4;
оо
со 00
.
Изобретение относится к изготовлению клавиш, в частности, клавиш клавиатурного поля двухцветного литья пишуших машин и им подобных.
Цель изобретения - снижение трудоемкости изготовления клаЬиш клавиатурного поля двухцветного литья.
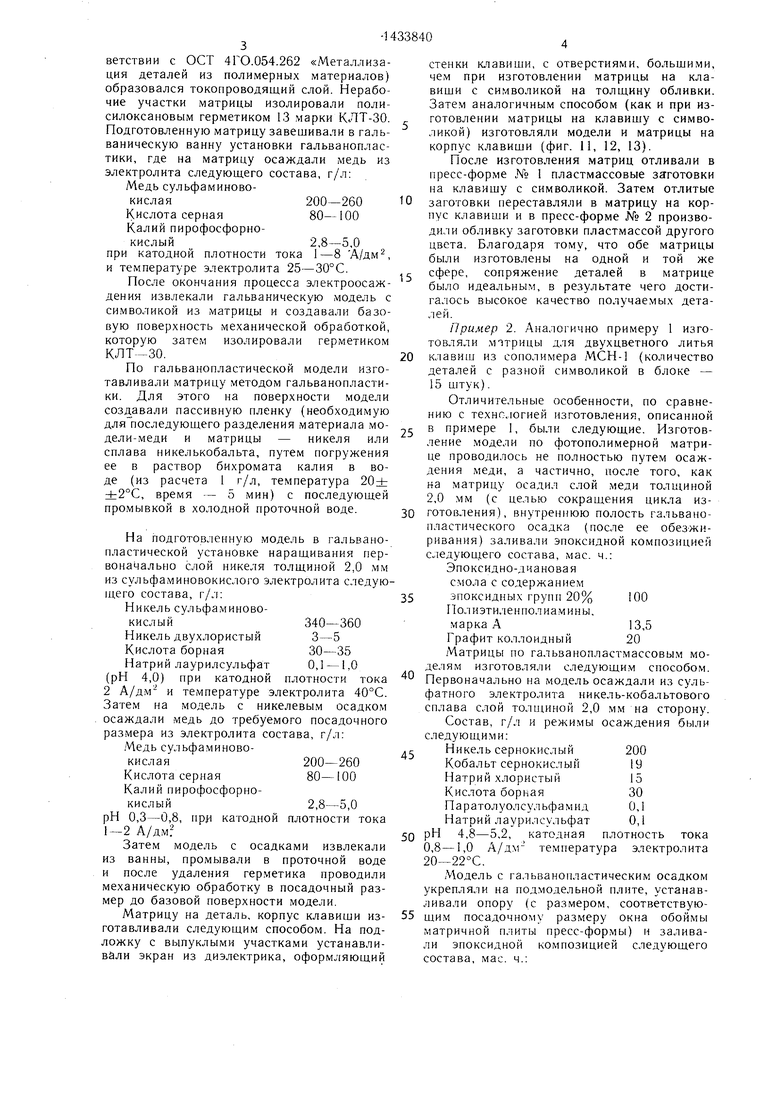
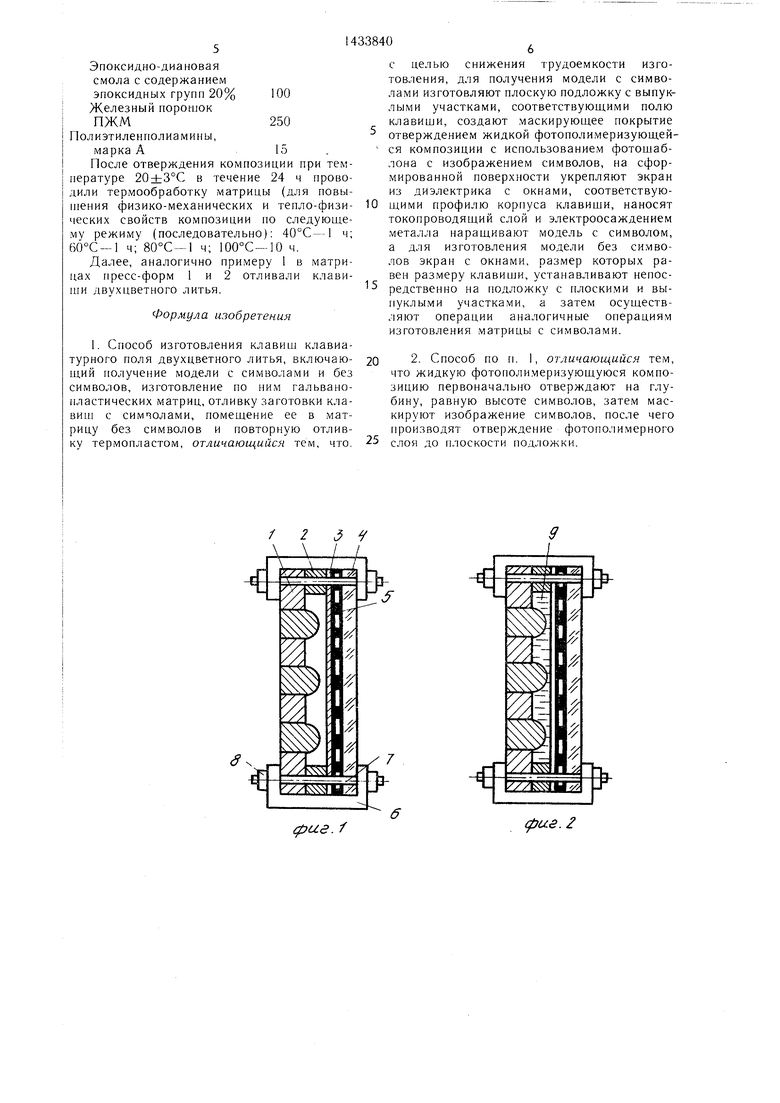
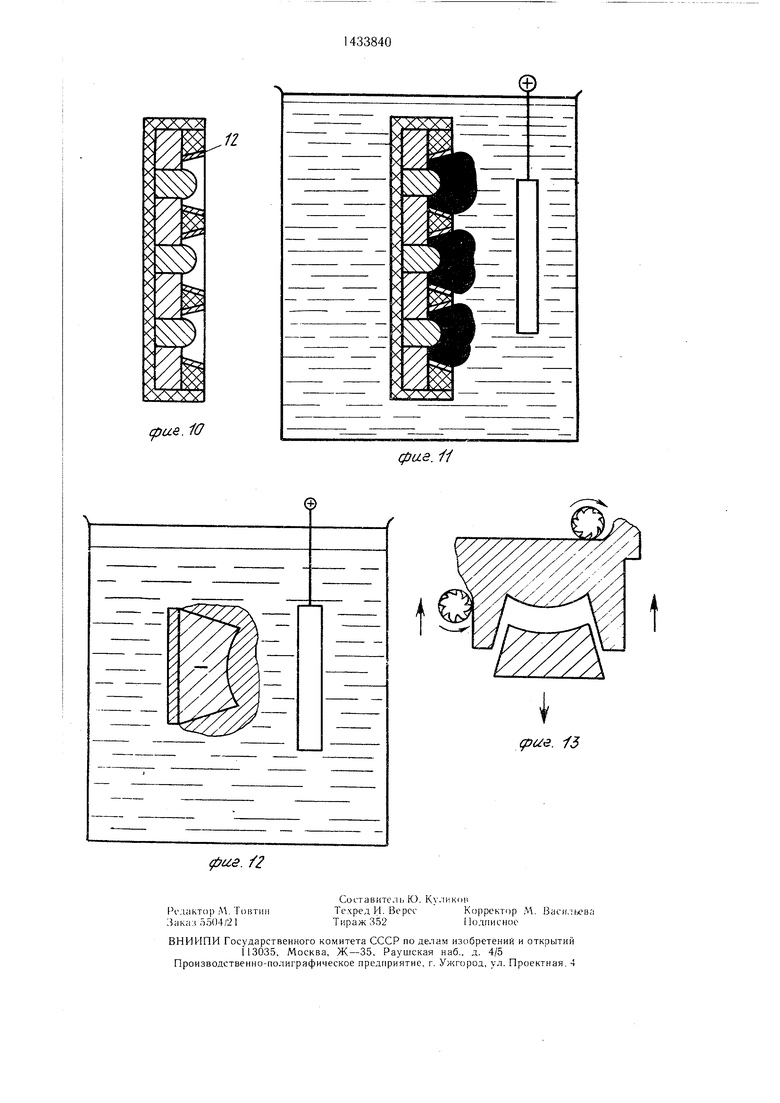
На фиг. 1 дана сборка формуюш,е- копировального пакета; на фиг. 2 - заливка жидкой фотополимеризующейся композиции 9; на фиг. 3 - экспонирование со стороны фотошаблона УФ-лучами; на фиг. 4 - разборка формуюцде-копироваль- ного пакета и проявление (получение фотополимерной матрицы); на фиг. 5 - установка на фотополимерную матрицу экрана нанесение токопроводящего слоя и изо- нерабочих участков матрицы гермети- ком; на фиг. 6 - изготовление по фотополимерной матрице модели гальванопластикой; на фиг. 7 - механическая обработка опорной поверхности модели (соз- дание базовой поверхности); на фиг. 8 - изготовление по модели матрицы на клавишу с символикой методом гальванопластики; на фиг. 9 --- механическая обработка матрицы в посадочный размер относительно базовой поверхности модели и извлечение модели из матрицы; на фиг. 10 -- установка на металлическую подложку с плоскими и выпуклыми участками экрана; на фиг. 1 1 - изготовление модели па матрицу корпуса клавиши методом гальванопластики; на фиг. 12 - изготовление матрицы клавиши корпуса по модели методом гальванопластики; на фиг. 13 -- механическая обработка посадочной части матрицы клавиши корпуса, извлечение моде- .л и.
Пример I. Изготовляли матрицы в пресс- формы для литья из сополимера МСН-1 клавиш двухцветного литья (клавиатур- пое поле - белое, символика - черная). Подложку с плоскими и вьп1ук,;1Ыми : участками изготавливали путем запрессов- ; ки сферических вставок в плоское ос- ; нование с отверстиями. Подложку и сфери- : ческие вставки изготовляли из стали 12X18 П9Т. Сферические вставки повторяли профиль будущей клавиши. Высота сферической поверхности составляла 1,0 мм. Па металлическую подложку 1 с запрес- сованными сферическими вставками устанавливали П-образную ростовую планку 2 толщиной 1,8 мм, а затем на кварцевое стекло 4, внутренняя и наружная поверхности которого смазаны вазелином, накатывали фотошаблон 5 и лавсановую пленку 3. Элементы формующе-копироваль- нОго пакета фиксировали и закрепляли гюсредство.м скоб 6, шпилек 7 и гаек 8..
