Изобретение относится к машиностроению и может найти применение при обработке зубчатых колес на операции зу- бошевинговании.
Известно устройство для получения бочкообразного профиля в продольном сечении профиля зуба колеса. Недостатком такого устройства является то, что модифицирование профиля зуба по ширине венца обеспечивается качанием стола станка, что не может обеспечить требуемую точность обработки.
Целью изобретения является расширение технологических возможностей за счет шевингования колес с продольной модификацией зубьев путем качания обрабатываемого колеса в плоскости, проходящей через ось центровой оправки перпендикулярно оси шевера.
Указанная цель достигается тем, что устройство снабжено механизмом качания, опорой качания и двумя сферическими опорами, размещенными соответственно на торцах втулки и корпуса, при этом опора
качания установлена в осевом отверстии, выполненном в корпусе, и содержит сферический подпятник и две соединенные между собой посредством винта втулки, сферические торцы которых взаимодействуют с подпятником, причем в корпусе выполнены два ряда радиальных отверстий, равнорасполо- женных относительно подпятника, в которых размещены шарики, предназначенные для взаимодействия с наружной поверхностью втулок и отверстием обрабатываемого колеса, а механизм качания состоит из кронштейна, предназначенного для размещения ниже линии центров на неподвижной части станка, и двух подпружиненных упоров, расположенных симметрично относительно подпятника, предназначенных для взаимодействия с торцами обрабатываемого колеса.
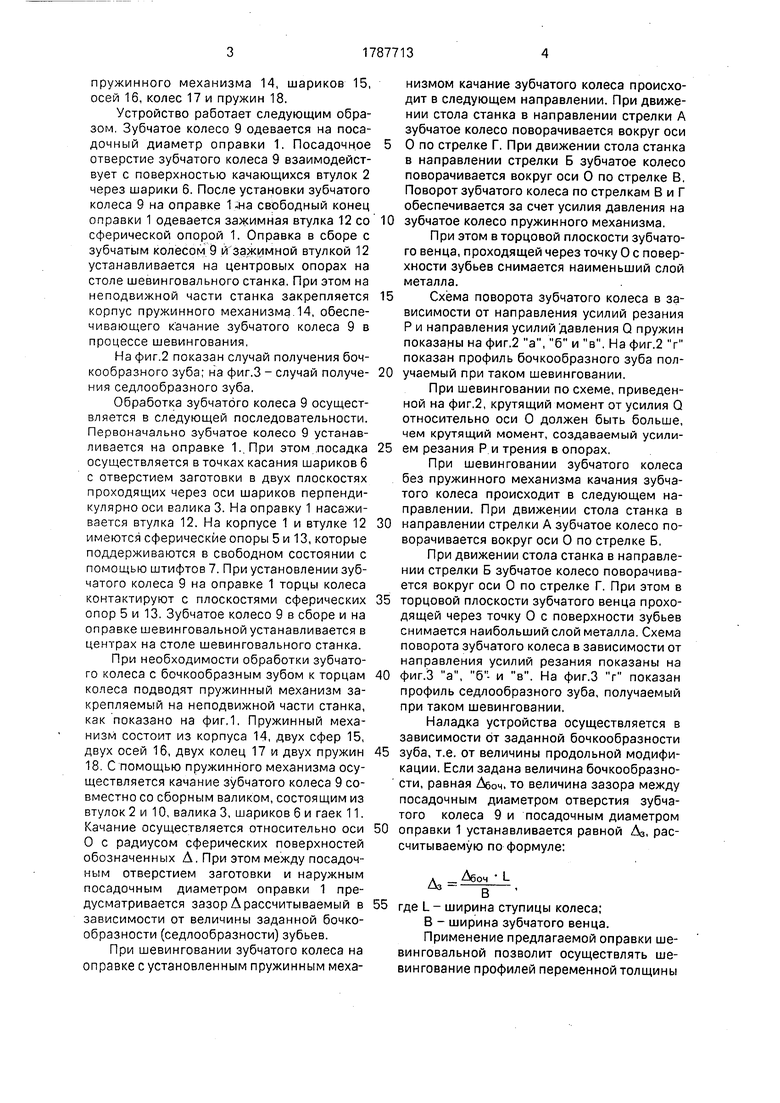
На фиг. 1 показана конструкция оправки шевинговальной. Оправка состоит из корпуса 1, втулок 2 и 10, валика 3, сферы 4, шариков 6, сферических опор 5 и 15, зубчатого колеса 9, ограничительных штифтов 7, винтов 8, гаек 11, зажимной втулки 12, корпуса
ел
С
xj
00 XI
XI
CJ
пружинного механизма 14, шариков 15, осей 16, колес 17 и пружин 18.
