В настоящее время нет точного способа определять время, затрачиваемое сварщиком на ведение электросварки. Обычно этот учет ведется или по длине шва или по количеству израсходованного металла электрода или с помощью счетчика. Эти способы нельзя признать в достаточной степени точными, так как они не учитывают индивидуальных качеств сварщика. Более точные способы требуют дорогих регистрирующих приборов или же производства хронометража при помощи секундомера, что весьма кропотливо и дорого. Контроль же качества сварки осуществим еще с большими трудностями.
Предлагаемое устройство позволяет:
1) производить тарификацию электросварочных работ, 2) установить степень использования оборудования, а следовательно, вводить соответствующую рационализацию и 3) судить о квалификации сварщика и качестве шва. Кроме того прибором удобно пользоваться при обучении сварщиков.
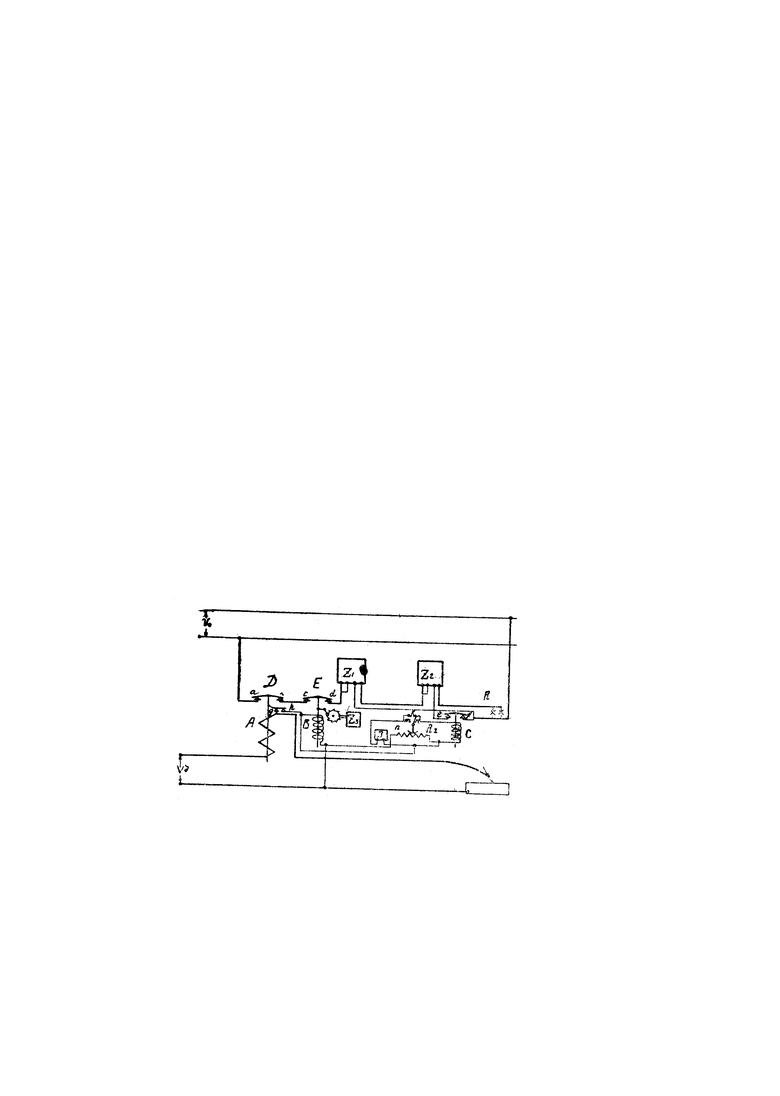
Как видно из приложенного чертежа, предлагаемое устройство сострит из счетчика Z1, переменного или постоянного тока, включенного в сеть постоянного напряжения на постоянную нагрузку R. Вследствие этого его показания строго пропорциональны времени его работы. Счетчик работает только в том случае, если разъединители D и Е замкнуты, т.е. если через реле А и В проходит ток. Реле А включается в сварочную цепь и, следовательно, срабатывает при наличии тока в ней. Реле В включается параллельно сварочной цепи. Чтобы при разрыве дуги и при холостом ходе ограничить ток через реле В, его обмотка в свою очередь включается через контакты g h, управляемые реле A. Число включений реле В, соответствующее числу разрывов дуги, регистрируется счетным механизмом Z3, связанным с реле. Одновременно с замыканием обмотки реле В включается потенциометр R2, от которого питается реле С.
При удлинении дуги сверх установленных пределов реле С замыкает контакты e и f, вследствие чего замыкается тонкая обмотка счетчика Z2, и он вступает в работу, регистрируя время горения недопустимо длинной дуги. Потенциометр R2 дает возможность отрегулировать реле С так, чтобы оно срабатывало при повышении напряжения дуги (т.е. при удлинении дуги) выше установленной величины.
При обучении сварщиков ключ K перебрасывается с контакта n на контакт m.
При этом реле С отключается и вместо него включается звонок з. Звонок будет сигнализировать сварщику о чрезмерно растянутой дуге. Кроме всего сказанного, счетчиком Z1 возможно приблизительно, учитывать расход энергии на фактическую сварку (без учета расхода на холостой ход и расхода энергии при коротких замыканиях), так как во время работы сила тока и напряжение дуги колеблются незначительно. В этом случае показания счетчика в секундах умножаются на постоянную величину, которая должна быть известна для каждого режима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета времени нахождения электрической цепи под напряжением | 1937 |
|
SU52128A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Устройство защиты сварщика | 1990 |
|
SU1719169A1 |
| Контрольное устройство для учета электросварочных работ | 1932 |
|
SU32077A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| АВТОМАТИЧЕСКОЕ РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1934 |
|
SU45663A1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| УСТРОЙСТВО ДЛЯ ВЫКЛЮЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЛИНИИ В СЛУЧАЕ КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ ПРОВОДАМИ ИЛИ ЗАМЫКАНИЯ ПРОВОДОВ НА ЗЕМЛЮ | 1931 |
|
SU32022A1 |
1. Устройство для контроля качества электросварки и регистрации работы сварочных машин помощью электрического счетчика времени, питаемого от вспомогательной сети с постоянной нагрузкой, отличающееся тем, что с целью учета времени правильной работы сварщика применены два реле A и B, контакты которых соединены последовательно и использованы для замыкания цепи счетчика, а обмотки включены - одна последовательно в цепь сварочной дуги, а другая - параллельно зажимам последней и отрегулирована на величину падения напряжения, соответствующую нормальному режиму работы дуги.
2. В устройстве по п. 1 применение с целью ограничения тока в реле B при разрывах дуги вспомогательного контакта gh, включенного последовательно с обмоткой реле B и осуществляющего включение последнего лишь при замыкании цепи сварочной дуги и срабатывании реле A.
3. В устройстве по п. 1 применение счетного механизма, связанного с якорем реле B с целью учета числа замыканий и разрывов дуги.
4. Форма выполнения устройства по п. 1, отличающаяся тем, что с целью учета времени горения чрезмерно удлиненной дуги применено добавочное реле C, включенное параллельно цепи дуги, отрегулированное помощью потенциометра на определенную величину падения напряжения и используемое для включения одной из обмоток счетчика Z2, вторая обмотка которого включена последовательно с контактами реле A.
5. В устройстве по п.п. 1 и 4 применение переключателя для возможности замены реле С звуковым либо световым сигналом з, с целью сигнализации сварщику о возникновении недопустимого расстояния между электродами.