Приготовляли жидкую фотополимеризую- щуюся композицию следующего состава, мае. ч:
5
5
0 0
0 5
0
5
5
0
Ненасыщенный полиэфир марки НПС
609-21М100
Акриловая кислота3
Диметиламипоэтил- метакрилат5
Изопропиловый эфир бензоина1
Гидрохинон0,17
Приготовленную композицию (после тщательного перемешивания) оставляли на сутки в темноте с целью дезаэрации. Затем композицию заливали в формующе-копиро- вальный пакет через щель, образованную П-образной ростовой планкой 2. Экспонирование проводили со стороны фотошаблона 5 (на котором было скомпоновано изображение различной символики, соответ- ствуюпАее девяти клавишам УФ-лучами с длиной волны 300-400 нм. Время экспонирования рельефа символики составляло 25 мин, а всего слоя полимера - 50 мин. После отвердевания фотополимерной композиции матрицу проявляли 5-10%-ным раствором бикарбоната натрия, при этом не- заполимеризованные участки вымывались и обнажались проводящие участки металлической ггодложки в .местах, соответствующих расположению символики. Таким образом, lia подложке создали маскирующее покрытие 9.
ila из отовленпую фотополи.мерную .матрицу устанавливали экран 11, изготовленный из полиметилметакрилата, оформляющий боковые стенки будущей клавиши.