Устройство работает следующим образом. Зубчатое колесо 9 одевается на посадочный диаметр оправки 1. Посадочное отверстие зубчатого колеса 9 взаимодействует с поверхностью качающихся втулок 2 через шарики 6. После установки зубчатого колеса 9 на оправке 1 -на свободный конец оправки 1 одевается зажимная втулка 12 со сферической опорой 1. Оправка в сборе с зубчатым колесом 9 и зажимной втулкой 12 устанавливается на центровых опорах на столе шевинговального станка, При этом на неподвижной части станка закрепляется корпус пружинного механизма. 14, обеспечивающего качание зубчатого колеса 9 в процессе шевингования,
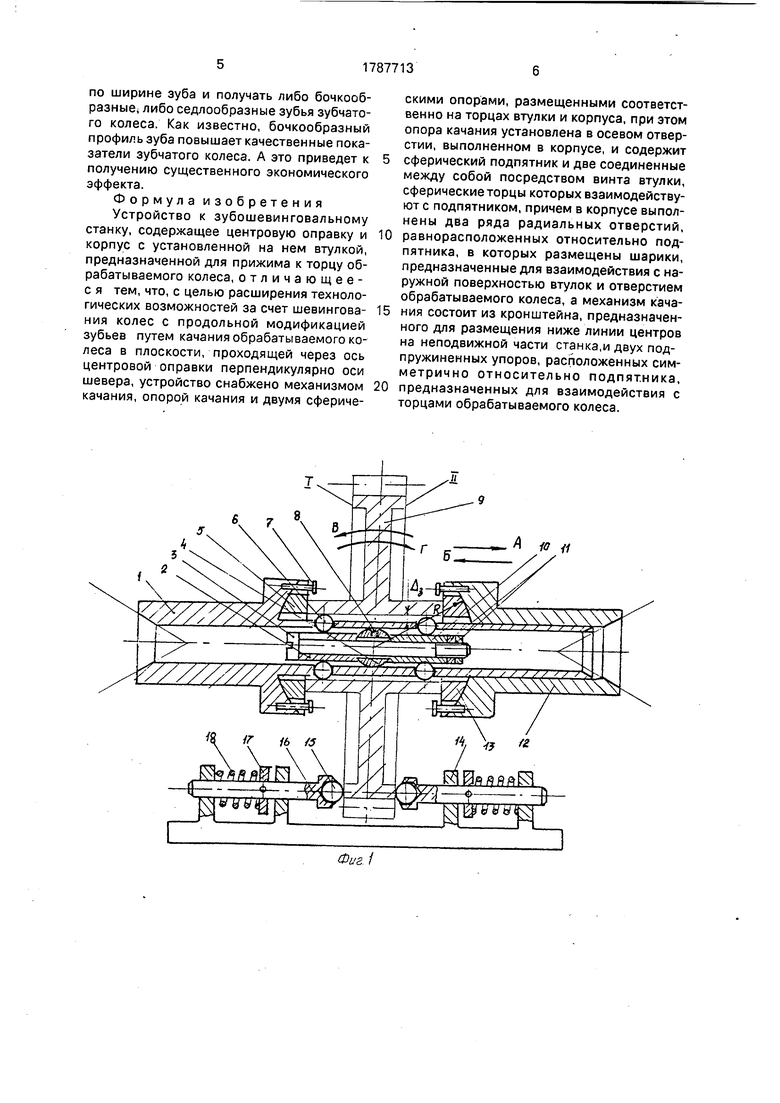
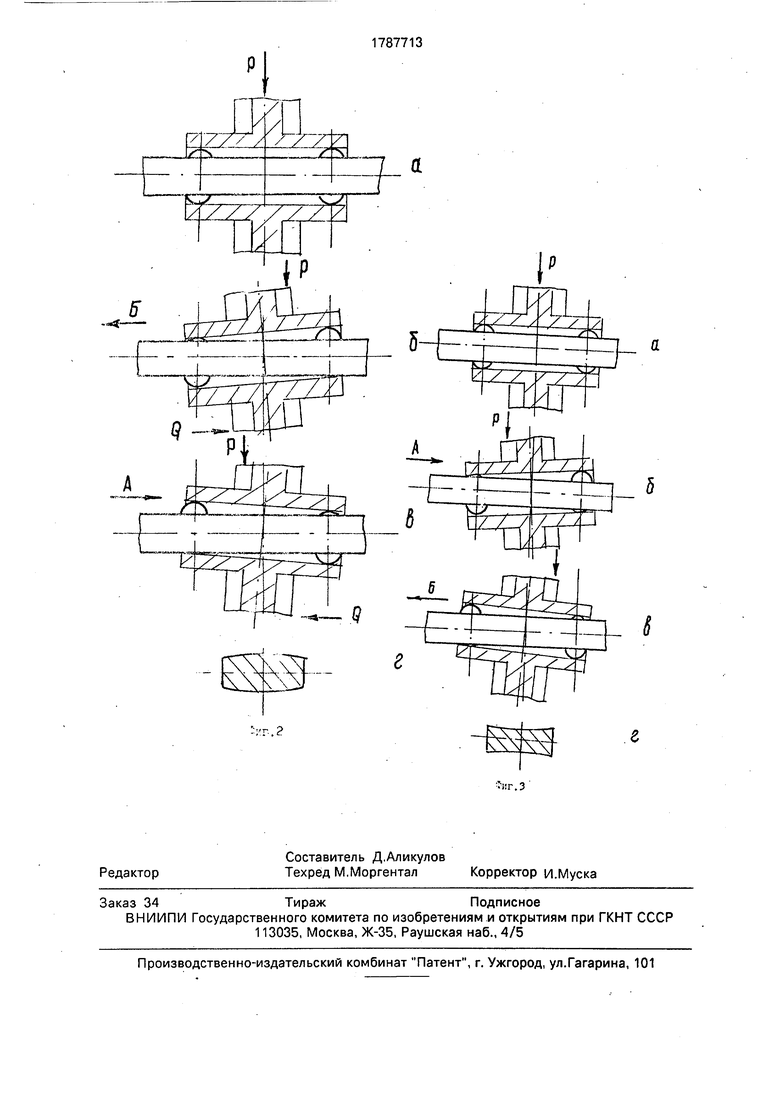
На фиг.2 показан случай получения бочкообразного зуба; на фиг.З - случай получе- ния седлообразного зуба.
Обработка зубчатого колеса 9 осуществляется в следующей последовательности. Первоначально зубчатое колесо 9 устанавливается на оправке 1..При этом .посадка осуществляется в точках касания шариков 6 с отверстием заготовки в двух плоскостях проходящих через оси шариков перпендикулярно оси валика 3. На оправку 1 насаживается втулка 12. На корпусе 1 и втулке 12 имеются сферические опоры 5 и 13, которые поддерживаются в свободном состоянии с помощью штифтов 7, При установлении зубчатого колеса 9 на оправке 1 торцы колеса контактируют с плоскостями сферических опор 5 и 13. Зубчатое колесо 9 в сборе и на оправке шевинговальной устанавливается в центрах на столе шевинговального станка.
При необходимости обработки зубчатого колеса с бочкообразным зубом к торцам колеса подводят пружинный механизм закрепляемый на неподвижной части станка, как показано на фиг.1. Пружинный механизм состоит из корпуса 14, двух сфер 15, двух осей 16, двух колец 17 и двух пружин 18. С помощью пружинного механизма осуществляется качание зубчатого колеса 9 совместно со сборным валиком, состоящим из втулок 2 и 10, валика 3, шариков 6 и гаек 11. Качание осуществляется относительно оси О с радиусом сферических поверхностей обозначенных А. При этом между посадочным отверстием заготовки и наружным посадочным диаметром оправки 1 предусматривается зазор Д рассчитываемый в зависимости от величины заданной бочкообразное™ (седлообразности) зубьев.
При шевинговании зубчатого колеса на оправке с установленным пружинным механизмом качание зубчатого колеса происходит в следующем направлении. При движении стола станка в направлении стрелки А зубчатое колесо поворачивается вокруг оси О по стрелке Г. При движении стола станка в направлении стрелки Б зубчатое колесо поворачивается вокруг оси О по стрелке В, Поворот зубчатого колеса по стрелкам В и Г обеспечивается за счет усилия давления на зубчатое колесо пружинного механизма.
