Предлагаемый станок предназначается для механического изгибания листового железа в форму конуса.
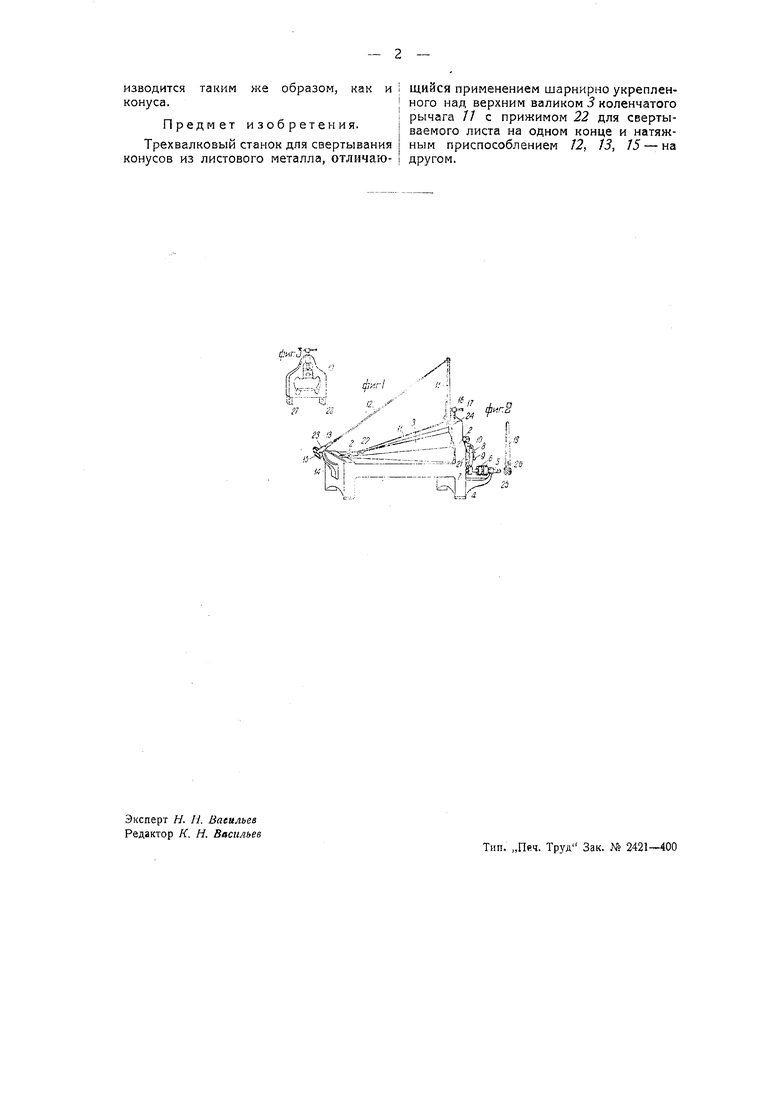
На чертеже фиг. 1 изображает общий вид станка; фиг. 2 и 3 - детали устройства.
Станина 7 станка снабжена подшипниками, на которых покоятся два нижних валка 2 и один верхний 3. В передней части станины укреплен кронштейн 4, на котором расположен механизм, приводящий в движение валки, который состоит из двух щкивов б, насаженных на валу 5, и шестерни 7, сопряженной с зубчатым колесом 8. Шестерня 8 сидит на валу 21 нижних валков 2, на котором одновременно укреплена звездочка 9, которая соединяется со звездочкой второго нижнего валка 2 посредством цепи 10. В верхней части станины / на приливе 2- шарнирно укреплен коленчатый рычаг 11, который прижимом 22 упирается в валок 3. Другой его конец соединен с тягой 12, которая, в свою очередь, сочленена с винтом 13. Последний входит в гайку 23, укрепленную на кронщтейне 14, который установлен на станине /. Винт несет на себе ручной маховичок 75. В передней части станины 7 предусмотрен нажимной винт 76 с рукояткой 77. В том, случае когда станок приводится в движение вручную, можно пользаваться рукояткой 18 (фиг. 2), которая насаживается на вал .5 причем на рукоятке предусмотрена -звездочка 25 с собачкой 26. На внутренней стороне прижима 22 рычага 77 расположены ролики, служащие для уменьшения трения. Работа на предлагаемом станке производится следующим образом. Вырезанньий в форме развертки конуса лист железа закладывается краем между валками 2 3. Затем БИНТОМ 16 производится нажим на верхний вал 5, который, в свою очередь, оказывает давление на материал. С другого конца нажим осуществляется через посредство рычага 77, тяги 12 и маховичка 75. После указанного зажима листа с двух сторон производится прокатка материала путем приведения в движение нижних валков 2 через посредство зубчатой передачи 7, 8 звездочки 9 и цепи 10. Приведение же в движение зубчатой передачи 7, 8 достигается путем механического привода шкивами 6 или от руки через посредство рукоятки 18. Валки вращаются до тех пор, пока боковые грани листа железа, не соединятся, т. е. материал не окажется изогнутым на конус. В том случае, если необходимо прокатать не конус, а цилиндр, конусные валки заменяются цилиндрическими, которые укрепляются в подшипнике 19 (фиг. 3). Подшипник 19 укрепляется на боковых сторонах станины лапками 27., 28. Прокатка цилиндра производится таким же образом, как и |щийся применением шарнирно укрепленконуса.Iного над верхним валиком 3 коленчатого
-iрычага /7 с прижимом 22 для свертыПредмет изобретения.баемого листа на одном конце и натяжТрехвалковый станок для свертыванияным приспособлением /2, /5, /5 - на
конусов из листового металла, отличаю- Iдругом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для насечки напильников и ножовочных полотен | 1928 |
|
SU10254A1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Механический подаватель стеблей к декортикаторам | 1932 |
|
SU28991A1 |
| Буровой станок для канатного бурения | 1931 |
|
SU30648A1 |
| СТАНОК ДЛЯ ПРАВКИ ЛИСТОВОГО МЕТАЛЛА | 1930 |
|
SU38519A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРИТИРКИ КЛАПАНОВ И ПОРШНЕВЫХ КОЛЕЦ | 1928 |
|
SU18115A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЯЩИЧНЫХ ШИПОВ И ШИПОВЫХ ГНЕЗД В ФОРМЕ ЛАСТОЧКИНА ХВОСТА | 1926 |
|
SU4667A1 |
| Станок для разводки зубьев ножовочных полотен | 1928 |
|
SU12781A1 |

