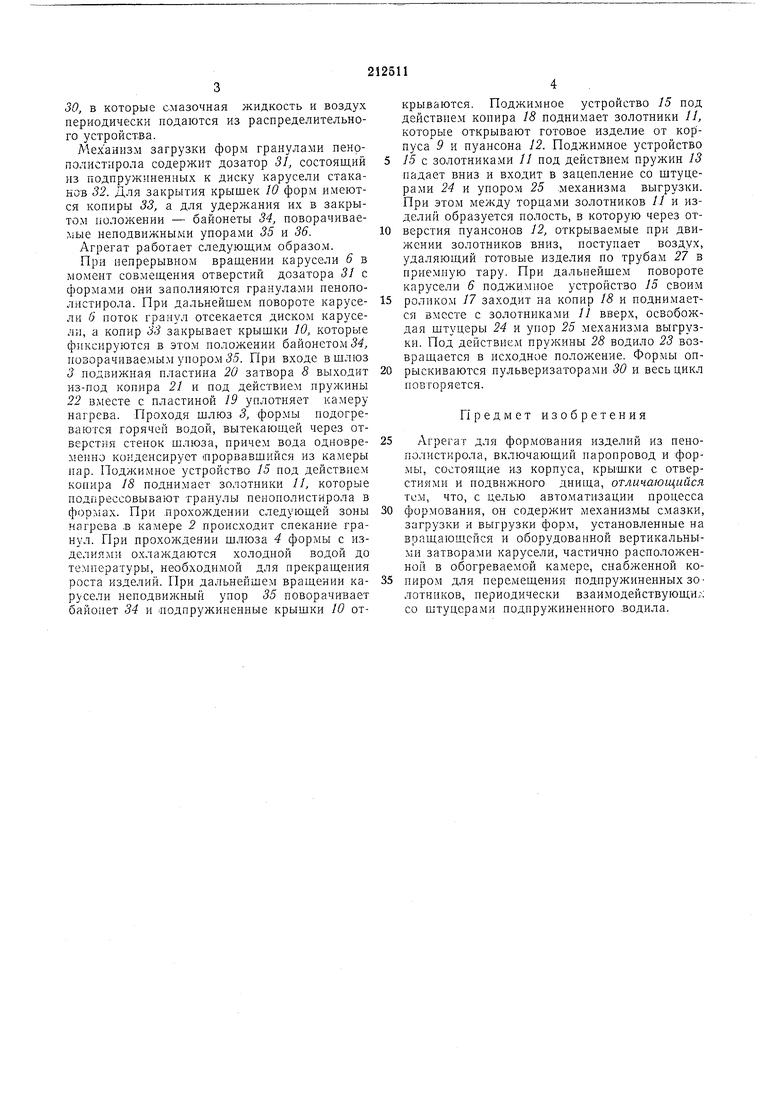
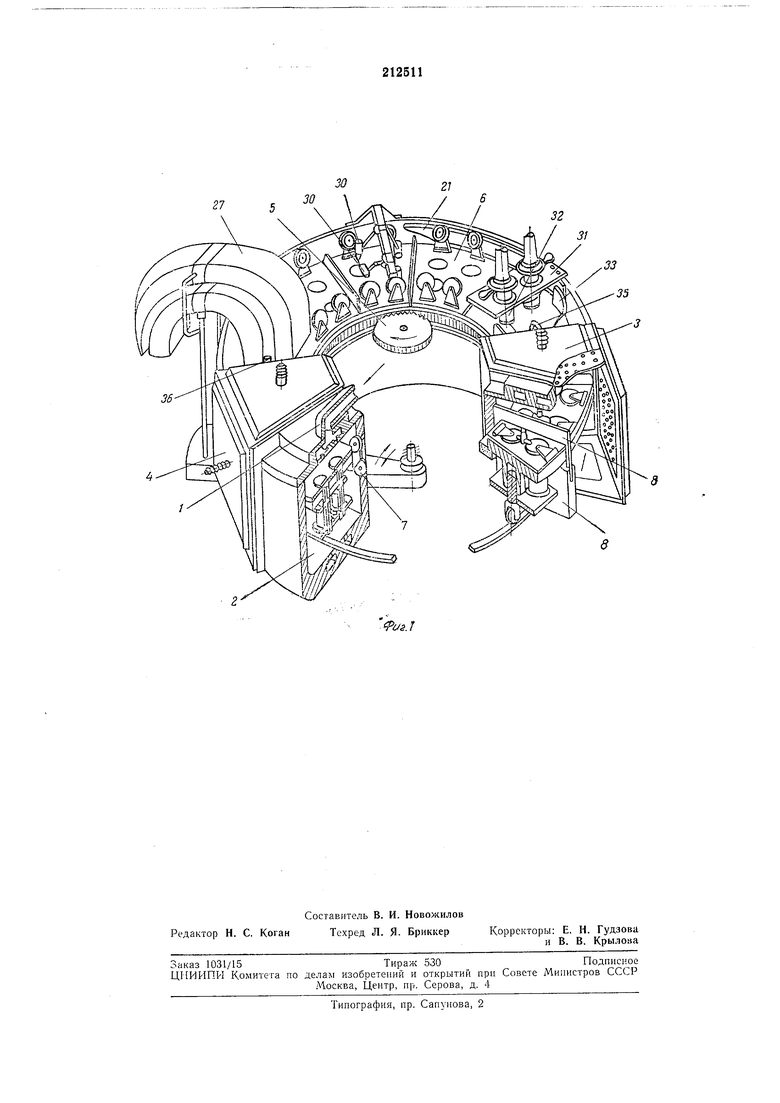
На фиг. 1 показан общий вид агрегата; на фиг. 2 - секция карусели с формами; на фиг. 3 - вертикальный затвор карусели.
