Известны устройства для изготовления пустотелых плит из древесных отходов с минеральныл5 вяжущим, и то.му подобных .материалов, включающее опориую плиту, форму из продольных и торцовых стенок, вертикальные вибросердечники-пустотообразователи, поддон с отверстиями для пустотообразователей и крышку, а также расположенный над формой подъемный механизм с траверсой для поднятия устройства в процессе вибропрессования и для распалубки отформованного нзделия.
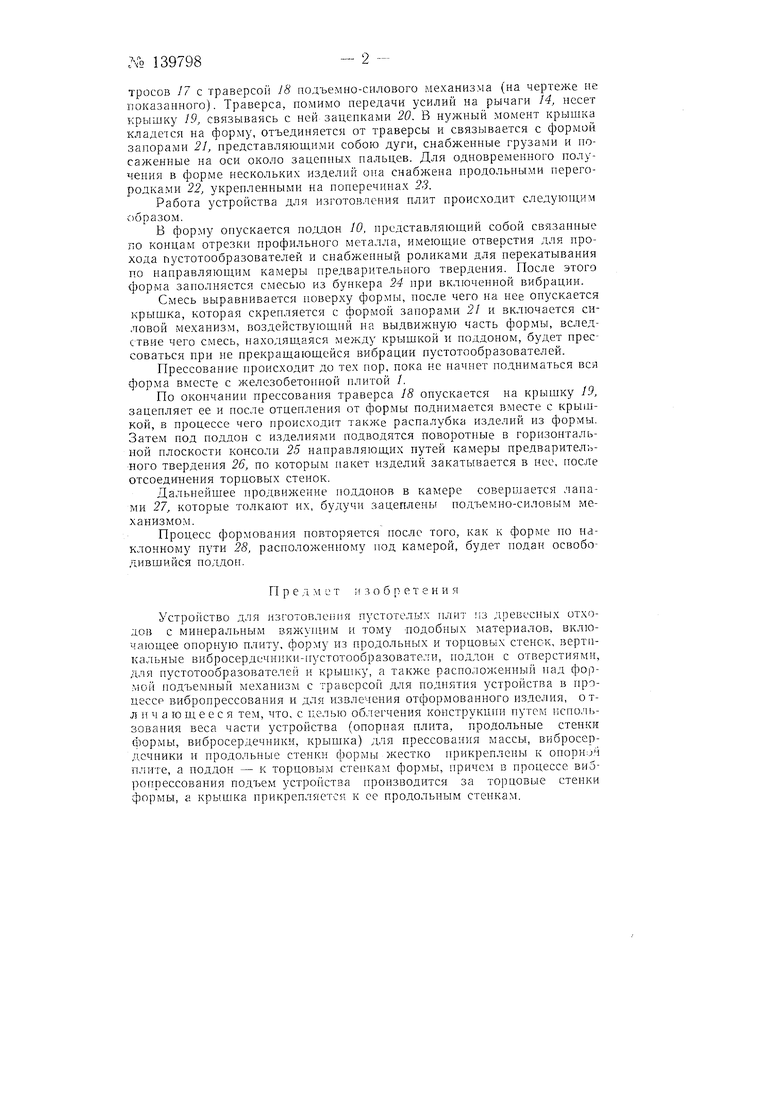
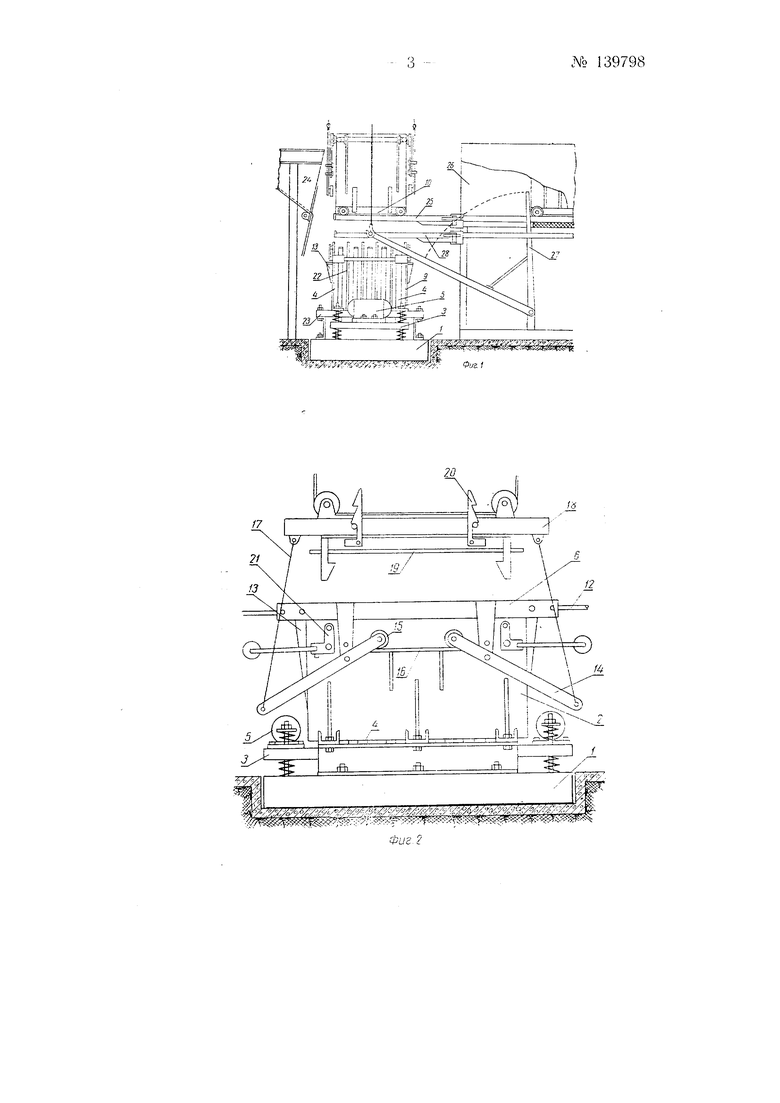
Описываемое изобретение относится к такому же роду устройств и преследует цель облегчения конструкции путем использования веса части устройства (опорная плита, продольные стенки формы, вибросердечники, крыщка) для прессования массы. Достигается это тем, что, вибросердечники и продольные стенки формы жестко прикреплены к опорной плите, а поддон - к торцовым стенкам формы, причем в процессе вибропрессования подъем устройства производится за торцовы-э стенки формы, а крыщка прикрепляется к его продольным стенкамНа фиг. 1 схематически показан общий вид устройства; на фиг. 2- боковой вид формующего узла; на фиг. 3 - разрез его в вертцкальной плоскости.
Устройство состоит из опорной плиты 1, на которой жестко прикреплены продольные стенки формы 2 и подпружиненная рама 3, несущая укрепленные на ней вибросердечпики 4 и вибраторы 5. Форма имеет выдвижную часть 6, которая представляет собою раму, состоящую, из продольных элементов 7, связанных поперечными осями 8, и торцовых стенок 9 формы с зацепляющими поддон 10 лапами Т1 и поворотными рукоятками 12. Торцовые стенки формы имеют ребра жесткости 18 и могут поворачиваться относительно осей 8 или неподвижно закрепляться при помощи запорных приспособлений. При прессовании на выдвижную часть формы воздействуют неравноплечие рычаги 14, которые короткими плечами, несущими ролики /5, упираются в полки /(;на продольных стенках формы, а длинные плечи рычагов связаны при посредстве
