Изобретение относится к промышлеН ности стройматериалов, к обработке стекла и стеклянных изделий, конкретно к устройствам для электрического Нагрева и расплавления кромок стеклянного листа с целью сварки двух литов по контуру и получения стеклопакета с воздушным .промежутком внутр
Известно устройство для нагрева кромок стеклянного листа при изготовлении преимущественно стеклопакетов, содержащее-сварочный трансформатор, электроды, подключенные к кромкам стекла, блок программного управления нагревом, датчики тока и напряжения в кромках стекла и регулятор напря-: жения l3.
Наиболее близким по технической сущности к изобретению является устр ойство для управления электросвар-кЪй стеклопакетов, содержащее трансформатор тока, два потенциометра, .суммирующий и множительный блоки, ус литель, фазосдвигающий блок, источник.и переменного и постоянного тока, р.ле времени., сварочный трансформатор с измерительной обмоткой/ дроссель управляемый преобразователь, причем к кромкам стеклопакета через трансформатор тока подключена вторичная обмотка сварочного трансформатора, один вывод первичной обмотки которог подключен через дроссель к одномуполюсу источника переменного тока, другой полюс которого через управляемый преобразователь подключен к другому выводу первичной обмотки сварочного трансформатора,измерительная обмотка сварочного, трансформатора соединена с одними входами суммирующего блока, выход которого через множителвный блок подключен к одному из входов усилителя, выход фазосдвигайщего блока подключен к входу управляемого преобразователя, выходы трансформатора тока подключены к одним входам суммирующего блока непосредственно, а через замыкающий контакт реле времени - к другим входам суммирующего блока, один полюс источника постоянного тока через переключающий контакт реле времени подключен к одним выводам первого и второго потенциометров, другие выводы которых соединены с другим полюсом источника постоянного тока Сз.
Недостатком известных устройств является низкое качество сварки стеклопакетов ввиду отсутствия корректировки величины греющего тока в зависимости от температурного режима плаления и вязкости стекла.
Целью изобретения является повышение точности управления.
Поставленная цель достигается тем что устройство для упоавления электросваркой стеклопакетов/ содержащее трансформатор тока, два потенциометра, суммирующий и множительный блоки,
.усилитель, фазосдвигающий блок, источники переменного и постоянного тока, реле времени, сварочный трансформатор с .измерительной обмоткой,
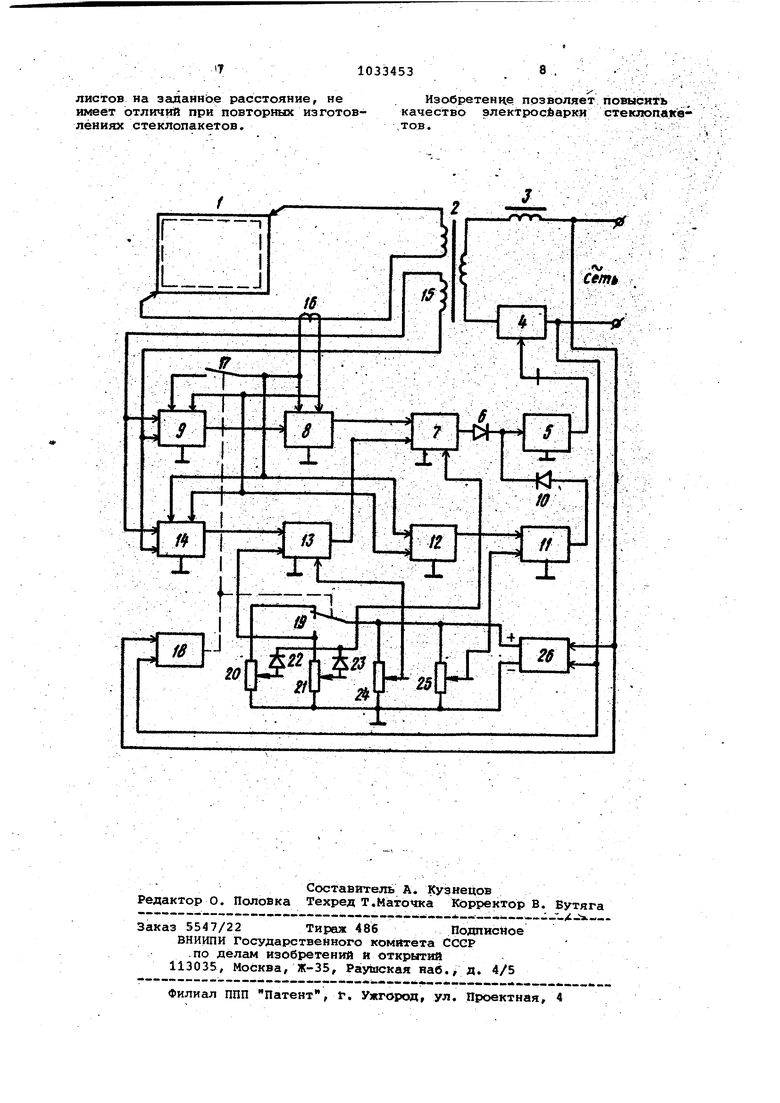
.дроссель, управляемый преобразователь причем к кромкам стеклопакета через трансформатор тока подключена в.торичная обмотка сварочного трансформатора один вывод первичной обмотки которого подключен через дроссель к одному полюсу источника переменного тока, другой полюс которого черег управляемый преобразователь подключен к другому выводу первичной обмотки сварочного трансформатора, измерительная обмотка сварочного трансформатора соединена с одними входами суммирующего блока, выход которого через множительный блок подключен к одному из входов усилителя, выход фазосдвигающего блока подключен к входу управляемого преобразователя, выходы трансформатора тока подключены к одним входам суммирующего блока непосредственно, а через замыкающий контакт реле времени - к другим входам суммирующего блока, один полюс источника постоянного тока через переключающий -контакт реле времени подключен к одним выводам первого и второго