1
Изобретение относится к области литейного производства и может быть использовано в производстве крупногабаритных тонкостенных, ребристых панельных отливок.
Известен способ удаления панельных отливок из литейных форм за счет создания избыточного давления газа, которое воздействует на отливку в мо.меит раскрытия формы.
Однако, ири выталкивании тонкостенных панелей с одпосторопппм оребрением и с иеси.мметрично расположенными конструктивными элементами наблюдается неравномерное удаление элементов новерхности отливки от поверхности полуформы за счет пеоднозначного взаимодействия частей полотна отливки с литейной полуформой, в результате чего происходит коробление отливки, образуются перекосы, в.мятипы и т. д.
Целью изобретения является уменьшепие короблепия отливок.
Согласно предлагаемодгу способу избыточное давление газа в полуформе, оформляющей конструктивные элементы отливки, создают перед paзмыкaниe литейной формы одновременно с вакуумом в другой полуформе, причем после размыкания полуформ в этой другой полуформе создают избыточное давление газа.
На фиг. 1 показана схема, поясняющая процесс создания избыточного давления газа и вакуума в полуформах перед размыканием
2
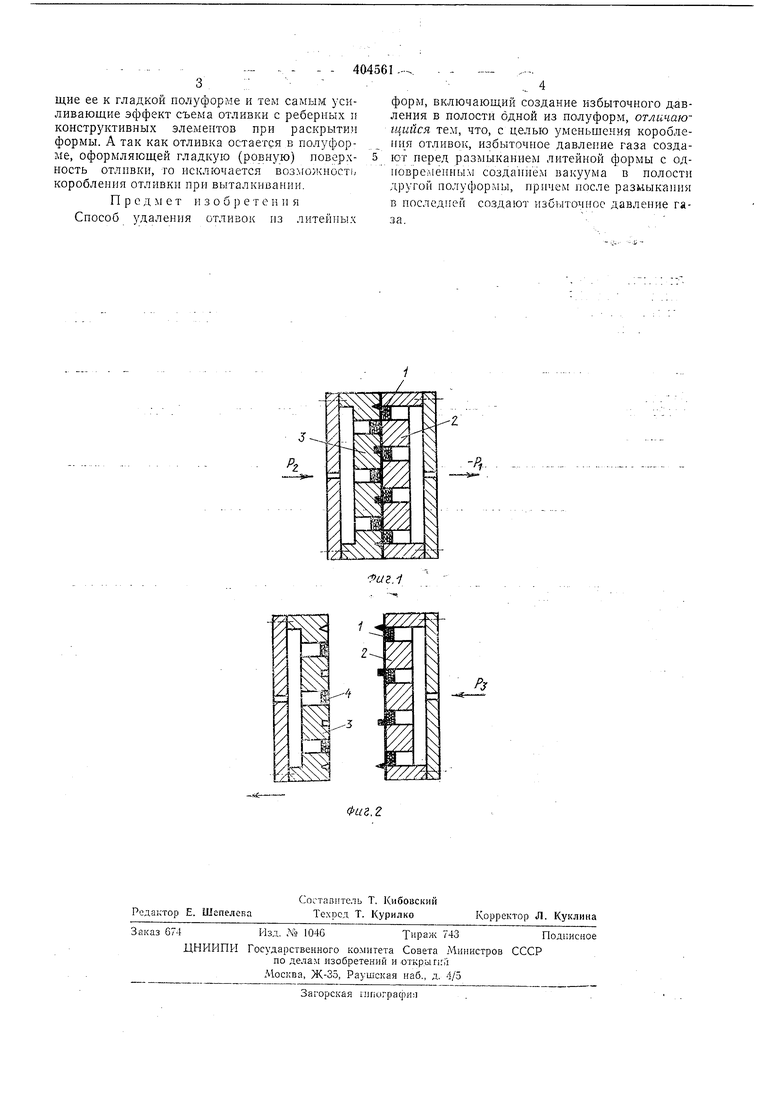
формы; на фиг. 2 - схема, поясняющая процесс удаления отливки из формы после размыкания полуформ.
Удаление отливок согласно предлагаемом способу производится следующим образом.