Л 139798- 2 тросов /7 с ipaBepcoii 18 подъемно-силового механизма (на чертеже не показанного). Траверса, помимо нередачи усилий на рычаги М, несет крышку 19, связываясь с ней зацепками 20. В нужный момент крышка кладется на форму, отъединяется от траверсы и связывается с формой запорами 21, представляющими собою дуги, снабженные грузами и посаженные на оси около зацепных пальцев. Для одновременного получения в форме нескольких изделий она снабжена продольными перегородка.ми 22, укрепленными на поперечинах 23.
Работа устройства для изготовления плит происходит следуюн им образом.
В форму опускается ноддон 10. представляющий собой связанные по концам отрезки профильного металла, имеющие отверстия для прохода пустотообразователей и снабженный роликами для перекатывания по направляющим камеры предварите.льного твердения. После этого форма заполняется смесью из бункера 24 нри включепной вибрации.
Смесь выравнивается поверху формы, после чего на нее опускается крышка, которая скрепляется с формой запорами 2 и включается силовой механизм, воздействующнй на выдвижную часть форлмы, вследствие чего смесь, находящаяся между крышкой и поддоном, будет прессоваться при не прекращающейся вибрации пустотообразователей.
Прессование происходит до тех нор, пока не начнет подниматься вся форма вместе с железобетонной плитой /.
По окончании прессования траверса 18 опускается на крыщку 19, заценляет ее и после отценления от формы поднимается вместе с крышкой, в процессе чего происходит также распалубка изделий из формы. Затем под поддон с изделиями подводятся поворотные в горизонтальной плоскости консоли 25 направляющих путей камеры предварительного твердения 26, но которым на кет изделий закатывается в нее, после отсоединения торцовых стенок.
