Качество и производительность дуГОБОЙ электросварки в значительной степени зависят от непрерывности процесса сварки, равномерности движения вольтавой дуги по обрабатываемой детали и поддержании возможно короткой и равномерной длины дуги. Ручная электросварка, производимая даже наиболее искусными сварщиками, этим требованиям не может удовлетворить. По этой причине избегают ручного производства работ, требующих наибольщей однородности и плотности металла, как-то: наллавки металла на трущихся поверхностях, шейках осей, валов, сварки труб и проч. Опыты сварки дымогарных труб вручную и на станке-для автоматической сварки показывают, что механизированная сварка производительнее ручной, при чем брак по пористости наплавленного металла при Л1еханизирав1анной сварке не превышает 1%, тогда как ручная сварка труб дает до 100% брака по пористости. В существующих аппаратах для автоматической сварки подача электрода по мере его плавления и регулирование длины вольтовой дуги осуществляется посредством специально сконтруированных электромоторов. Регулирование длины вольтовой дуги в этих аппаратах достигается: изменением скорости вращения подающего электрод якоря электромотора с независимым возбуждением поля от сети постоянного тока и напряжения, а также посредством регулирующих напряжение реле и системы реостатов.
Такая система аппаратов для авточматической электросва рки, требуя солидной мощности сматывающего с бухты и выравнивающего п,р0 волоку электромотора, имеет следующие недостатки: сложность конструкции, необходимость отдельной цеии постоянного тока для питания возбуждения мотора, и недостаточно точная регулировка вольтовой дуги, вследствие инерции вращения якоря мотора, т.-е. отсутствия полной синхронности в изменении скорости вращения (подачи элекпродаО, с изменением длины вольтовой дуги.
Действие предлагаемого аппарата осношнО на пульсации тока вольтовой дуги, вследствие колебаний величины ее омического со-противлевия, происходящих от металлических замыканий вольтовой дуги отделяющимися от плавящегося электрода шариками металла.
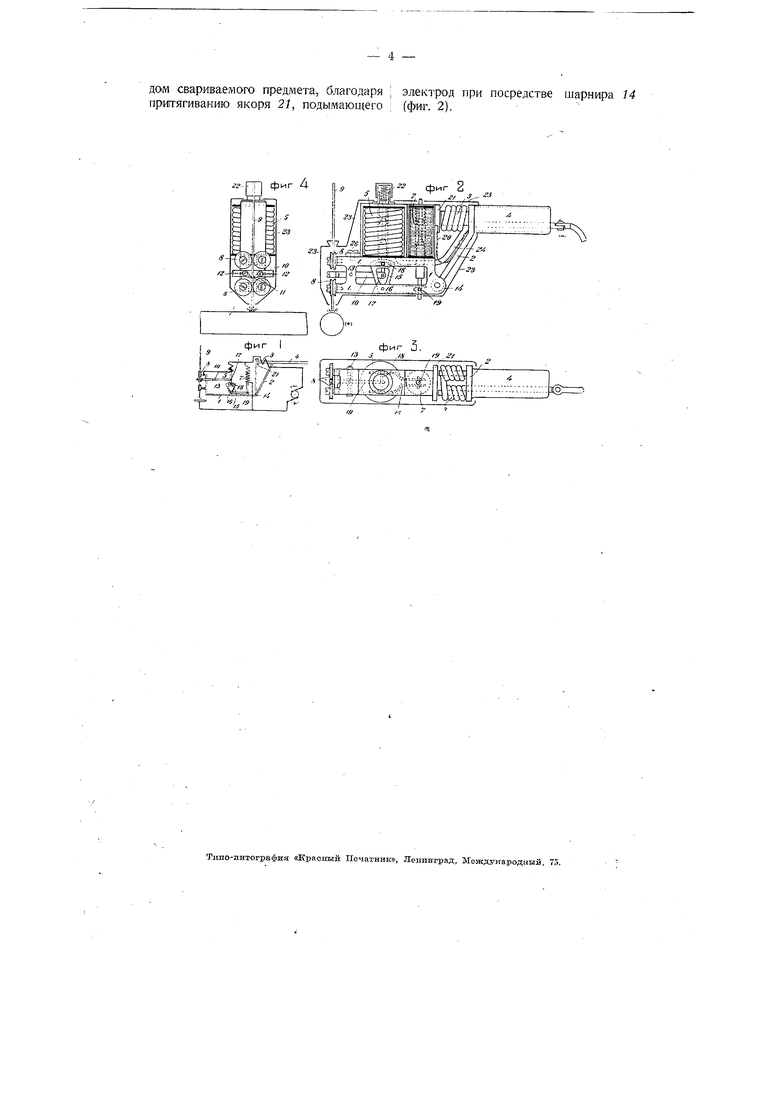
На чертеже фиг. 1 изображает схему аппарата, фиг. 2--в-ид аппарата сбоку, фиг. 3-то же, вид сверху, и фиг. 4- вид спереди.
