Изобретение относится к машиностроению, в частности к технологии изготовления трубчатых радиаторов с ребрами для тепло- обменных аппаратов.
Целью изобретения является расширение технологических возможностей способа за счет обеспечения расположения рядов ребер (лепестков) как вдоль оси трубы, так и под углом к ней.
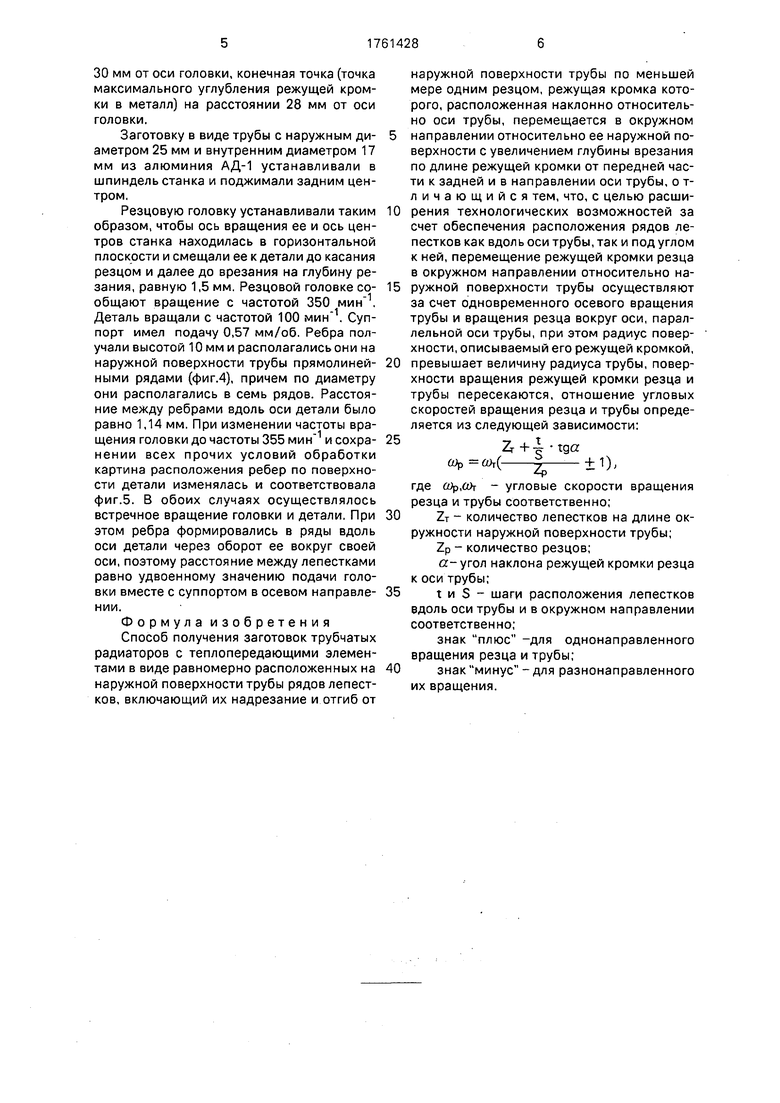
На фиг.1 показано устройство (резцовая головка), реализующее способ; нафиг,2, 3 - схема обработки трубы резцовой головкой, соответственно поперечный разрез и вид сверху; на фиг. 4 и 5 - изготовленные изделия, соответственно с продольным расположением лепестков и по спирали.
Способ получения заготовок трубчатых радиаторов осуществляется с помощью резцовой головки 1 (фиг.1, 2, 3), на которую установлен резец 2. Головка смещена относительно оси заготовки 3 на величину е. Головку 1 вместе с резцом 2 вращают с угловой скоростью Wp , а деталь 3 (трубу) вращают с угловой скоростью , при этом головку одновременно перемещают в осевом направлении со скоростью Sp. Причем .Резец 2 периодически входит в контакт с заготовкой 3 и при этом нарезается один лепесток 4 (одно ребро). Пока заготовка 3 повернется на угол расположения следующего лепестка 4 резец 2 должен совершить полный оборот (в случае расположения одного резца по окружности голо 1
О
Ј
ю
00
вки). Таким образом, лепестки на детали 3 нарезаются методом, с помощью которого могут получаться ребра в виде лепестков прямолинейными рядами (фиг.4) или винтовыми (фиг.5) с различным углом наклона винтовой линии а, что достигается изменением соотношения угловых скоростей детали и инструмента. Форма резца 2 имеет полукруглую форму с центром кривизны в центре головки 1 и он установлен таким образом, что толщина среза постепенно увеличивается от переднего конца режущей кромки резца 2 к ее заднему концу.