Дальнейшее продвижение поддонов в камере совершается лапами 27, которые толкают их, будучи зацеплены подъемно-силовым механизмом.
Процесс формования повторяется после того, как к форме по наклонному пути 28, расположенному под камерой, будет подан освободившийся ПОДДОЕ1.
Пред м е т м з о б р е т е н и я
Устройство для изготовления пустотелых плит из ;;ревеспых отходов с минеральным вяжупим и тому цодобных материалов, включающее опорную нлиту, форму из продольных и торцовых стенок, вертикальные вибросердечннкн-пустотообразователи, поддон с отверстиями, для пустотообразователей н крышку, а также расположенный над формой подъемный механизм с траверсой для поднятия устройства в процессе вибропрессования и дл.ч извлечения отформованного изделия, отличающееся тем, что, с целью облегчения конструкции путем использования веса части устройства (опорная нлита, продольные стенки формы, вибросердечникн, крышка) для прессования массы, вибросердсчники и продольные стенки формы жестко нрикреплены к onopH:jM п.1ите, а поддон - к торцовым стенкам формы, причем в процессе виоропрессования подъем устройства производится за торцовые стенки формы, а крышка прикрепляется к ее продольным стенкам.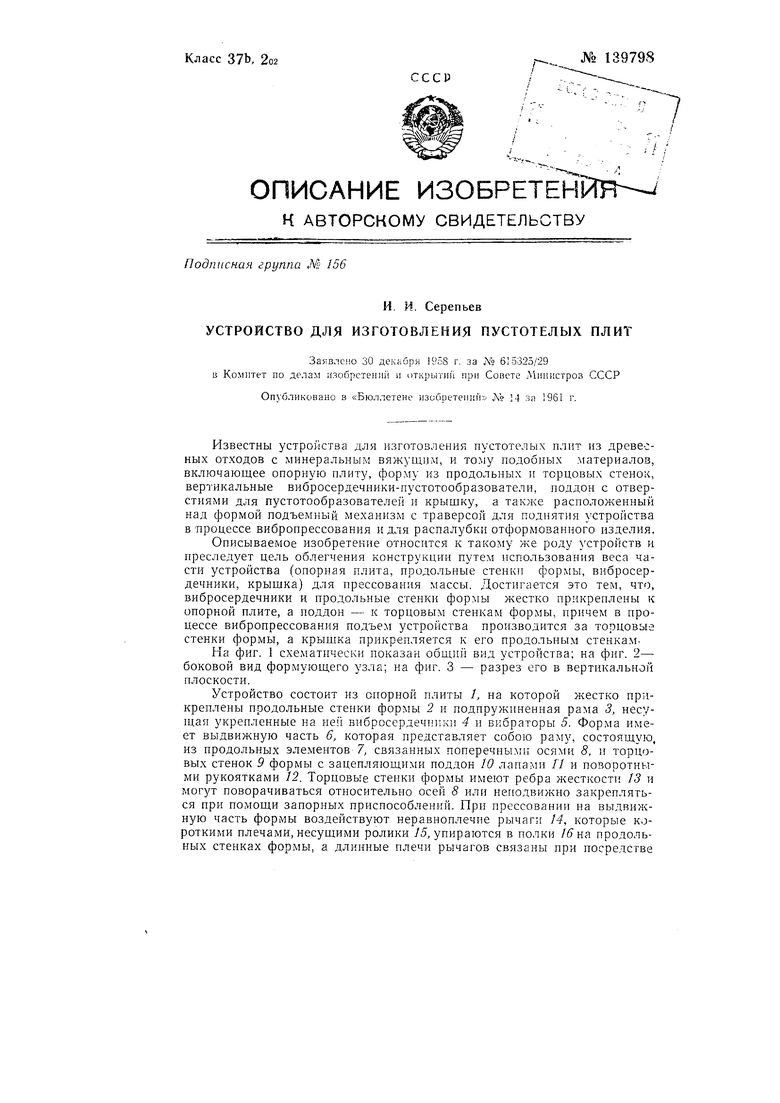
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для формования полых и сплошных строительных камней из жестких бетонных смесей | 1959 |
|
SU147498A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1973 |
|
SU399381A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU1016180A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2072301C1 |
| Устройство для изготовления железобетонных плит | 1986 |
|
SU1519881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Способ изготовления многопустотных плит из волокнистых масс и устройство для его осуществления | 1989 |
|
SU1659201A1 |
20
/tf
/ tirr,
i2
07
