(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU331899A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1982 |
|
SU1096121A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Стенд для формирования рамных элементов из бетонных смесей | 1975 |
|
SU582969A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| УСТАНОВКА ДЛЯ ВИБРОФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1973 |
|
SU379388A1 |
| Установка для формования объемных элементов из бетонных смесей | 1977 |
|
SU719878A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |

1
Изобретение относится к технологическому оборудованию, используемому на заводах сборного железобетона, в частности для изготовления объемных элементов.
Известна установка для формования объемных элементов, содержащая смонтированные на основании поворотные наружные щиты опалубки, подъемно-опускной вибросердечник, устройство для. подачи бетонной смеси и силовые цилиндры для перемещения наружных щитов опалубки и вибросердечника ij .
Недостатком известного устройства является невозможность изготавливать изделия с защитной структурой на поверхности.
Цель изобретения - повышение качества изделий путем создания на поверхности изделия защитной структуры.
Указанная цель достигается тем, что установка, содержащая смонтированные на основании поворотные наружные щиты опалубки, подъемноопускной вибросердечник, устройство для подачи бетонной смеси и силовые цилиндры для перемещения наружных щитов опалубки и вибросердечника, снабжена устройством для нанесения
пленкообразующего состава на отформованную поверхность изделия, смонтированным в верхней части вибросердечника.
Кроме того, устройство для подачи бетонной смеси выполнено в виде съемного вибробункера, установленного на вибросердечнике.
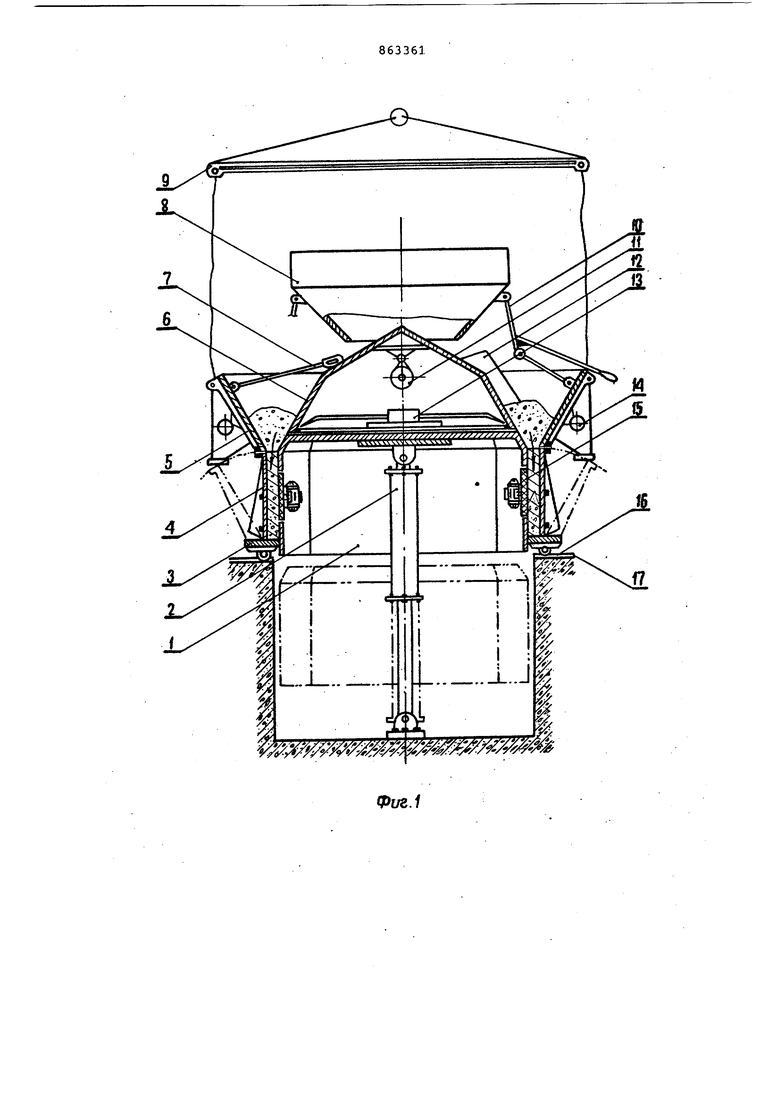
На фиг. 1 изображена установка,
О общий вид; на фиг. 2-7 - то же, последовательность технологического процесса изготовления изделия.