После кристаллизации отливки / в полуформе 2, оформляющей ровпую поверхность отливки, создают вакуум -Pi, а в полуформе 3 - избыточное даслепне газа Р2, которые
воздействуют па отлнвку через норпстые металлокерамические фильтры -/. Таким образом, на закристаллизовавшуюся отливку перед раскрытием литейиой воздействуют две силы -/- н Р2, направленные в одну сторону и
нрижимающие отливку к нолуформе 2. При раскрытии литейной формы полуформа 3 перемещается влево, как показано на фпг. 2, а отливка остается в полуформе 2, сонрикасаясь своей пеоребрепной поверхностью с полуформой за счет вакуума -Р н сил сценлення между отливкой и полуформой. Для удаленпя отливкп из нолуформы 2 в ней создают избыточное давлепне РЗ, которое через металлокерамнческие фильтры 4 воздействует на ОТЛПБку и выталкивает ее без деформации, так как новерхпость соприкосновения между ними гладкая и не имеет никаких местных сопротивлений, могущих покоробить отливку.
Таким образом, до раскрытия полуформ на
отливку действуют силы -PI н Р-2, прижимающие ее к гладкой полуформе и тем самым усиливающие эффект съема отливки с реберных п конструктивных элементов при раскрытии формы. А так как отливка остается в полуформе, оформляющей гладкую (ровную) поверхность отливки, то исключается BOSXIOJKHOCTI.. коробления отливки при выталкивании. Предмет и з о б р е т е н и я Способ удаления отливок из литейных
форм, включающий создание избыточного давления в полости одной из полуформ, отличающийся тем, что, с целью уменьшения коробления отливок, избыточное давление газа создают перед размыканием литейной формы с одновременным созданием вакуума в нолости другой нолуформы, причем после размыкания в носледией создают избыточное давление газа.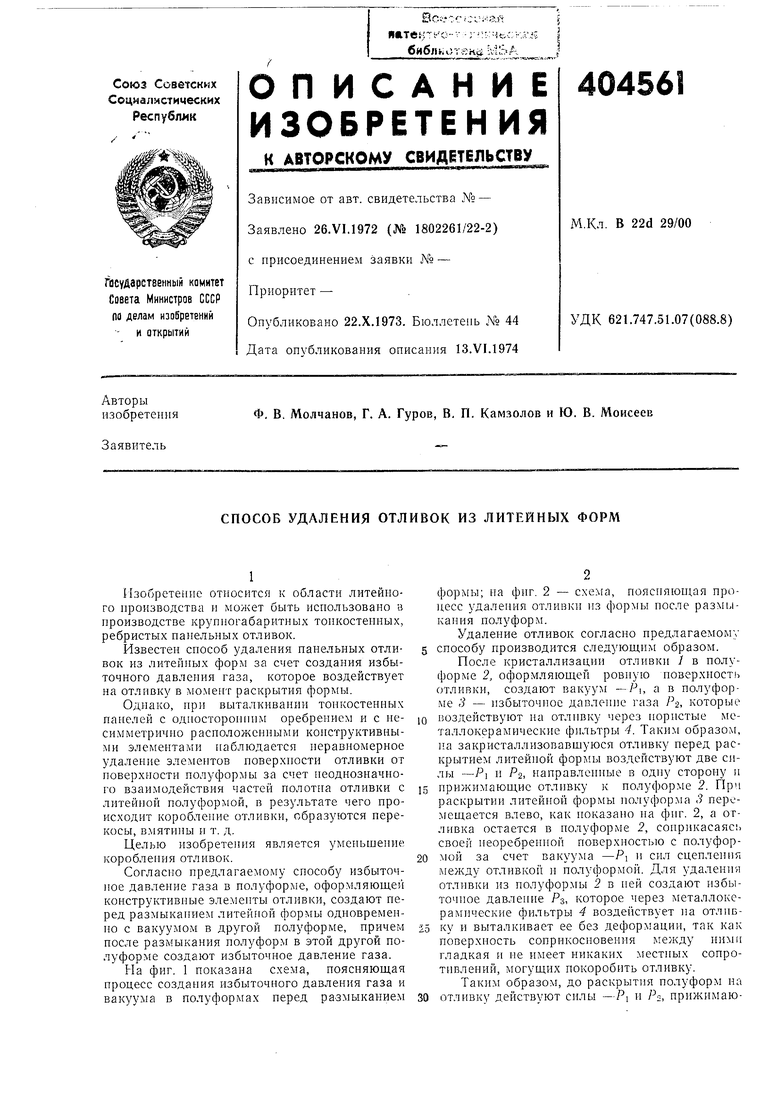
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ | 2000 |
|
RU2166407C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОТЛИВОК МЕТОДОМ ВЫЖИМАНИЯ | 1972 |
|
SU427787A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ | 1972 |
|
SU424655A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| Кокиль с вертикальным разъемом полуформ | 1977 |
|
SU622564A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
