1
Изобретение касается механической обработки деталей машин и может быть использовано для производства наружных резьб различного профиля, червяков, ходовых винтов, червячных фрез и других деталей, имеющих винтовую поверхность.
Известны способы обработки подобных поверхностей перемещающейся вдоль оси заготовки резцовой головкой, ось которой перекрещивается с осью вращения заготовки.
Предлагаемый способ отличается от известных тем, что с целью повышения производительности обработку осуществляют по методу обкатки.
С целью вхождения резцов в зону обработки своей задней гранью заготовке сообщают вращение со скоростью резания, а резцовой головке - вращение со скоростью круговой подачи.
На фиг. 1 показана схема обработки по предлагаемому способу; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - схема расположения векторов окружных скоростей обрабатываемой детали и инструмента.
Обработка винтовой поверхности на заготовке 1 осуществляется резцовой головкой 2 с резцами 3, расположенными на внутренней части ее.
Режущие лезвия резцов 3 вписываются в некоторую винтовую поверхность, которая
обкатывается в процессе обработки по нарезаемой винтовой поверхности. При этом каждому заходу винтовой поверхности резцовой головки соответствует один резец. Вращение обрабатываемой детали и инструмента связаны зависимостью
д . и
н2Гд
где Ли - число оборотов инструмента, об/мин;
Пд -число оборотов обрабатываемой детали, об/мин;
2„ - число заходов резцов инструмента;
2д - число заходов обрабатываемой детали.
Как и при обкатке любой винтовой пары оси И-II и I-I заготовки и инструмента соответственно имеют угол б скрещивания, равный алгебраической разности углов Хд подъема детали и угла Я/и подъема винтовой линии инструмента, т. е.
8 : Хд - X,.
Угол подъема винтовой линии правого винта имеет знак плюс, а левого - минус.
Скорость резания Урез создается за счет проскальзывания, которое всегда есть в винтовой паре со скрещивающимися осями и зависит от параметров этой пары.
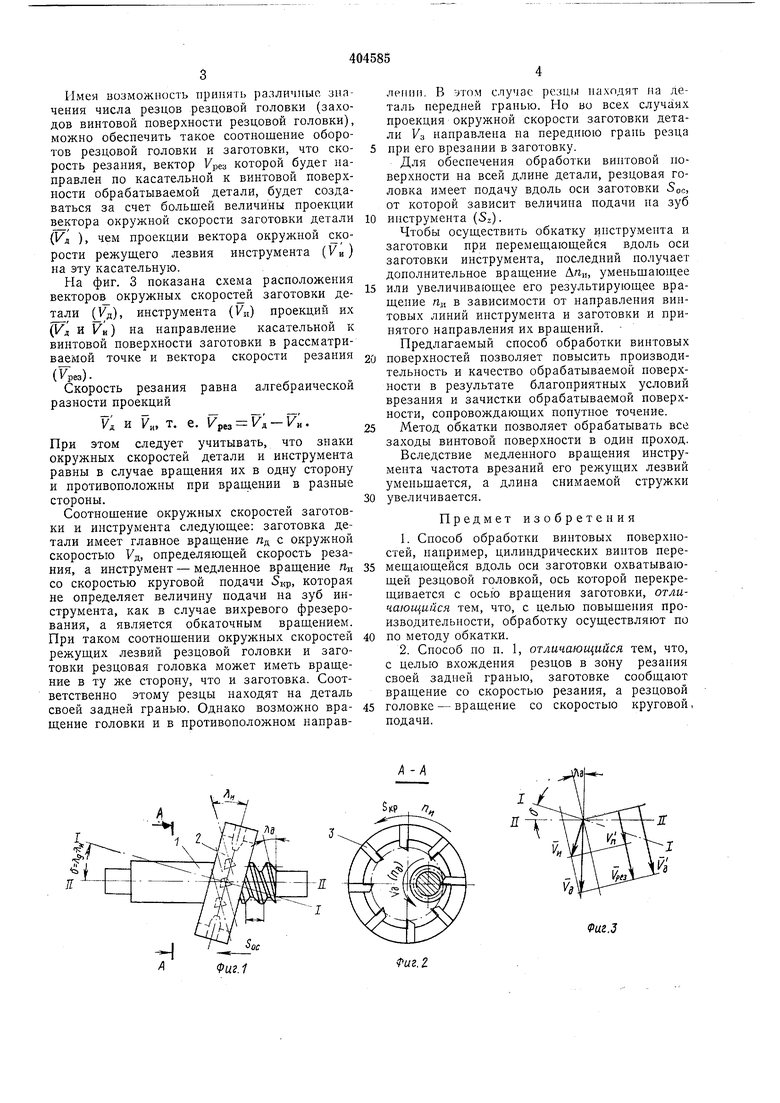
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
