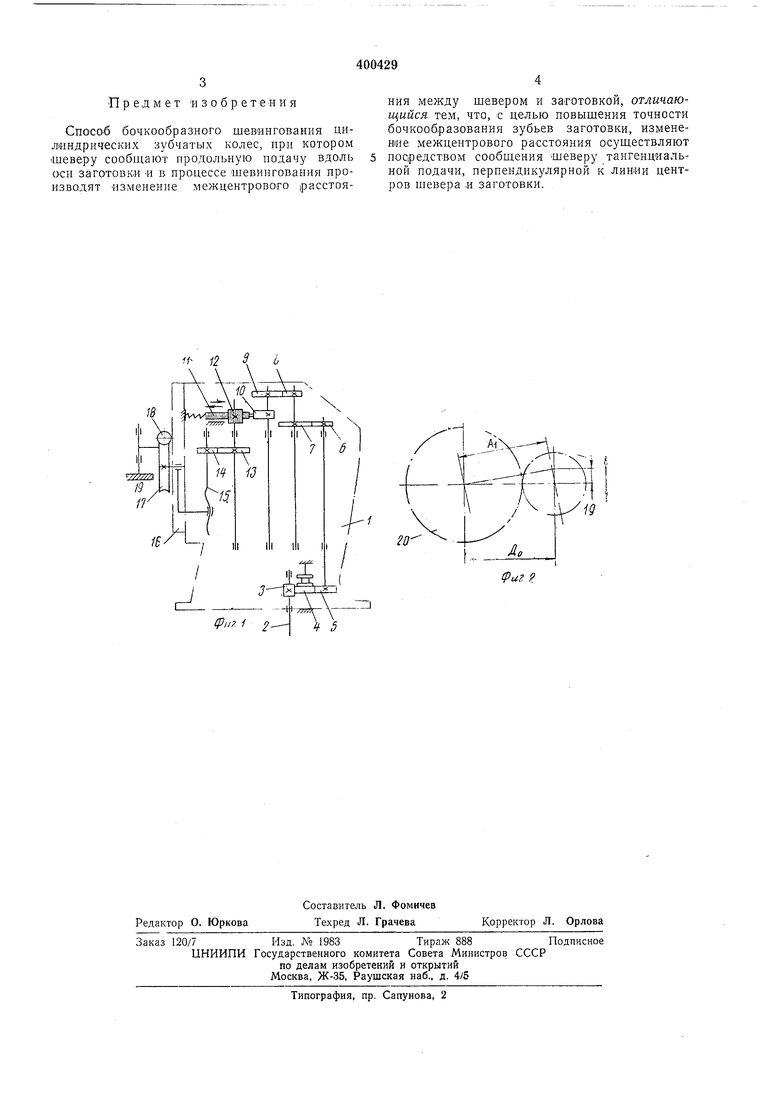
Изобретение касается чистовой обработки зубчатых колес. Известны способы бочкообразного шевингования цилиндрических зубчатых колес, когда шевер совершает продольную подачу вдоль оси заготовки, и в процессе шевингования дроизводится изменение межцентрового расстояния за счет применения различных копирных устройств, обеспечивающих ка чание шевера в плоскости, параллельной линии центров шевера и заготовки. Однако по этому способу величина качания шевера находится в тех же пределах, что и величина бочкообразности зуба колеса, что приводит к уменьшению точности бочкообразования. Целью изобретения является повышение точности бочкообразования зубьев заготовки. Для этого .изменение междентрового расстояния в процессе шевингования осуществляется посредством сообщения шеверу дополнительной тангенциальной подачи, перпендикулярной к линии центров шевера и заготовки. На фиг. 1 показана кинематическая схема шевинговального станка, работающего по предлагаемому спосо-бу, на фиг. 2 - схема изменения межцентрового расстояния между шевером и колесом. Шевинговальная головка I содержит приводной вал 2, шестерни 3, 4, 5, гитары 6-9, кулачок 10, взаимодействующий с зубчатой рейкой 11. Эта рейка находится в зацеплении с шестерней 12, на одном валу с которой сидит шестерня 13, находящаяся в зацеплении с шестерней 14, сидящей на ходовом винте 15. Ходовой винт связан с ползуном 16, в котором вмонтирована червячная пара 17 и 18. На червячном колесе 17 установлен шевер 19, обрабатывающий зубчатое колесом 20. При продольной подаче щевинговальной головкн 1 вдоль оси колеса 20 крутящий момент от вала 2 через шестерни передается на кулачок 10, который осуществляет возвратнопоступательное перемещение рейки 11. Последняя через шестерни 12-14 возвратновращательно поворачивает винт 15, в результате чего ползун с шевером совершает возвратно-поступательные тангенциальные перемещения относительно колеса 20, перпендикулярные к линии центров колеса и щевера (см. фиг. 2). В результате этого межцентровое расстояние AQ постоянно меняется в процессе шевииговаиия до Л) при перемещеиии ползуна на величину h. Поворот шевера относительно .колеса 20 осуществляется посредСТВО.М червячной пары.
Предмет изобретения
Способ бочкообразного шевингования цилиндрических зубчатых колес, при котором iiueBepy coOi6iuaiOT продольную подачу вдоль ООН заготовки и в процессе шевингования производят изменение межцентрового расстояния между шевером и заготовкой, отличающийся тем, что, с целью повышения точности бочкообразования зубьев заготовки, изменение межцентрового расстояния осуществляют посредством сообш.ения шеверу тангенциальной подачи, перпендикулярной к линии центров шевера и заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Станок для шевингования цилиндрических зубчатых колес | 1978 |
|
SU745613A1 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1982 |
|
SU1299489A3 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Устройство для шевингования зубчатыхКОлЕС | 1979 |
|
SU837637A1 |
| Устройство к зубошевинговальному станку | 1990 |
|
SU1787713A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| СПОСОБ БОЧКООБРАЗНОГО ШЕВИНГОВАНИЯ | 1966 |
|
SU180468A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
1Б
Фиг 9.