Агрегат содержит снабженную паропроводом / камеру 2, обогреваемую паром, поступающим через отверстия днища и крышки камеры. По концам обогреваемой камеры установлены водяные шлюзы 3 и 4, внутренние стенки которых имеют отверстия для истечения воды. Вращающаяся от зубчатого колеса 5 карусель 6 вьшолнена в виде плоского кольца а на роликовых опорах 7 частично расположена в обогреваемой камере 2. Между вертикальными затворами 8 на карусели установлены формы, состоящие из корпуса 9, крышки 10 с отверстиями и подвижного днища, выполненного в виде подпружиненного золотника Л. В корпусе 9 жестко закреплен пуансон 12. Пружины 13 прил.и.мают золотники 11 к пластине 14 поджимного устройства 15, шток 16 которого опирается роликом 17 на
копир 18, расположенный в камере 2.
Затворы S, предназначенные для уменьшения утечки пара и получения необходимого давления в зоне нагрева камеры 2, выполнены в виде нижней неподвижной 19 и верхней
подвижной 20 пластин. Обе пластины имеют уплотняющие кромки, соответствуюии1е фор.ме внутреннего цоперечного сечения камеры 2. Пластины 20 под воздействием копира 21 могут устанавливаться заподлицо с плоскостью диска карусели 6 и возвращаться в исходное положение пружиной 22.
Механизм выгрузки готовых изделий из форм содержит смонтированные на водиле 23 штуцеры 24 для подачи воздуха, упор 25 и
кронштейны 26, поддерживающие направляющие трубы 27. Водило 23 связано с камерой 2 пружиной 28 и имеет ось 29 поворота, совпадающую с осью вращения карусели.
30, в которые смазочная жидкость и воздух периодически подаются из распределительного устройства.
А еханизм загрузки форм гранулами пенрполистирола содержит дозатор 31, состоящий из подпружинениых к диску карусели стаканов 32. Для закрытия крышек W форм имеются копиры 33, а для удержания их в закрытом положении - байонеты 34, поворачиваел;ые неподвижными упорами 35 и 36.
Агрегат работает следующим образом.
При непрерывном вращении карусели 6 в момент совмещения отверстий дозатора 31 с формами они заполняются гранулами пенополистирола. При дальнейшем повороте карусели 6 поток гранул отсекается диском карусели, а копир 33 закрывает крышки 10, которые фиксируются в этом положении байонетом 34, иозорачиваемым упором 55. При входе в шлюз 3 подвижная пластина 20 затвора 8 выходит из-под копира 21 и под действием пружины 22 вместе с пластиной 19 уплотняет камеру нагрева. Проходя шлюз 3, формы подогреваются горячей водой, вытекаюпдей через отверстия стеиок шлюза, причем вода одновременно конденсирует прорвавшийся из камеры нар. Поджимное устройство 15 под действием копира 18 поднимает золотники //, которые иодпрессовывают гранулы пенополистирола в . При лрохол дении следующей зоны нагрева .в камере 2 происходит спекание гранул. При прохождении шлюза 4 формы с изделиями охлаждаются холодной водой до температуры, необходимой для прекращения роста изделий. При дальнейшем вращении карусели неподвижный упор 35 поворачивает байонет 34 и подпружиненные крышки 10 открываются. Поджимное устройство 15 под действием копира 18 поднимает золотники //, которые открывают готовое изделие от корпуса 9 и пуансона 12. Поджимное устройство 15 с золотниками 11 под действием пружин 13 падает вниз и входит в зацепление со штуцерами 24 и упором 25 .механизма выгрузки. При этом между торцами золотников // и изделий образуется полость, в которую через отверстия пуансонов 12, открываемые при движении золотников вниз, поступает воздух, удаляющий готовые изделия по трубам 27 в приемную тару. При дальнейшем повороте карусели 6 поджимное устройство 15 своим
роликом 17 заходит на копир 18 и поднимается вместе с золотниками 11 вверх, освобождая штуцеры 24 и упор 25 механизма выгрузки. Под действием пружины 28 водило 23 возвращается в исходное положение. Формы опрыскиваются пульверизаторами 30 и весь цикл повторяется.
