1
Известен по аснов но.му авт. св. № 242331 способ изготовления дву.хслонных литейных стержней, заключаюн ийся в том, что через рабочую лолость нагретого стержневого ящика нод давлением подают последоюательно облицово чмую и наполнительную смеси из одной еликости в другую. Недостатком известного способа является то, что при подаче облицовочной смеси происходит распыление ее в воздухе с образоваиием отдельных потоков чаCTiHiU, в результате чего ие достигается требуемая чистота И достаточиая прочность рабочей поверхности стержня.
С целью повышения качества новерхиости литейиых стержней по предложенному способу облицовочную смесь подают в течение 5-15 сек под да1влением 0,15-0,5 кг/см, приче.м в качестве облицовочной смеси используют суспензию и.меюн1ую вяЗКость II-30 сек но вЗ-4.
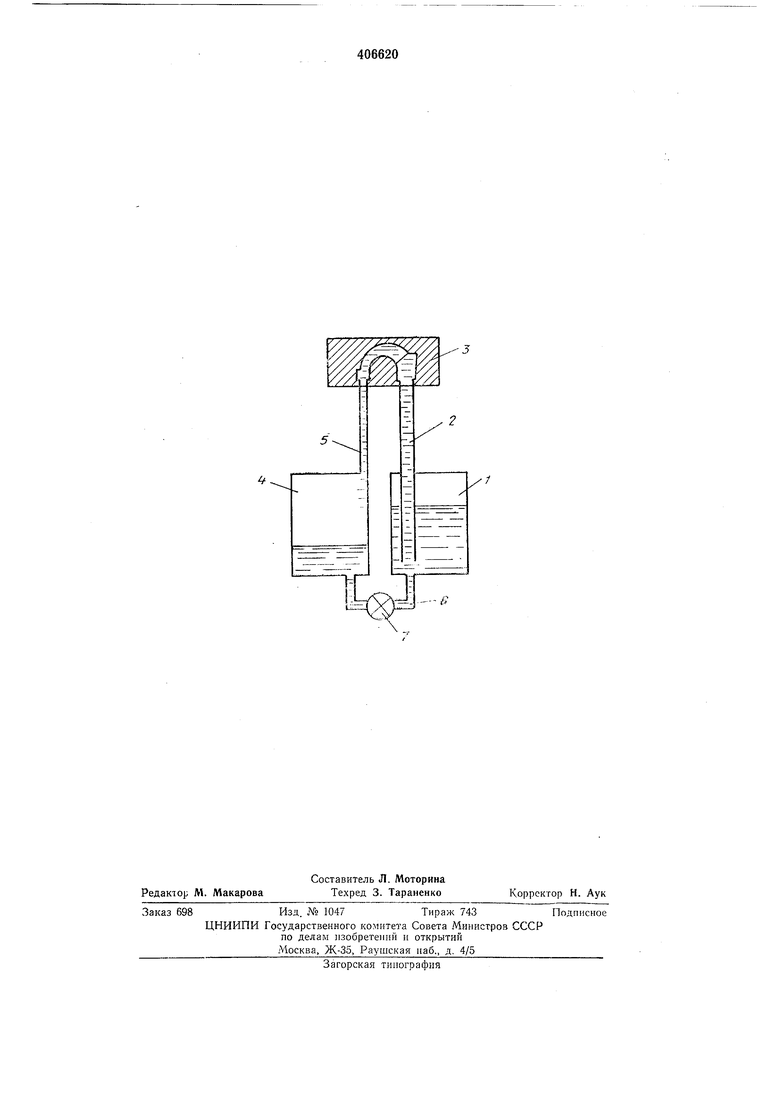
Ihj чертеже ноказано устройство, реализующее предложенный способ.
Устройство включает резервуар / для жидкой обллцоваиной суспснзИй с трубопроводом 2, стержневой ящик 3 и резервуар 4 с трубонро.водом 5. Резервуары соединены между собой трубопроводом 6 с насосом 7.
Облицовочную суспенэию под давлением, iHainpHiMep сжатого воздуха, непрерывно подают из резер вуара / по трубопроводу 2 через рабочую полость стерлсневого ящнка 3, нагретого до рабочей температуры, в резервуар 4 но трубопроводу 5. Облицовочная сусиензия сплошным непрерывным потоком проходит через рабочую полость стержневого ящика я, контактируя с его горячими сте1н.ками, смесь спекается, короч1К1у. При этом ненрореагироваиная суспензия сли вается в резервуар 4, откуда она с по.мощью наюоса 7 по трубопроводу 6 перекачагвается в резерву ар /. АнаЛОГИЧ1НЫМ нутам на другой наносят второй слой суспензии с более низкой вязкостью.
П р е д М е т и з о б р е т е н и я
1.Снособ изготовленная двух|Слойных литейных стерж1ней но авт. св. № 242331, отличающийся тем, что, с целью повышения качества ноперхности Л11тей|ных стержней, облнцовочную смесь подают в течение 5-10 сек нод давлением 0,15-1-0,5 кг/см.
2.Снособ но п. 1, отличаюишйся тем, что в качестве облицовочной смеси используют суснонзию, имеющую вязкость 11-30 сек и о ВЗ-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛИЦОВОЧНАЯ СМЕСЬ ДЛЯ ФОРМ И СТЕРЖНЕЙ | 1970 |
|
SU267830A1 |
| ОБЛИЦОВОЧНАЯ СМЕСЬ ДЛЯ ФОРМ И СТЕРЖНЕЙ | 1970 |
|
SU267833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 1970 |
|
SU283517A1 |
| Связующее для литейных стержней и форм горячего отверждения | 1975 |
|
SU565923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСЛОЙНЫХ ЛИТЕЙНЫХСТЕРЖНЕЙ | 1969 |
|
SU242331A1 |
| ОБЛИЦОВОЧНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1973 |
|
SU381452A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Машина для изготовления литейных стержней | 1982 |
|
SU1574347A1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1972 |
|
SU350564A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ КАРБАМИДНОЙ СЛЮЛЫ | 1972 |
|
SU355189A1 |