Изобретение имеет целью массовое изготовление граммофонных Иластинок из металлического слоя, нанесенного на металлическую же подложку, которая может быть, кроме того, подклеена демпфирующим слоем папки или т. п.
В предлагаемом устройстве для получения металлических граммофонных пластинок гальванопластическим путем при медленном передвиганий в электролите матриц, прикрепленных к звеньям бесконечной шарнирной цепи, такие пластинки изготовляются гальванопластическим путем с негативных копий (матриц), полу-. ченных таким же или каким-либо иным путем с оригинала. Для этого на матрице в гальванопластической ванне осаждается состоящий из весьма тонкозернистого металла слой, на который наращивается затем далее более грубозернистый слой и, после снятия с матрицы, поверхность полученного отпечатка подвергается хромированию в другой ванне. Можно, однако, получать рабочую поверхность и. не хромированной, а никелированной, что допускает более удобное для массового производства устройства. Для этого в одной гальванической ванне на матрицу осаждается тонкий слой никеля, на него в другой ванне наращивается более толстый слой железа, и этот последний, для защиты от коррозии, покрывается
еще в одной ванне пленкой никеля или же покрывается лаком. Так как получаемое электролитическим осаждением железо обыкновенно обладает больщой твердостью, то в таких случаях можно обойтись и без дальнейщей подложки, но можно полученную пластинку наклеить на подложку из папки или т. п. Рабочей поверхностью такой пластинки является та, которая получена была первым осаждением на матрицу.
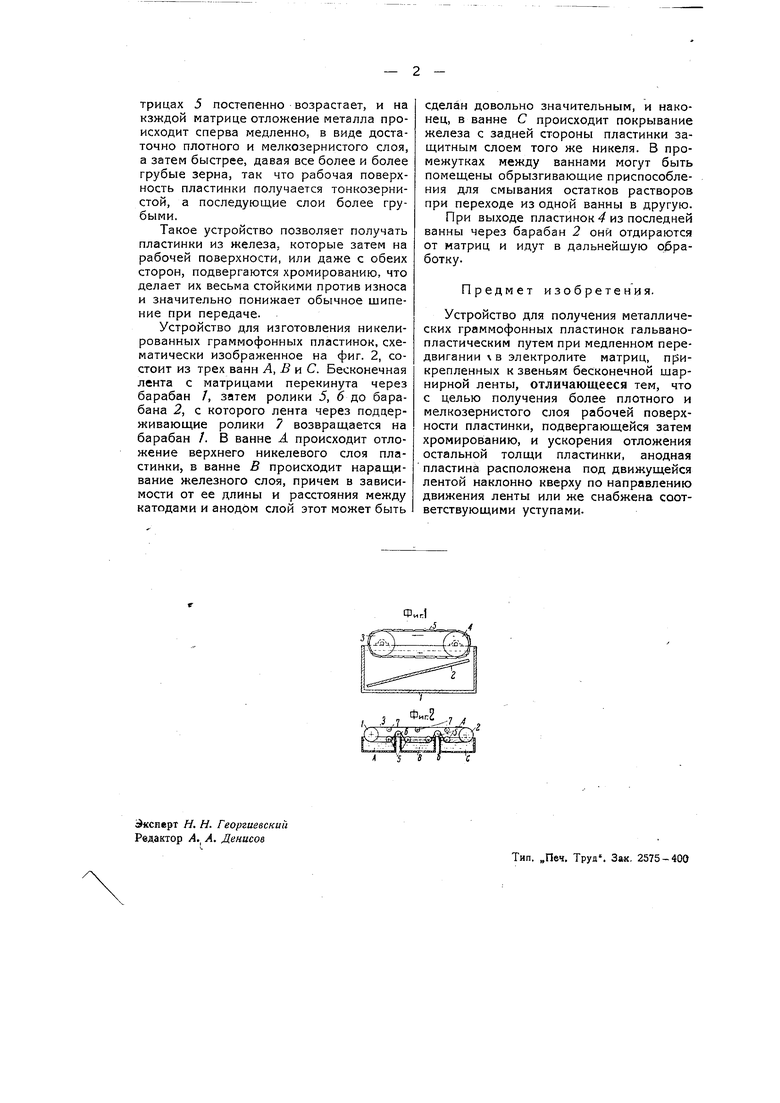
На схематическом чертеже фиг. 1 изображает разрез устройства для получения металлических граммофонных -пластинок гальванопластическим путем; фиг. 2 - то же, в другой форме выполнения.
