Появившиеся недавно шариковые калибры (например марки „Тебо) как известно, состоят из шарикЪвой головки, имеющей диаметр, равный нижнему предельному размеру обмеряемого отверстия. На этой гОловке укреплен выступающий штифт; расстояние от торца которого до противоположной точки на шариковой поверхности головки равно верхнему предельному размеру отверстия. Наличие штифта, однако, усложняет изготовление калибров.
Настоящее изобретение устраняет указанный штифт и упрощает таким образом изготовление калибра. Достигается это тем, что по экватору шаровой головки, диаметр которой равен верхнему предельному размеру отверстия, снимается фаска. Благодаря этому на головке образуется цилиндрическая поверхность с диаметром, равным нижнему предельному размеру. Эта конструкция предельного калибра может быть видоизменена снятием фаски, образующей не цилиндрическую -поверхность, а, шаровую с радиусом, большим радиуса-шаровой головки.
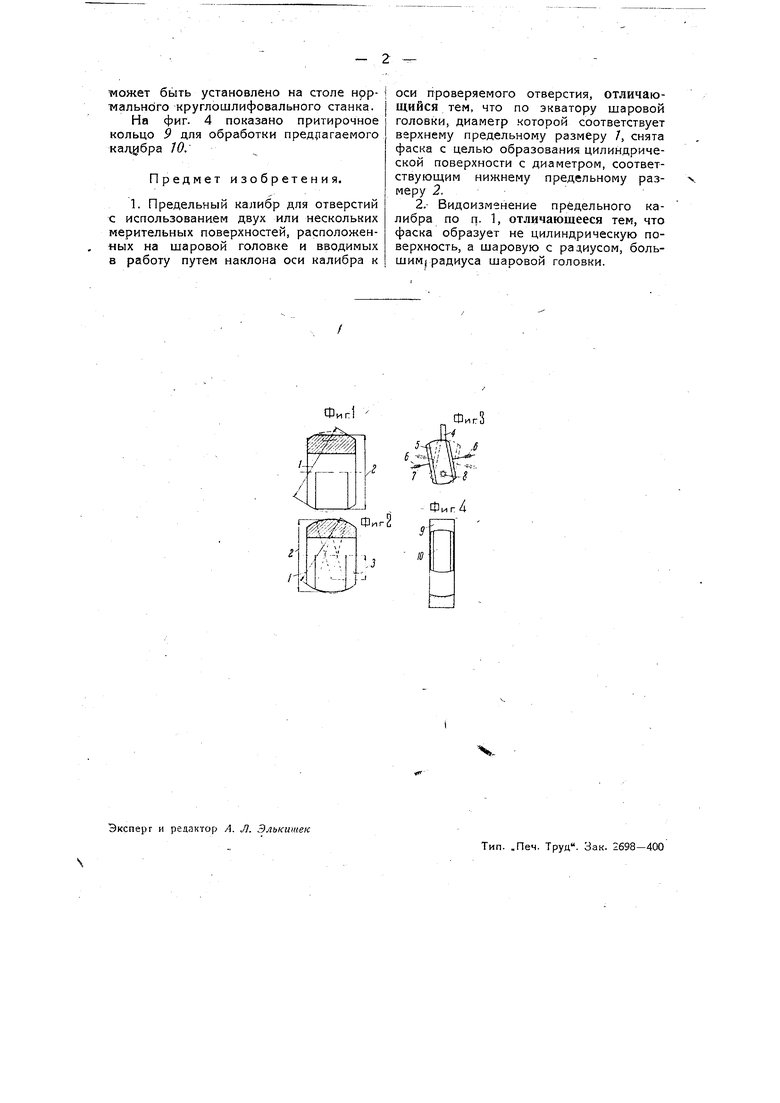
На чертеже фиг. 1 изображает головку предельного калибра с фаской, образующей цилиндрическую повер)ность; фиг. 2 - видоизменение предельного калибра; фиг. 3 - схему приспособления для шлифования видоизмененного предельного калибра; фиг. 4 - вид кольца для притирки фаски.
Предлагаемый калибр имеет шаровую головку с диаметром 7 (фиг. 1),,равным
(426)
верхнему предельному размеру обмеряемого отверстия. По экватору шара снимается фаска, образующая цилиндрическую поверхность с диаметром 2, равным нижнему предельному размеру отверстия. Калибр вводится этой цилиндрической поверхностью в обмеряемое отверстие, и ось калибра наклоняется к оси отверстия, вводя этим в работу часть головки с диаметром /.
Однако при узких пределах допуска фаска будет иметь малую ширину. Кроме того места перехода от фаски к поверхности головки будут подвергаться быстрому износу.
Эти недостатки устраняются в видоизмененном предельном калибре, изображенном на фиг. 2. Здесь фаска образует не цилиндрическую поверхность, а шаровую с диаметром 2, равным нижнему предельному размеру отверстия. Радиус этой фаски больше радиуса шаровой головки на размер 3. Верхним предельным размером отверстия попрежнему остается диаметр 7 шаровой головки.
Изготовление такого предельного калибра не вызывает особых трудностей Для этой цели можно использовать, например, приспособление,схема которого дана на фиг. 3. Шлифовальный круг 4 образует головку 5 калибра, укрепленную на оси 7. Эта ось вращается в подшипнике б, установленном на супорте, имеющем качательное движение вокруг оси 8. Ось 8 отстоит от оси 7 на расстояние 3 (фиг. 2). Приспособление это
может быть установлено на столе нррмального круглошлифовального станка. На фиг. 4 показано притирочное кольцо 9 для обработки пред; 1агаемого кадибра JO.
Предмет изобретения.
1. Предельный калибр для отверстий с использованием двух или нескольких мерительных поверхностей, расположенных на шаровой головке и вводимых в работу путем наклона оси калибра к
оси проверяемого отверстия, отличающийся тем, что по экватору шаровой головки, диаметр которой соответствует верхнему предельному размеру /, снята фаска с целью образования цилиндрической поверхности с диаметром, соответствующим нижнему предельному размеру 2.
2. Видоизменение предельного калибра по q. 1, отличающееся тем, что фаска образует не цилиндрическую поверхность, а шаровую с радиусом, большим радиуса шаровой головки.
ФигЗ