потенциометров, другие выводы которых соединены с другим полюсом источника постоянного тока,снабжено делительным блоком, элементом сравнения, блоком контроля тока, дополнительным усилителем, третьим и четвертым потенциометрами и четырьмя диодами, причем выходы усилителей соединены с входом фазосдвигающего блока через первый и второй диоды, один из входов дополнительного усилителя соединен, с подвижннм контактом третьего пртенциометра, другой вход дополнительного усилителя соединен с выходом блока контроля тока, входы которого соединены с трансформатором тока и первыми входами г.елительного блока, другие входы которого соединены с измерительной обмоткой сварочного трансформатора, выход делительного блока подключен к одному из входов элемента сравнения, другой вход которого соединен с одним из выводов второго потенциометра, подвижный контакт четвертого потенциометра соединен с соответствующим- входом элемента сравнения, выход элемента сравнения соединен с входом усилителя, подвижные контакты первого и второго потенциомегтров через третий и четвертый диоды подключены к соответствующему входу усилителя, а другие выводы третьего и четвертого потенциометров соединены с другим полюсом источника постоянного тока. На чертеже Представлено устройство для управления электросваркой стеклопакетов. Устройство содержит заготовку стек лопакета из двух стеклянных листов 1/ подключенных к вторичной обмотке сварочного трансформатора 2, первичная обмотка которого подключена через дроссель 3 и преобразователь 4, например пару встречно-параллельно вклю ченных тиристоров к источнику перемен ного тока. Вход преобразователя 4 сое динен с выходом фазосдвигающего блока 5, вход которого соединен с последовательной цепью из диода 6, усилителя 7, множительного блока 8 и суммиругацего блока 9..К входу фазосдвигающего блока 5 также подключена последо вательная цепь из диода 10, усилителя 11 и блока 12 контроля тока. Один из входов усилителя 7 связан с последовательной цепью из элемента 13 срав нения и делительного блока 14. Измерительная обмотка 15 сварочного транс форматора 2 подключена, к парам входов суммирующего блока 9 и делительного блока 14. Трансформатор 16 тока подключен к парам -ВХОДОВ множительного блока 8, блока 12 контроля тока и делительного блока 14, а также к одному входу суммирующего блока непосредст- венно. К другому входу суммирующего блока 9 трансформатор 16 тока подключен через размыкакяций контакт 17 реле 18 времени, который имеет переключающий контакт 19. Потенциометры 20 и 21, которыми устанавливается режим нагрева на первом и втором этапах цикла сварки, подключены к отрицатель ному полюсу источника постоянного тока непосредственно, а к положительному полюсу - через переключав1Ж1Й контакт 1 реле 18 времени. Подвижные контакты- этих потенциометров через диоды 22 ,и 23 соответственно подключены к одному из входов усилителя 7. Вывод потенциометра 21 через переключающий контакт 19 реле 18 вре-i мени подключен к входу элемента 13 сравнения, который связан с регулирующим контактом потенциометра 24, используемого для задания уровня проводимости, при котором отключается нагрев. Подвижный контакт потенциометра 25 соединен с одним из входов усилителя 11 и используется для задания уровня ограничения тока во вторичной цепи сварочного трансфоралатора 2. Питание всех потенциометров 20, 21, 24,25 осуществляется от источника 26 постоянного тока,к выходу которого потенциометры 24 и 25 подключены непосредственно, а потенциометры 20 и 21 через переключающий контакт 19 реле 18 времени. Фазосдвигакхцее устройство 5 должно иметь падающую зависимость фазы форми руемых им имдульсов относительно напряжения, питгиощей сети, т.