Для увеличения производительности процесса изготовления ребер возможна установка нескольких резцов, равномерно расположенных по окружности их вращения, а частота вращения резцов сир выбирается из соотношений
Zr + 4 tga ШР((), 0)
где со т - частота вращения заготовки;
ZT - количество лепестков на длине окружности наружной поверхности трубы;
Zp - количество резцов в инструментальной головке;
а- угол наклона режущей кромки реза к оси трубы;
t - шаг расположения лепестков вдоль оси трубы;
S - шаг расположения лепестков в окружном направлении.
Сообщение резцу дополнительного вращательного движения вокруг оси, эксцентричной оси трубы при периодическом соприкосновении с ней позволяет получать теплоотводящие элементы на ее поверхности в виде лепестков без необходимости применения заготовок с продольными пазами на их поверхности.
Предложенный способ позволяет получать ребра (лепестки), которые вдоль оси трубы могут располагаться прямолинейными или винтовыми рядами, т.е. получать сребренную поверхность с любыми заданными параметрами, при этом необходимо изменять частоту вращения резца, которая устанавливается по выше приведенной зависимости. Сребренная поверхность с винтовыми рядами ребер позволяет увеличить турбулизацию потока внешней среды, взаимодействующего с сребренной поверхностью, а следовательно, повысить коэффициент теплопередачи и уменьшить его зависимость от направления потока среды.
При необходимости получения ребер с прямолинейными рядами и при наличии только одного резца по окружности зависимость (1) примет вид
Ур (2V + 1).(2)
Знак плюс принимается для вращения инструмента в одну сторону с вращением трубы, а знак минус-для встречного вращения резца и трубы. Эта формула выведена
для условия, что за поворот трубы на угол одного ребра (лепестка) резец должен совершать один полный оборот. Единица добавляется или отнимается ввиду того, что резец режет ребро при одновременном вращении трубы, которая при этом проворачивается на угол, соответствующий одному ребру.
При нескольких равномерно расположенных по окружности резцах (Zp 1) формула (2) примет вид
(1)р (±1).
р
В этом случае резцы должны вращаться в Zp раз медленнее. Для получения оребре- ния винтовыми рядами на поверхности трубы необходимо, чтобы выполнялось равенство:
ZT S+ t-tg« jrdT, где dT - наружный диаметр трубы. УГОЛ наклона рядов ребер а может принимать положительные и отрицательные значения. Количество лепестков, расположенных по окружности (не целое число) Zp1 в этом случае будет равно
1 jrdT 7 , т „ п ZP -р- ZT -г -q-
(3)
Тогда формула (3) примет вид
СОр (2V+| -tga Ъ
±1).
Пример. Способ изготовления ребристых трубчатых радиаторов осуществляется
на токарно-винторезном станке, оснащенном резцовой головкой, которая устанавливалась на поперечном суппорте станка взамен резцедержателя. В резцовую головку устанавливали один резец. Режущая
кромка резца имела форму спирали Архимеда и была образована пересечением двух соосных поверхностей: конуса, являющегося задней поверхностью, с углом при вершине, равным 30°, и косого геликоида,
являющегося передней поверхностью резца с образующей, наклонной к оси под углом 31° и шагом 48 мм. Начальная точка (точка, наиболее удаленная от оси головки) режущей кромки располагалась на расстоянии
30 мм от оси головки, конечная точка (точка максимального углубления режущей кромки в металл) на расстоянии 28 мм от оси головки.
Заготовку в виде трубы с наружным диаметром 25 мм и внутренним диаметром 17 мм из алюминия АД-1 устанавливали в шпиндель станка и поджимали задним центром.