Предмет изобретения
Агрегат для формования изделий из пенополистирола, включающий иаропровод и формы, состоящие из корпуса, крышки с отверстиями и подвижного днища, отличающийся тем, что, с целью автоматизации процесса
формования, он содержит механизмы смазки, загрузки и выгрузки форм, установленные на вращающейся и оборудованной вертикальными затворами карусели, частично расположенной в обогреваемой камере, снабженной копиром для перемещения подпружиненных золотников, периодически взаимодействующи;: со штуцерами подпрулсиненного водила.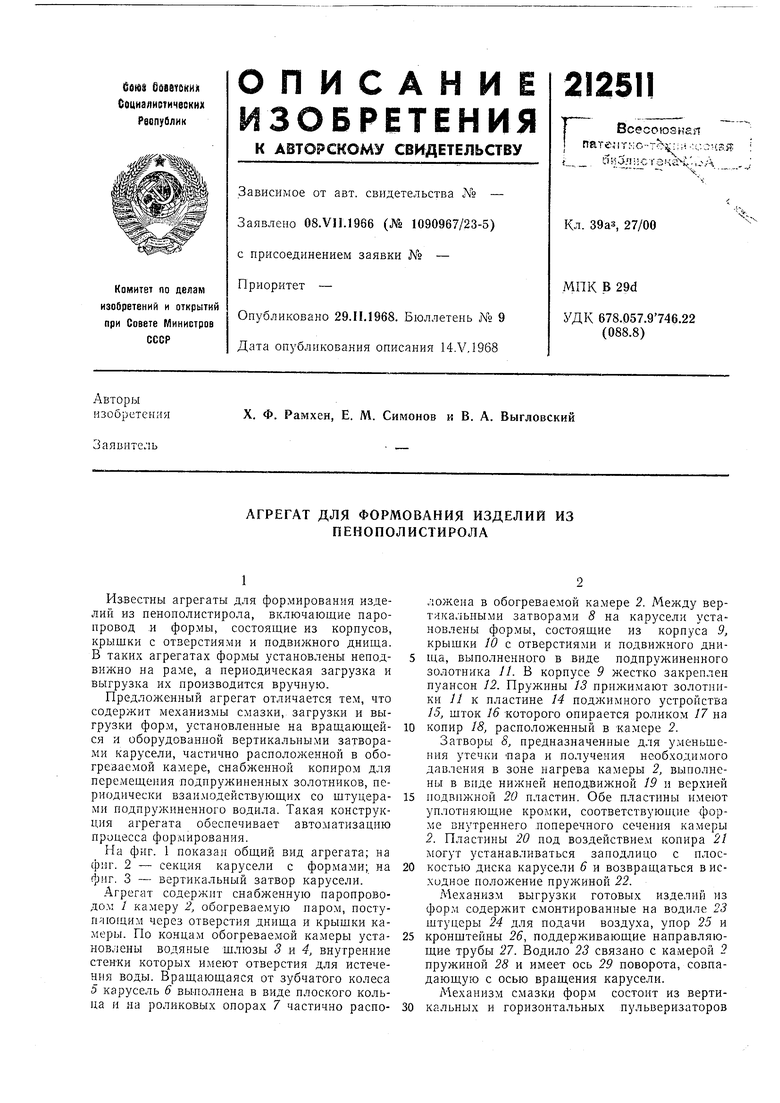
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ из ПЕНОПОЛИСТИРОЛА | 1973 |
|
SU380465A1 |
| Установка для изготовления изделий из пенопласта | 1976 |
|
SU722775A1 |
| Автомат для изготовления изделий из пенополистирола | 1974 |
|
SU562434A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1972 |
|
SU339426A1 |
| Устройство для изготовления изделий из пенополистирола | 1976 |
|
SU766880A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ МАЛОВЯЗКИХ ВЗРЫВЧАТЫХ СМЕСЕЙ И ЗАЛИВКИ ИМИ БОЕПРИПАСОВ БЕСКУСКОВЫМ ИЛИ ВАКУУМ-КУСКОВЫМ СПОСОБАМИ | 1966 |
|
SU1841114A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| АГРЕГАТ ДЛЯ РОЗЛИВА И УКУПОРКИ ФЛАКОНОВ С ЖИДКОСТЬЮ | 1969 |
|
SU245586A1 |
| Устройство для вакуумирования и заливки взрывчатым веществом герметичных корпусов боеприпасов | 1966 |
|
SU1841131A1 |
| Вакуумная установка | 1980 |
|
SU901356A1 |
Составитель В. И. Новожилов Редактор Н. С. КоганТехред Л. Я. Бриккер
Корректоры: Е. Н. Гудзона н В. В. Крылова
