1
Изобретение относится к формованию изделий из бетонных смесей.
Известны установки для формования пустотелых изделий из бетонных смесей, содержащие форму, вибросердечник с механизмом вертикальных перемеп ений и кольцевой поддон.
Цель изобретения - обеспечить возможность формования элементов дымовых труб различных типоразмеров, повысить их качество и облегчить распалубку.
Это достигается тем, что установка выполнена с регулируемыми по высоте опорными колоннами для формы, между которыми смоптироваи приводной поворотный стол с закрепленным нем механизмом вертикальных перемещений вибросердечника, причем форма снабжена выдвижными консолями для жесткого соединения с виб.росердечником, а вибросердечник выполнен с расположенными в его нижней части упорами для поддона.
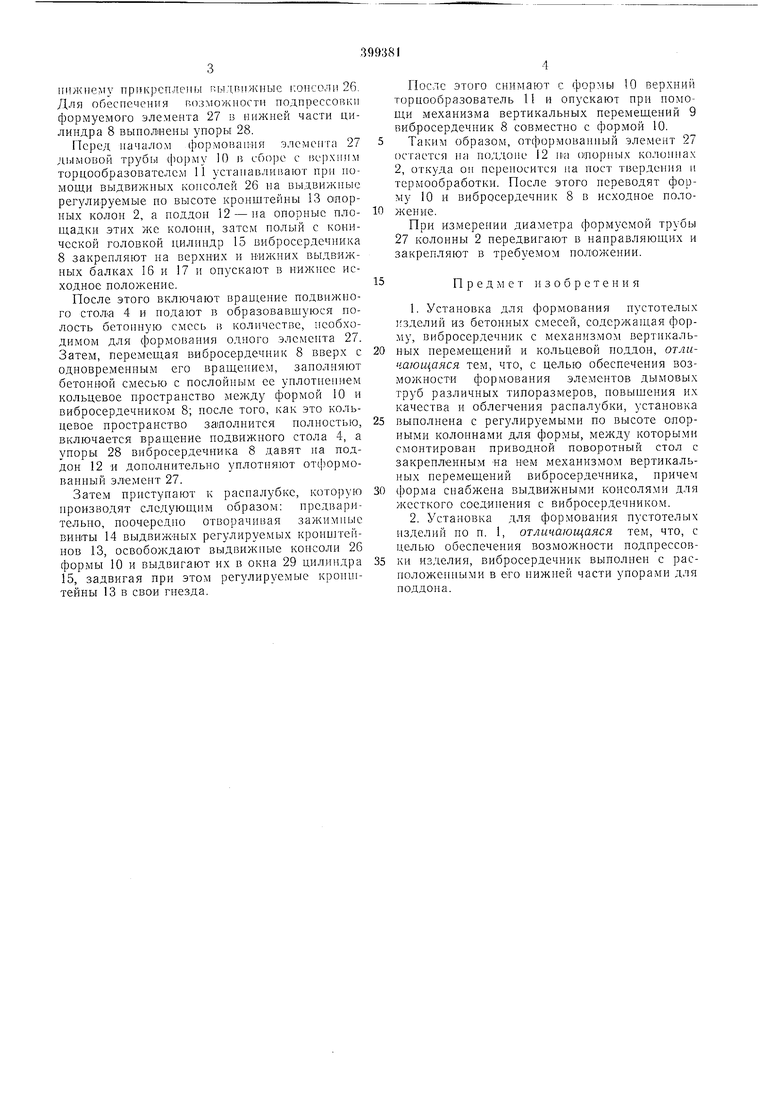
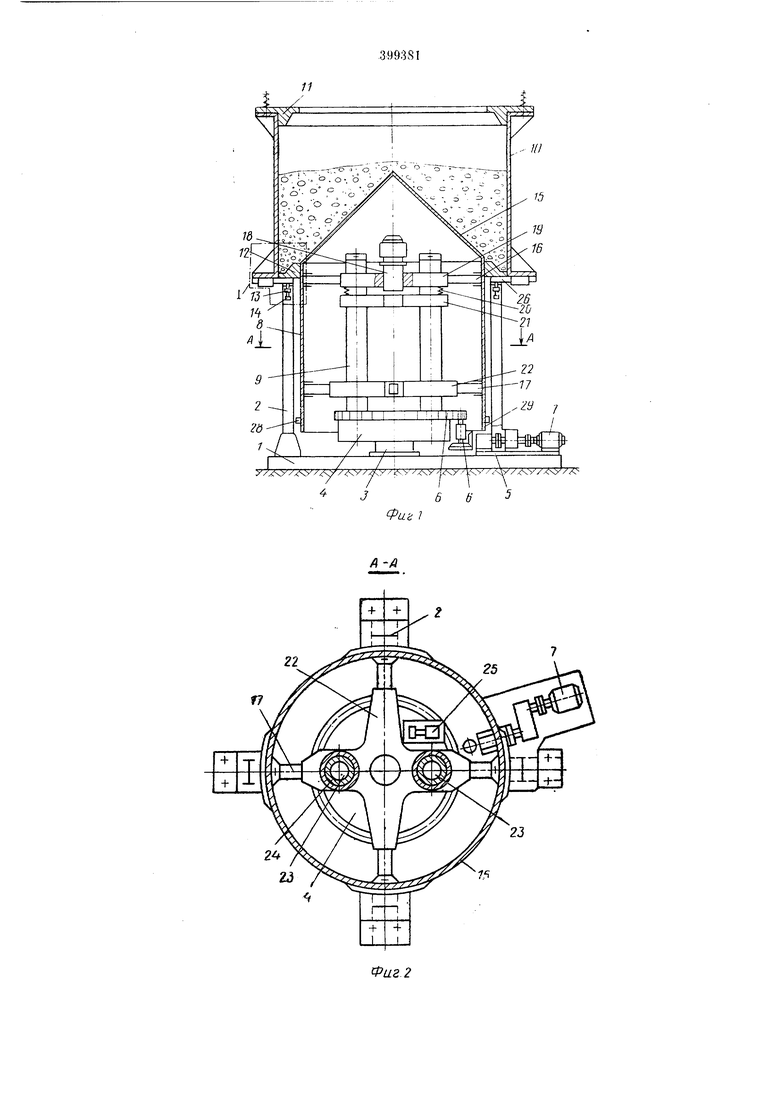
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 - 1продол1ьный разрез установки с отформованным изделием.