Предлагаемый аппарат состоит: из латунной П-образного профиля рамь 1 (фиг. 2), в одном конце соеди1ненной шарниром с державкой головки 2-3-4, имеющей форму изогнутой пластины 2 с приваренной, трубкой 4, и двумя сердечниками 3, образующими подковообразный электромагнит (фиг. 2 и 3). На раме / установлены два электромагнита 5 и 7 с замкнутым магнитным полем, из которых первый включен в вольтовой дуги последовательно-, а второй- па,раллельно дуге На другом конце рамы 1 установлены 4 медных ролика 8, служащие одновременно держателями электрода 9 и контактами. Посредине, внутри рамы /, на оси 13 (фиг. 2) качается медное коромысло 10, связанное с одного конца шарниром 77 с хвостовиком якоря рлектромагнита 5, а на другом конце имеющее поперечную планку, на которой качаются две стальных собачки 11 (фиг. 4), нажимающие при помощи двух припаянных к ним пластинчатых пружинок 12 на электрод 9
(фиг. 4). Хвостовик якоря соленоида 5 имеет еще две цапфьг 18 (фиг. 2-3), входящие в щели двойной вилкообразной кулисы 15, ка1чающейся на оси 76 посредством рычага кулисы, связанного цапфой 79 с хвостовиком якоря соленоида 7. В средней части кулиса 75, имеющая форму сегмента, снабжена дуговой щелью, при чем ширина щели у левого конца равна толщине цапфы 75, праВЫй же конец щели-шире на 2 тт.
Аппарат связан с державкой 2-3-4 посредством шарнира 14 и стремится передней частью электрода опуститься вниз. Пружина/ 20 (фиг. 2), приклепанная к державке, предназначается для уравновешивания аппарата, при чем последний притягивается к державке электромагнитом только при наличии тока в цепи вольтовой дуги. Электрическая цепь аппарата (фиг. 1): предмет, через вольтовую дугу в электрод 9, через.ролики 8 в раму 7, через зажим 26 в обмотку соленоида 5, через гибкий кабель 24 в обмотку электромагнита державки 2-3-4, и, за1тем, через кабель внутри трубки 4, - источника тока. Шунтовой электромагнит 7 включен параллельно вольтовой дуге..
Электромагнит державки 2-3-4 и приклепанная к ярму шунтовой катушки железная пластинка-якорь 27 служат для образования вольтовой дуги в мОменты касания электрода 9 к предмету: силою электромагнита 3, при со.действии пружины 20, конец аппарата у электрода, вместе с посл едним по.днимается на 3 mm, образуя дугу. Весь механизм аппарата закрыт кожухом 23.
Действие аппарата основано на пульсации тока, вызываемой замыканиями вольтовой дуги между предметом и металлическим электродом, стекающими с последнего шаркками металла. Частота пульсации тока, зависящая OT количества отделяющихся от электрода шариков, которое, в свою очередь, на.ходится в зависимости от длины вольтовой дуги, изменяется в пре делах от 25 до 50 колебаний в секунду.