е. с ростом входного напряжения его,фаза импульсов должна возрастать, при этом эффективное з.наченне напряжения на нагрузке управляемого вентильного преобразователя 4 (первичной обмотке сварочного трансфоЕ 1атора 2} должно уменьшаться. Устройство работает следующим образом. На первом этапе положение контактов реле 18 времени показано на чертеже для исходнодго состояния устройства, когда происходит подогрев кромок стеклянного листа заготовки стеклопакета 1 за счет разогрева проводящего покрытия кромок. Подводимое от вторичной обмотки сварюч- ного трансформатора 2 напряжение на этом этапе выбирается из расчета б кВ на 1 м длины полупериметра стеклянного листа. В процессе работы устройства дроссель 3 .позволяет смяг чить внешнюю характеристику трансформатора, чем облегчается работа регулятора режима нагрева. Регулирование фазы тока первичной обмотки сварочного трансформатора 2 относительно напряжения питаквдей сети вьЕполняется преобразователем 4 в зависимости от величины усиленного сигнала рассогласования на входе фазосдвигакндего блока 5. В нормальном режиме работы устройства сигнал рассогласования фбрмйруется на входе усилителя 7 как разность контролируемого параметра режима нагрева и задания ( на первом этапе снимаемого с подвижного контакта потенциометра 20) и усиливается усилителем 7. Сигнал, пропорциональный контролируемому параметру режима, нагрева кромок стеклянного листа, формируется -навыходе множительного блока 8 как произведение сигнала, пропорционального току и снимаемого с трансформатрра 16 тока,и сигнала, пропорционального сумме тока вторичной обмотки сварочного трансформатора и напряжения на измерительной обмотке 15 этого трансформатора. Суммарный сигнал формируется на выходе суммирующего блока 9. На первом этапе цикла сварки вход суммирукядего блока 9 отключен от трансформатора 16 тока замыканиаим контактом 17 реле 18 времени. Поэтому на первом этапе цикла сварки выходной сигнал суммирующего блока 9 пропорционален напряжению, при- кладываемому к кромкам стеклянного листа, а сигнал на выходе множительного блока 8 пропорционален средней мощности, подводимой к кромкам стеклянного листа. Изменение мощности в силу воздействия любых возмущений вызовет изменение сигнала рассоглатавания на выходе усилителя 7 с соо ветствующим изменением входного напряжения фазосдвигающего блока 5, .Этой цепью, воздействующей на преобразоа-атель 4, изменяется фаза ток первичной обмотки сварочного транс .форматора 2 таким образом, чтобы ер няя мошность восстановила свое зада ное значение. Таким же образом рабо тает схема ограничения трка вторичной обмотки сварочного трансформато ра 2. Дополнительный усилитель 11 усиливает разность сигнаша,. пропорц нального среднему значенню тока, с выхода блока 12 контроля тока и сиг .нала задания/ снимаемого с подвгасного контакта потенциометра 25. УсIтанавливаемая этим потенциометром , величина ограничения тока ( 1,2..1,5 максимального значения тока, достигаемого в конце процесса нагрева стеклянного листав обеспечивает стабилизацто тока при возникновениях дуговых разрядов в процессе предварительного подЬгрева как . следствия разрывов полоски Проводящего покрытия. При превышении током заданного значения усиленный усилителем 11 сигнал рассогласования превышает величину сигнала рассогласования с вйхода усилителя 7, а поэтому диод 6 запирается и устройство