Резцовую головку устанавливали таким образом, чтобы ось вращения ее и ось центров станка находилась в горизонтальной плоскости и смещали ее к детали до касания резцом и далее до врезания на глубину резания, равную 1,5 мм. Резцовой головке сообщают вращение с частотой 350 мин . Деталь вращали с частотой 100 . Суппорт имел подачу 0,57 мм/об. Ребра получали высотой 10 мм и располагались они на наружной поверхности трубы прямолинейными рядами (фиг.4), причем по диаметру они располагались в семь рядов. Расстояние между ребрами вдоль оси детали было равно 1,14 мм. При изменении частоты вращения головки до частоты 355 мин и сохранении всех прочих условий обработки картина расположения ребер по поверхности детали изменялась и соответствовала фиг.5. В обоих случаях осуществлялось встречное вращение головки и детали. При этом ребра формировались в ряды вдоль оси детали через оборот ее вокруг своей оси, поэтому расстояние между лепестками равно удвоенному значению подачи головки вместе с суппортом в осевом направлении.
Формула изобретения
Способ получения заготовок трубчатых радиаторов с теплопередающими элементами в виде равномерно расположенных на наружной поверхности трубы рядов лепестков, включающий их надрезание и отгиб от
наружной поверхности трубы по меньшей мере одним резцом, режущая кромка которого, расположенная наклонно относительно оси трубы, перемещается в окружном
направлении относительно ее наружной поверхности с увеличением глубины врезания по длине режущей кромки от передней части к задней и в направлении оси трубы, о т- личающийся тем, что, с целью расширения технологических возможностей за счет обеспечения расположения рядов лепестков как вдоль оси трубы, так и под углом к ней, перемещение режущей кромки резца в окружном направлении относительно наружной поверхности трубы осуществляют за счет одновременного осевого вращения трубы и вращения резца вокруг оси, параллельной оси трубы, при этом радиус поверхности, описываемый его режущей кромкой,
превышает величину радиуса трубы, поверхности вращения режущей кромки резца и трубы пересекаются, отношение угловых скоростей вращения резца и трубы определяется из следующей зависимости:
Zr + -| tga
Шр (у + 1),
м
где C0p, - угловые скорости вращения резца и трубы соответственно; ZT - количество лепестков на длине окружности наружной поверхности трубы; Zp - количество резцов; а- угол наклона режущей кромки резца к оси трубы;
t и S - шаги расположения лепестков вдоль оси трубы и в окружном направлении соответственно;
знак плюс -для однонаправленного вращения резца и трубы;
знак минус -для разнонаправленного их вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников | 1987 |
|
SU1473933A1 |
| Устройство для изготовления ребристых трубчатых радиаторов из плоских труб | 1986 |
|
SU1761427A1 |
| Способ изготовления оребренных радиаторов из труб и устройство для его осуществления | 1989 |
|
SU1813605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Режущая головка для выемки твердых горных пород из плоскости забоя и режущее устройство для создания туннеля | 2019 |
|
RU2794114C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ИСПОЛЬЗУЕМАЯ В НЕМ ТОРЦЕВАЯ РЕЗЦОВАЯ ГОЛОВКА | 2009 |
|
RU2487786C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |



Изобретение относится к машиностроению, в частности к технологии изготовления трубчатых радиаторов с ребрами для тепло- обменных аппаратов. Цель изобретения - расширение технологических возможностей способа за счет обеспечения расположения рядов теплопередающих элементов радиатора как вдоль оси трубы, так и под углом к ней. Заготовка в виде трубы обрабатывается установленным в кольцевом резцедержателе резцом. При этом резец совершает вращение вокруг оси, смещенной относительно оси трубы и параллельной ей. Труба также вращается вокруг своей оси. Помимо вращения резец перемещается поступательно вдоль оси трубы. В результате совместного осуществления указанных движений резец с криволинейной режущей кромкой периодически врезается в поверхность трубы, надрезает лепесток и отгибает его наружу. Подбирая угловые скорости вращения резца, трубы, поступательного перемещения инструмента, получают трубчатые радиаторы с параллельными оси трубы рядами лепестков и наклоненными к ней по спирали. 5 ил. СО с
А
Фс/г.1
five. 2
А-А
фиг. 4
фиг. 5
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