Якорь соленоида, включенного в цепь дуги, встречая эластичное сощ отивление пружины, колеблется, соответственно количеству отделяющихся шариков, развивая при этом работу, вполне достаточную для продвижения эл:ектрода между катящимися контактами-роликами. Амплитуда колебаний якоря равна при этом 1-3 лf,l. Устанавливать и регулировать нормальную скорость подачи электрода возможно путем изменения амплитуды колебаний якоря электромагнита 5 посредством коромысла 70 и установленных на последнем двух собачек //, нажимающих своими лезвиями на электрод 9 и опускающих последрчий ПО мере плавления вниз. Амплитуда колебаний (скорость подачи) регулируется шунтовым соленоидом 7.
Аппарат пускается в действие каса нием электрода 9 к предмету, вследствие чего электромагнит 3 державки, притяги1вая якорь 27 и поднимая электрод 9, образует вольтову гу. Одновременно начинает плавиться электрод, вызывая колебания якоря соленоида 5, нажимаемого книзу пружиной, заключенной в медном колпаке-регуляторе 22. Амплитуда колебаний якоря соленоида 5 определяется положением кулисы 75, связанной, в свою очередь, с якорем шунтового соленоида 7. При слишком ко-роткой дуге (низкол напряжении) или при коротком замыкании электродов якорь соленоида 7 опускается, передвигая кулису вправо, вследствие чего цапфа 18 якоря электромагнита 5 переходит в 00 лее узкую часть шели к лисы 75, уменьшая амплитуду колебаний якоря (скорость подачи электрода), или же заклини в.ается в щели, совершенно прекращая П0|дачу электрода. С увеличением длины дуги (повышением нап1ряжения) якорь шунтового соленоида 7 поднимается, повораЧивая кулису влево , вследствие чего цапфа 18 якоря электромагнита 5, переходя в более широкую часть щели кул1исы, получает возможность большей амплитуды колебаний, благодаря чему скорость подачк электрода возрастает до установления заданной
длины дуги (напряжения). Таким образом, образование дуги и регулирование длины ее происходит автоматически, а подача электрода происходит только при напичии дуги, т.е. плавления электрода. Режим напряжения дуги устанавливается для шунтового соленоида (регулятора дуги) реостатом.
Для наплавки металла на крупных предметах, могущих быть установленными на центрах токарного станка, сварочный аппарат крепится в суппорте и может передвигаться с помощью самохода. При сварочных работах и наплавках на плоскостях аппарат может передвигаться на роликах.
ПРЕДМЕТ ПАТЕНТА.
1.Аппарат для электрической дуговой св;дрки с приспособлением для автоматической подачи сварочного электрода, характеризующийся применением электромагнитов 5 и, 7 (фиг. .1), из коих последовательно включенный в сварочную цепь электромагнит 5, питаемый пульсирующил током сварочной дуги, колебаниями своего якоря сообщает поступательное движение сварочному электроду 9, шунтовой же электромагнит 7 предназначен для регулкрсвания амплитуды колебания якоря электромагнита 5. перемещением кулисы 75 (фиг. 1).
2.Форма выполнения оха1рактеризованного в п. 1 аппарата, отличающаяся тем, что действующий на электрод 9 при посредстве шарнира 77, KCpOMbioia 70 и двух собачек 7 7 якорь электромагнита 5 снабжен регулируемой пружиной 22 и цапфами 75, входящими в щели двойной вилкооСразной кулисы 75, поворачиваемой вокруг оси /о при помощи рычага, соединенного цапфами 19 с якорем соленоида 7 (фиг. 2, 3, 4).
3.В охарактеризованном в п.п. 1 и 2 аппарате применение последОвательно 1включен1ного в цепь дуги электромагнита 3, служащего для образования дуги в мол1ент касания электро..
VI/ /д /7
т, u|/