1
Известно устройство для вакуумирования жидкого металла, включающее ковш и вакуумную камеру в виде колпака, погруженного в металл и снабженного размещенным по его центру огнеупорным поршнем, соединенным с приводом с помощью тяги.
В известном устройстве возможно осуществление порционного и циркуляционного методов вакуумировапия, однако тяга, на которой подвешен поршень, находится в зоне высоких температур. Поэтому уплотнения вакуум-камеры с тягой должны быть выполнены из специальных материалов и иметь охлаждение. Кроме того, сложна замезга поршня с выгоревшей футеровкой новым, а также подача через тягу инертного газа, либо подвод электроэнергии к электромагиитным катушкам, вмонтированным в поршень.
С целью упрощения конструкции вакуумкамеры и удобства в эксплуатации в предложенном устройстве тягн привода размещены снаружи колпака вакуум-камеры и соединены с хвостовиками поршня. Причем через тяги удобно провести охлаждение, инертный газ либо электроэнергию.
На фиг. 1 показано предложенное устройство, общий вид; на фиг. 2 - то же, сечение по Л - Л.
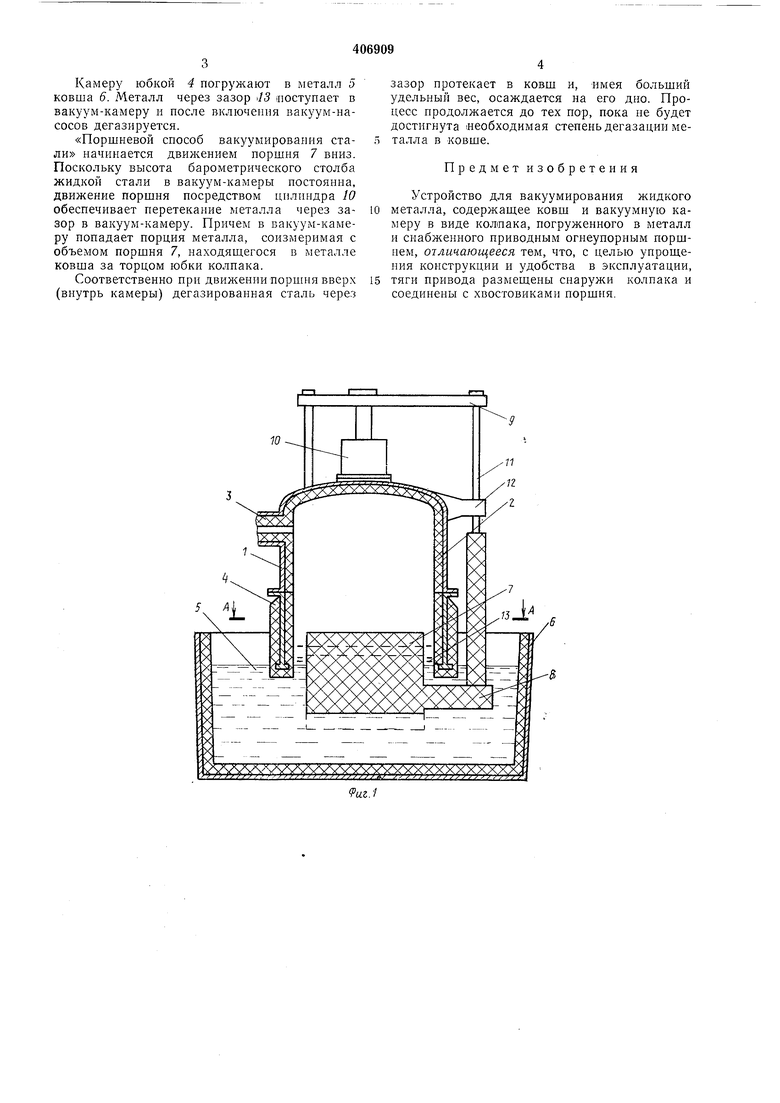
Устройство представляет собой вакуум-камеру, включающую металлический сосуд (колпак) /, футерованный огнеупором 2, вакуумнровод 3, соединенный с вакуум-насосами (на фигуре не показан). Заканчивается колпак юбкой 4, зафутерованной огнеупорнымн материалами внутри н снаружи. Колпак юбкой ногружают в металл 5 ковша 6. Камера снабжена поршнем 7, футерованным нли изготовленным из тугоплавкого материала. Хвостовики 8 поршня крепятся к коромыслу 9 цилиндра 10
привода с помощью тяг ill, установленных с нарулсной стороны колпака н зафиксированных от боковых смещений в направляющих кронщтейнах 12. Тяги в зоне соединения с хвостовиками поршня зафутерованы огнеупорными материалами. Коструктивно тяги могут быть выполнены пустотелыми, что позволяет их охлаждать, подавать к поршню 7 инертные газы или подводить к нему электроэнергию.
Конструктивное сочетание юбки 4 и поршня позволяет разделить внутреннюю полость юбки на две полости, выполняющие роль двух патрубков. Поршень может быть выполнен с центральным отвестием и установлен с
определенным радиальным зазором 13 по периметру, что позволяет проводить циркуляционный метод вакуумирования стали переменпшанием.
Процесс дегазации стали осуществляется
следующим образом.
Камеру юбкой 4 погружают в металл 5 ковша 6. Металл через зазор il3 июступает в вакуум-камеру и после включения вакуум-насосов дегазируется.
«Поршневой способ вакуумирования стали начинается движением поршня 7 вниз. Поскольку высота барометрического столба жидкой стали в вакуум-камеры постоянна, движение поршня посредством цплнндра 10 обеспечивает перетекание металла через зазор в вакуум-камеру. Причем в вакуум-камеру попадает порция металла, соизмеримая с объемом поршня 7, находяидегося в металле ковша за торцом юбки колпака.
Соответственно при движении поршня вверх (внутрь камеры) дегазированная сталь через
зазор протекает в ковш и, имея больший удельный вес, осаждается на его дно. Процесс продолжается до тех пор, пока не будет достигнута необходимая степень дегазации металла в ковше.
Предмет изобретения
Устройство для вакуумирования жидкого металла, содержащее ковш и вакуумную камеру в виде колюака, погруженного в металл и снабженного приводным огнеупорным поршнем, отличающееся тем, что, с целью упрощения конструкции и удобства в эксплуатации, тяги привода размещены снаружи колпака и соединены с хвостовиками поршня.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВАКУУМИРОВАНИЯ жидкого МЕТАЛЛА | 1973 |
|
SU372279A1 |
| Устройство для вакуумирования жидкого металла | 1974 |
|
SU505705A1 |
| Устройство для вакуумирования жидкого металла | 1974 |
|
SU505704A2 |
| Устройство для вакуумирования жидкого металла | 1982 |
|
SU1020444A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |
| Всасывающий патрубок циркуляционной вакуум-камеры | 1983 |
|
SU1090729A1 |
| Вакууматор | 1980 |
|
SU933733A1 |
| ЦИРКУЛЯЦИОННЫЙ ВАКУУМАТОР С ЭКРАНОМ ДЛЯ ПОДАВЛЕНИЯ КАПЕЛЬ МЕТАЛЛА | 2006 |
|
RU2331673C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2173715C2 |

i.2