После установки экрана, на поверхность матрицы и на внутренние стенки окоп чкрана наносили токопроводящий слой путем обработки раствором хи.мического меднения. Раствор химического .меднения состоял из )астворов А, Б, В, состав которых с.чедую- щий, г/л:
Раствор А
Медь сернокислая28
Пикельдвухлористый4
Раствор Б
Калий-натрий виннокислый 45
Натрий гидрат окисию
Натрий углекислый
безводный5
Раствор В
Формалин технический
40%-ный100
Перед меднением растворы А, Б, В сливались вместе в соотношении 1:2:1, перемешивались и добавлялся по каплям концентрированный раствор едкого натра до установления рН 12,2-12,6.
Приготовленный раствор заливали в отверстие экрана П (окно, образованное плоскостью фотополимерной матрицы и боковыми стенками экрана) и в течение 10- 15 мин на поверхности диэлектрика (которая была предварительно подготовлена для химической металлизации в соответствии с ОСТ 4ГО.054.262 «Металлизация деталей из полимерных материалов) образовался токопроводящий слой. Нерабочие участки матрицы изолировали поли- силоксановы1М герметикой 13 марки КЛТ-30. Подготовленную матрицу завешивали в гальваническую ванну установки гальванопластики, где на матрицу осаждали медь из электролита следующего состава, г/л:
Медь сульфаминовокислая200-260
Кислота серная80-100
Калий пирофосфорнокислый2,8-5,0
при катодной плотности тока 1-8 А/дм, и температуре электролита 25-30°С.
После окончания процесса электроосаждения извлекали гальваническую модель с символикой из матрицы и создавали базовую поверхность механической обработкой, которую затем изолировали герметиком КЛТ-30.
По гальванопластической модели изготавливали матрицу методом гальванопластики. Для этого на поверхности модели создавали пассивную пленку (необходимую для последующего разделения материала модели-меди и матрицы - никеля или сплава никелькобальта, путем погружения ее в раствор бихромата калия в воде (из расчета 1 г/л, температура 20± ±2°С, время - 5 мин) с последующей промывкой в холодной проточной воде.
На подготовленную модель в гальванопластической установке наращивания первоначально слой никеля толщиной 2,0 мм из сульфаминовокислого электролита следую |цего состава, г/л:
Никель сульфаминовокислый
Никель двухлористый
Кислота борная
Натрий лаурилсульфат (рН 4,0) при катодной
340--360 3-5 30-35 0,1 - 1,0 плотности тока
200-260 80-100
2,8-5,0 плотности тока
2 А/ДМ и температуре электролита 40°С. Затем на модель с никелевым осадком осаждали медь до требуемого посадочного размера из электролита состава, г/л:
Медь сульфаминовокислая
Кислота серная
Калий пирофосфорнокислый
рН 0,3-0,8, катодной 1-2 А/Д1М
Затем модель с осадками извлекали из ванны, промывали в проточной воде и после удаления гер.метика проводили механическую обработку в посадочный размер до базовой поверхности модели.
Матрицу на деталь, корпус клавиши изготавливали следующим способом. На подложку с выпуклыми участками устанавливали экран из диэлектрика, оформляющий
5
5
стенки к тавиши, с отверстиями, большими, чем при изготовлении матрицы на клавиши с символикой на толщину обливки. Затем аналогичным способом (как и при изготовлении матрицы на клавишу с символикой) изготовляли модели и матрицы на корпус клавиши (фиг. И, 12, 13).
После изготовления матриц отливали в пресс-форме № 1 пластмассовые заготовки на клавишу с символикой. Затем отлитые заготовки переставляли в матрицу на корпус клавиши и в пресс-форме № 2 производили обливку заготовки пластмассой другого цвета. Благодаря тому, что обе матрицы были изготовлены на одной и той же сфере, сопряжение деталей в матрице было идеальным, в результате чего достигалось высокое качество получаемых деталей.