Установка состоит из вибросердечника 1, гидроцилиндра 2 его подъема,
15 рамы с поддоном 3, откидных бортов 4, вибробункера 5, выполненного в виде усеченной пирамиды (конуса), внутренней пирамиды (конуса) 6, соединенных с направляющими рычагами-огра20 ничителями 7, дозирующей воронки 8, траверсы 9, рычажного механизма 10 подъема, дозирующей воронки, маятникового вибратора 11, внутренней пирамиды (конуса), направляющих ребер 12 внутренней пирамиды (конуса), бачка 13 с системой распыления пленкообразующего состава, маятниковых вибраторов 14, установленных на виброизолированных щитах вибробун30 кера-бетонораспределителя, маятниновых вибраторов 15, установленных на виброизолнрованных щитах вибросердечника, приямка 16 и рельсового пути 17 перемещения формы. Вибробункер 5 с внутренней пирамидой (конусом) и дозирующей воронкой 2 выполнены съемными.
Установка работает следующим образом.
Подг.отовленная рама с поддоном 3 с очищенными и смазанными откидными бортами 4, установленными в сомкнутом состоянии и с арматурным каркасом подается по рельсам 17 на формовку. Гидроцилиндром 2 поднимаемся вибросердечник 1, образуя с поддоном и откидными бортами 4 форму для укладки бетонной смеси. На вибросердечнике 1 установлены бачок 13 и система распыления пленкообразующего состава. С помощью крана, оборудованного траверсой 9, на вибросердечник 1 устанавливается заполненный бетонной смесью вибробункер 5 с внутренней пирамидой (конусом) 6, которы автоматически открывается. После этого включсиот маятниковые вибраторы 14 и 15 вибросердечника и вибробункера, и бетонная смесь равномерно заполняет форму и уплотняется.После заполнения формы вибробункер снимается с сердечника, который автоматически закрывается, и направляется на заполнение бетоном для нового процесса формования. Включается подача и распыление пленкообразующего. состава из специального бачка 13 с системой распьшения, процесс нанесения пленкообразующего состава осуществляется при опускании вибросердечника. Затем рама с поддоном 3 и откидными бортами 4 отводится по рельсовому пути 17 на позицию распалубки осуществляемую путем отвода откидных бортов 4, и изделие краном транспортируется на созревание.
Вибробункер работает следующим образом.
Краном вибробункер устанавливается на пол цеха на специальные опоры, при этом кольцевое пространство бункера закрыто и дозирующая воронка 8 опущена. С помощью поворотной бадьи с затвором бетонная смесь загружается в дозирующую воронку до уровня ее верхнего края (фиг.2).Такое заполнение дозирующей воронки рассчитано на количество бетонной смеси, равное объему формующего изделия. Затем дозирующую воронку поднимают рычажным механизмом 10 (фиг.1 и фиксируют в таком положении (фиг.З Бетонная смесь распределяется по внутренней пирамиде (конусу) в кольцевой бункер за счет работы маятникового вибратора 11 (фиг.1), создающего вертикально-направленные колебания. Равномерному распределению бетонз по периметру бункера способствуют направляющие ребра 12. Вибробункер подгоняется краном, оборудованным траверсой (фиг.4) и устанавливается на вибросердечник (фиг.5). При этом наружная пирамида (конус) J опускается в пределах, допускаемых направляющими рычагами-ограничителями 7, открывая по периметру отверстие, через которое бетонная смесь может свободно поступать в опалубку,
образуемую поддоном 3, вибросердечником 1 и откидными буртами 4. Для интенсификации движения и уплотнения бетонной смеси включсиотся маятниковые вибраторы 14 и 15, установленные на виброизолирующих щитах вибросердеч ника и вибробункера. После заполнения формы и уплотнения бетонной смеси вибраторы выключаются и вибробункер снимается краном для следующего цикла формования (фиг.6). Виб0 росердечник 1 (фиг.1) опускается с помощью гидроцилиндра 2, и включается устройство для нанесения пленко-. образующего состава, который находится в бачке 13. По мере опускания
5 вибросердечника пленкообразующий
состав наносится на внутреннюю поверхность изделия. Когда вибросердечник опускается в нижнее положение, устройство для нанесения пленкообразуюQ щего состава автотлатически отключается. При опускании вибросердечника (фиг.7а) отформованное изделие на поддоне совместно с бортами поступает на распалубку. После распалубки форма подготавливается к новому
циклу формования.
Формула изобретения
0 1 .Установка для формования объемных элементов, содержащая смонтированные на основании поворотные наружные щиты опалубки, подъемноопускной вибросердечник, устройство
5 для подачи бетонной смеси и силовые цилиндры для перемещения наружных щитов опалубки и вибросердечника, отличающаяся тем, что, с целью повышения качества готовых
Q изделий путем создания на поверхности изделия защитной структуры, установка снабжена устройством для нанесения пленкообразующего состава на отформованную поверхность изделия, смонтированным в верхней части вибросердечника.
Источники информации, принятые во внимание при экспертизе
Фиг.1
Фиг. 5
/////// ///// л Фиг.б.
Фг/г.