Установка содержит оспованне I, на котором смонтированы в направляющих четыре передвижные в радиальном направлении опор2
ные колонны 2, между которыми на центральном выступе 3 размещен поворотный стол 4 с приводом 5, состоящим из зубчатых передач 6 с электродвигателем 7. Установка содержит также вибросердечник 8 с механизмом вертикальных перемещений 9, форму 10, верхний торцообразователь II и поддон 12.
В верхней части опорных колонн 2 установлены выдвижные регулируемые кронщтей«ы 13, на концах которых смонтированы зажимные винты 14.
Вибросердечник 8 состоит из полого с конической головкой цилиндра 15, закрепленного на верхних и нижних выдвижных консольных балках 16 и 17, причем верхние выдвижные балки 16 закреплены на подвижной, снабженной вибровозбудителем 18 плите 19, опирающейся при помощи упругих прокладок 20 на верхнюю траверсу 21, а нижние выдвижные балки 17 закреплены на нижней траверсе 22. Верхняя траверса 21 крепится к щтокам 23 силовых цилиндров 24 механизма вертикальных перемещений 9, установленного на поворотном столе 4 и включающего также электронасос 25, связанный трубопроводами с силовыми цилиндрами 24, корпуса которых слун ат направляющими нижней траверсы 22.
Форма 10 выполнена в виде цилиндрической
обечайки, на верхнем фланце которой установле верхний торцообразователь II, а к нижнему npiiKpcnJieiibi пы;твпжиые консоли 26. Для обеспечения возлюжностн подпрессовки формуемого элемента 27 в нижней части цилиндра 8 вынолиеньт упоры 28. Перед началом (|)ормован:ня элемента 27 дымовой трубы форму 10 15 сборе с верхним торцообразователем 11 устанавливают при иомощи выдвижных коисолей 26 на выдвижнви: регулируемые по высоте кронштейны 13 ошорных колон 2, а ноддон 12 - на опорные площадки этих же колонн, затем полый с конической головкой цилиндр 15 вибросердечника 8 закрепляют на верхних и н:нжних выдвижных балках 16 и 17 и опускают в нижнее исходное положение. После этого включают вращение подвижного стоЛа 4 и подают в образовавшуюся полость бетонную смесь li количестве, необходимом для формования одного элемеита 27. Затем, перемещая вибросердечник 8 вверх с одновременным его вращением, заполняют бетонной емесью с послойным ее уплотнением кольцевое пространство между формой 10 и виброеердечником 8; носле того, как это кольцевое пространство за полнитея полностью, включается вращение подвижного стола 4, а упоры 28 вибросердечпика 8 давят на поддон 12 и дополнительно уплотняют отформованный элемент 27. Затем приступают к распалубке, которую производят следующим образом: иредварительио, поочередно отворачивая зажимные ВИИ1ТЫ 14 выдвнншых регулируемых кроиц тейиов 13, освобождают выдвижные консоли 26 формы 10 и выдвигают их в окна 29 цилиндра 15, задвигая при этом регулируемые кронштейны 13 в свои гнезда. После этого снимают с формы 10 верхний торцообразователь 11 и опускают при помощи механизма вертикальных перемещений 9 вибросердечник 8 совместно с формой 10. Таким образом, отформованный элемент 27 остается на ноддоне 12 Hia о-порных колоннах 2, откуда он переносится на пост твердения ц термообработки. После этого переводят форму 10 и вибросердечник 8 в исходное положение. При измерении диаметра формуемой трубы 27 колонны 2 передвигают в направляющих и закрепляют в требуемом положении. Предмет изобретения 1.Установка для формования пустотелых 1 зделий из бетонных смесей, содержащая форму, вибросердечиик с механизмом вертнкальных иеремещений и кольцевой поддон, отличающаяся тем, что, с целью обеспечения возможности формования элементов дымовых труб различных типоразмеров, иовыщения их качества и облегчения распалубки, установка выполнена с регулируемыми по высоте олорными колоннами для формы, между которыми смонтирован приводной поворотный стол с закрепленным на нем механизмом вертикальных перемещений вибросердечника, причем форма снабжена выдвижными консолями для жесткого соединения с вибросердечником. 2.Установка для формования пустотелых изделий по п. 1, отличающаяся тем, что, с цельЕо обеспечения возможноети подпрессовки изделия, вибросердечник выполнен е расположенными в его нижней части упорами для поддона.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБОФИЛЬТРОВДРЕНАЖНЫХ | 1972 |
|
SU339419A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU1016180A1 |
| Устройство для изготовления пустотелых плит | 1958 |
|
SU139798A1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1983 |
|
SU1080983A1 |
| УСТАНОВКА ДЛЯ ВИБРОФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1973 |
|
SU379388A1 |
| Установка для изготовления пустотелых изделий из бетонных смесей | 1976 |
|
SU715339A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Установка для формования тонкостенных изделий из бетонных смесей, армированных фиброй | 1989 |
|
SU1756163A1 |

75
ВиЗБ
УЖ .