В ванне / (фиг. 1) расположена наклонная кверху, по направлению движения ленты, или ступенчатая анодная пластинка 2 из подлежащего осаждению металла, над которой непрерывно движется перекинутая через барабаны 3 и 4 бесконечная шарнирная лента с прикрепленными к звеньям ее матрицами 5.
При вращении барабанов и движении ленты по направлению стрелок каждая матрица проходит сперва на большом расстоянии от анода 2, а затем постепенно все больше и больше к нему приближается. Соответственно этому плотность тока на являющихся катодом матрицах 5 постепенно возрастает, и на кзждой матрице отложение металла происходит сперва медленно, в виде достаточно плотного и мелкозернистого слоя, а затем быстрее, давая все более и более грубые зерна, так что рабочая поверхность пластинки получается тонкозернистой, а последующие слои более грубыми.
Такое устройство позволяет получать пластинки из железа, которые затем на рабочей поверхности, или даже с обеих сторон, подвергаются хромированию, что делает их весьма стойкими против износа и значительно понижает обычное шипение при передачеУстройство для изготовления никелированных граммофонных пластинок, схематически изображенное на фиг. 2, состоит из трех ванн А, В vi С. Бесконечная лента с матрицами перекинута через барабан 7, затем ролики 5, б RO барабана 2, с которого лента через поддерживающие ролики 7 возвращается на барабан /. В ванне А происходит отложение верхнего никелевого слоя пластинки, в ванне В происходит наращивание железного слоя, причем в зависимости от ее длины и расстояния между катодами и анодом слой этот может быть
сделан довольно значительным, и наконец, в ванне С происходит покрывание железа с задней стороны пластинки защитным слоем того же никеля. В промежутках между ваннами могут быть помещены обрызгивающие приспособления для смывания остатков растворов при переходе из одной ванны в другую. При выходе пластинок из последней ванны через барабан 2 они отдираются от матриц и идут в дальнейшую обработку.
Предмет изобретения.
Устройство для получения металлических граммофонных пластинок гальванопластическим путем при медленном передвиганий в электролите матриц, прикрепленных к звеньям бесконечной шарнирной ленты, отличающееся тем, что с целью получения более плотного и мелкозернистого слоя рабочей поверхности пластинки, подвергающейся затем хромированию, и ускорения отложения остальной толщи пластинки, анодная пластина расположена под движущейся лентой наклонно кверху по направлению движения ленты или же снабжена соответствующими уступами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для записи и воспроизведения звука на бесконечной ленте | 1934 |
|
SU49354A1 |
| Способ изготовления граммофонных пластинок | 1933 |
|
SU37878A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2121531C1 |
| Способ электролитического хромирования | 1933 |
|
SU36120A1 |
| Гальванопластический способ изготовления плоских перфорированных деталей | 1978 |
|
SU789637A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО МАТРИЦ ПРЕСС-ФОРМ | 1989 |
|
RU2050423C1 |
| Способ изготовления клавиш клавиатурного поля двухцветного литья | 1986 |
|
SU1433840A1 |
| Способ изготовления рельефной печатной формы | 1983 |
|
SU1118556A1 |
| Способ изготовления матрицы для гальванопластического получения перфорированных изделий | 1988 |
|
SU1666582A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ПРОФИЛЕМ И ПЕРФОРАЦИЕЙ | 1996 |
|
RU2102536C1 |