работает как стабилизатор тока вторичной обмотки сварочного трансформатора 2 до тех пор, пока дуга не погаснет и контролируемый Ток не снизится меньше заданного значения его. В этом случае сигнал с выхода усилителя 7 снова превысит значение сигнала с выхода усилителя 11. Диод 10 запрется положительньм напряжением приложенным к его катод и устройство продолжает евого работу как стабилизатор средней мощности н первом этапе цикла сварки или стаf билизатор комбинированного параметра на втором.,, На втором этапе замыкающий, контакт 17 реле 18 времени замыкается переключением переключающим контактом 19 к положительному полюсу источника 26 постоянного тока подключится потенциометр 21 и изменится напряжение задания на входе усилите ля 7. Сигнал на выходе суммирукидего блока 9 будет пропорционален алгебраической сумме мгновенных значений сигналов, пропорциональных току в . кромках стеклянного листа и падению напряжения на них. На выходе множительного блока 8 при этом формируется сигнал, пропорциональный разности средней мощности и умножен ного на постоянную величину квадрат эффективного значения тока вторично обмотки сварочного трансформатора 2 Причем .эта постоянная величина выб.и рается таким образом, чтобы при стабилизации комбинированного параметра с выхода множительного блока 8 температура торца кромок стеклянного листа была постоянной. Диоды 22 и 23 дают возможность объединения подвижных контактов потенциометров 20 и 21 без шунтирующего влияния их друг на друга. Напряжение задания на входе усилителя 7 устанавлив.ается в зависимости от того, какой из этих двух потенциометров в данный момент подключён к источнику 26 постоянного тока. Переключающим контактом 19 реле 18 времени постоянное напряжение приклаывается к потенциометру 21 и к . входу элемента 13 сравнен-ий, тем самым подготавливая его к работе. Иеобходимость в этом схемном решений Связана с требованием блокировки эле,мента. 13 сравнения .на первом этапе , цикла сварки, когда возможно возникновение дуговых разрядов с высокой провидимостью канала, которая могла бы привести к отключению процесса нагрева кромок стеклянного листа при ложных срабатываниях элемента 13 сравнения/ выходным сигналом которого запирается усилитель 7 и,как следствие, запирается управляетлый преобразователь 4. Делительный блок 14 .вычисляет в процессе сварки проводимость нагреваемых кромок стеклянного листа как отношение тока к падению напряжения на кромках. Bl процессе нагрева К1ХЗМОК стеклянного листа на втором этапе цикла сварки проводимость монотонно Возрастает, и при достижении сигналом с выхода делительного блока 14 заданного потенциометром 24 значения процесс нагрева квомок.заготовки стеклопакета 1 прекращается При этом срабатывает элемент 13 сравнения и своим выходным сигналом запирает усилитель 7, Переводом реле 18 времени в исходное состояние устройство подготавливается к изго товлению следуюг его стеклопакета. Стабилизация коибинированного электрического параметра, выполняемая устройством, обеспечивает неизменность выбранной температуры торца кромок стеклянного листа в про-г цессе их нагрева на втором этапе цикла сварки длительностью 70...90 с. Прекращение процесса сварки по достижении проводимостью кромок установленного значения обеспечивает стабильность сечения расплава кромок стеклянного листа от сварки к с сварке. В результате этого толщина боковой стенки стеклопакета, форми1 уемой при разведении стеклянных
листов на заданное расстояние, не имеет отличий при повторных изготовлениях стеклопакетов.