При этом в торцовой плоскости зубчатого венца, проходящей через точку О с поверхности зубьев снимается наименьший слой металла.
Схема поворота зубчатого колеса в зависимости от направления усилий резания Р и направления усилий давления О пружин показаны на фиг.2 а, б и в. На фиг.2 г показан профиль бочкообразного зуба получаемый при таком шевинговании.
При шевинговании по схеме, приведенной на фиг.2, крутящий момент от усилия Q относительно оси О должен быть больше, чем крутящий момент, создаваемый усилием резания Р и трения в опорах.
При шевинговании зубчатого колеса без пружинного механизма качания зубчатого колеса происходит в следующем направлении. При движении стола станка в направлении стрелки А зубчатое колесо поворачивается вокруг оси О по стрелке Б,
При движении стола станка в направлении стрелки Б зубчатое колесо поворачивается вокруг оси О по стрелке Г. При этом в торцовой плоскости зубчатого венца проходящей через точку О с поверхности зубьев снимается наибольший слой металла. Схема поворота зубчатого колеса в зависимости от направления усилий резания показаны на фиг.З а, и в. На фиг.З г показан профиль седлообразного зуба, получаемый при таком шевинговании.
Наладка устройства осуществляется в зависимости от заданной бочкообразности зуба, т.е. от величины продольной модификации. Если задана величина бочкообразности, равная Дбоч, то величина зазора между посадочным диаметром отверстия зубчатого колеса 9 и посадочным диаметром оправки 1 устанавливается равной Дз, рассчитываемую по формуле:
Дз
As
04
В
где L - ширина ступицы колеса;
В - ширина зубчатого венца.
Применение предлагаемой оправки шевинговальной позволит осуществлять шевингование профилей переменной толщины
по ширине зуба и получать либо бочкообразные либо седлообразные зубья зубчатого колеса. Как известно, бочкообразный профиль зуба повышает качественные показатели зубчатого колеса. А это приведет к получению существенного экономического эффекта.
Формула изобретения Устройство к зубошевинговальному станку, содержащее центровую оправку и корпус с установленной на нем втулкой, предназначенной для прижима к торцу обрабатываемого колеса, отличающее- с я тем, что, с целью расширения технологических возможностей за счет шевингова- ния колес с продольной модификацией зубьев путем качания обрабатываемого колеса в плоскости, проходящей через ось центровой оправки перпендикулярно оси шевера, устройство снабжено механизмом качания, опорой качания и двумя сферическими опорами, размещенными соответственно на торцах втулки и корпуса, при этом опора качания установлена в осевом отверстии, выполненном в корпусе, и содержит сферический подпятник и две соединенные между собой посредством винта втулки, сферические торцы которых взаимодействуют с подпятником, причем в корпусе выполнены два ряда радиальных отверстий, равнорасположенных относительно подпятника, в которых размещены шарики, предназначенные для взаимодействия с наружной поверхностью втулок и отверстием обрабатываемого колеса, а механизм качания состоит из кронштейна, предназначенного для размещения ниже линии центров на неподвижной части станка,и двух подпружиненных упоров, расположенных симметрично относительно подпятника, предназначенных для взаимодействия с торцами обрабатываемого колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| Устройство для шевингования цилиндрических зубчатых колес | 1978 |
|
SU730501A1 |
| СПОСОБ БОЧКООБРАЗНОГО ШЕВИНГОВАНИЯ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1965 |
|
SU167419A1 |
| СПОСОБ БОЧКООБРАЗНОГО ШЕВИНГОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU400429A1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| Способ центрирования зубчатых колес при шевинговании | 1981 |
|
SU1002128A1 |
| ШАРНИР ЗАБОЙНОГО ДВИГАТЕЛЯ | 2009 |
|
RU2416015C1 |
Использование: устройство для получения бочкообразного зуба зубчатых-колес (ЗК) при шевинговании. Устройство имеет корпус с отверстием вдоль оси, в котором на неподвижной сферической опоре качается двухплечий валик. Через шарики, расположенные в отверстиях корпуса, качательное движение двуплечего валика передается ЗК. Для обеспечения качания ЗК на устройстве между оправкой и отверстием ЗК предусматривается зазор, определяемый в зависимости от величины бочкообразности. 3 ил.
| Калашников С.Н | |||
| и др | |||
| Изготовление зубчатых колес | |||
| М., Высшая школа, 1980, стр.243. |