Изобретенне позволяет повысить / качество электросйаркн стекпопдкв,ТОВ. ,- ... ..-. -:;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации теплового режима процесса сварки стеклопакетов | 1980 |
|
SU925880A1 |
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| Способ нагрева боковых кромок стеклянного листа при изготовлении стеклопакетов | 1974 |
|
SU626686A3 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197804A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Способ нагрева кромок стеклянного листа,преимущественно при изготовлении стеклопакетов | 1980 |
|
SU939412A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОСВАРКОЙ СТЕКЛОПА1ШТЬВ, содер:жащее трансформатор тока, два потенциометра, сулалирующий й-множите ль-НИИ блоки, усилитель, фазосдвиганвдий ф1ОК, источники леременйого и постоянного тока, реле времени, сварочHtafi трансформатор с измерительной обмоткой, дроссель, управляемый преобразователь, причем к кромкам,.стеклоi пакета через трансформатор тока подклю чена вторичная обмотка сварочного v , трансформатора,один вывод первичной обмотки которого подключен через дроссель к одному полюсу источника переменного тока, другой полюс которого через управляемый преобразователь подключен к другому выводу перр вичной обмотки сварочного трансформатора, измерительная обмотка свароч. ного трансформатора соединена с одними входами суммирующего блока, выход которого через множительный блок подключен к одному из входов усилителя, выход фазосдвигающего блока подключен к входу управляемого преобра-. зователя, выходы трансформатора тока подключены к одним входам суммирующего блока непосредственно, а через II ПАТЕК1Ш}. .j I ТЕХШШШ зашдкаювдий контакт реле в.ремени к ДРУГ1Ш входам cyMMHpsTfflneco блока, один полюс постоянного тока через .переключакяций контакт реле времени подключен к одним выводам первого и второго потенциометров, другие выводы которых соединены с-другим полюсом источника постоянного тока, отличаю.щ е е с я тем, что, .с целью повышения точности управления, оно снабжено делительным блоком, элементом сравнения, блоком контроля тока, дополнительным усилителем, третьим, и четвертым потенциометрами и четырьмя диодами, причем выходы усилителей Q соединены с входом .фазосдвигающего S блока через первый и второй диоды, один из входов дополнетельного уси- / лителя соединен с подвижным контактом третье-го потенциометра, другой вход дополнительного усилителя соединен с выходом блока контрюля ток.а, входы которого соединены с трансформатором тока и первыми входами делительного блока, другие входал которого соединены с измерительной,обмотСА: кой сварочного трансформатора, выход делительного блока подключен к DO 4 .одному из входов элемента сравнения другой вход которого соединен с одними . из выводов второго потенциометра,, . tn йодвижный контакт четвертого потенцио W метра соединен с соответствуивдим входом элемента сравнения, выход элемента сравнения соединен с входом усили теля, подвижные контакты первого и второго потенциометров через третий и четвертый диоды подключены к соот:ветствугадему входу усилителя, а другие выводы третьего и четвертого потенциометров соединены с другим полюсом источника постоянного тока.
Lli
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для стабилизации теплового режима процесса сварки стеклопакетов | 1980 |
|
SU925880A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| . | |||