Пример 2. Аналогично примеру 1 изготовляли мттрицы для двухцветного литья 0 клавиш из сополимера МСН-1 (количество деталей с разной символикой в блоке - 15 штук).
Отличительные особенности, по сравнению с технологией изготовления, описанной в примере 1, были следующие. Изготовление модели по фотополимерной матрице проводилось не полностью путем осаждения меди, а частично, после того, как на матрицу осадил слой меди толщиной 2,0 мм (с целью сокращения цикла из- 0 готовления), внутреннюю полость гальвано- пластического осадка (после ее обезжиривания) заливали эпоксидной композицией следующего состава, мае. ч.: Эпоксидно-дчановая смола с содержанием 5эпоксидных групп 20%100
Полиэти,ленполиамины, марка А13,5
Графит коллоидный20
Матрицы по гальванопластмассовым моделям изготовляли следующим способом. Первоначально на модель осаждали из сульфатного электролита никель-кобальтового сплава слой толщиной 2,0 мм на сторону. Состав, г/л и режимы осаждения были следующими:
Никель сернокислый200
Кобальт сернокислый19
Натрий хлористый15
Кислота борная30
Паратолуолсульфамид0,1
Натрий лаурилсульфат0,1
0 Р катодная плотность тока 0,8-1,0 А/дм температура электролита 20-22°С.
Модель с гальванопластическим осадком укрепляли на подмодельной плите, устанавливали опору (с размером, соответствую- 5 щим посадочному размеру окна обоймы матричной плиты пресс-формы) и заливали эпоксидной композицией следующего состава, мае. ч.:
0
5
Эпоксидно-диановая смола с содержанием эпоксидных групп 20%100
Железный порошок ПЖМ250
Полиэтиленнолиамины,
марка А15.
j После отверждения композиции при тем- I пературе 20гЬЗ°С в течение 24 ч прово- дили термообработку матрицы (для повыс целью снижения трудоемкости изготовления, для получения модели с символами изготовляют плоскую подложку с выпуклыми участками, соответствующими полю клавиши, создают маскирующее покрытие отверждением жидкой фотополимеризующей- ся композиции с использованием фотощаб- лона с изображением символов, на сформированной поверхности укрепляют экран из диэлектрика с окнами, соответствуюшения физико-механических и тепло-физи- 10 щими профилю корпуса клавищи, наносят ческих свойств композиции но следующе-токопроводящий слой и электроосаждением
му режиму (последовательно): 40°С-1 ч; б6°С-1 ч; ч; 100°С- 10 ч.
Далее, аналогично примеру 1 в матрицах иресс-форм 1 и 2 отливали клавищи двухцветного литья.
Формула изобретения
1. Способ изготовления клавиш клавиатурного поля двухцветного литья, включаю- ц|.ий получение модели с символами и без символов, изготовление по ним гальвано- нластических матриц, отливку заготовки клавиш с сим олами, помещение ее в матрицу без символов и повторную отливку термопластом, отличающийся тем, что.
15
20
25
металла наращивают модель с символом, а для изготовления модели без символов экран с окнами, размер которых равен размеру клавищи, устанавливают непосредственно на подложку с плоскими и выпуклыми участками, а затем осуществляют операции аналогичные операциям изготовления матрицы с символами.
2. Способ по п. I, отличающийся тем, что жидкую фотонолимеризующуюся композицию первоначально отверждают на глубину, равную высоте символов, затем маскируют изображение символов, после чего производят отверждение фотополимерного слоя до плоскости подложки.
с целью снижения трудоемкости изготовления, для получения модели с символами изготовляют плоскую подложку с выпуклыми участками, соответствующими полю клавиши, создают маскирующее покрытие отверждением жидкой фотополимеризующей- ся композиции с использованием фотощаб- лона с изображением символов, на сформированной поверхности укрепляют экран из диэлектрика с окнами, соответствую
металла наращивают модель с символом, а для изготовления модели без символов экран с окнами, размер которых равен размеру клавищи, устанавливают непосредственно на подложку с плоскими и выпуклыми участками, а затем осуществляют операции аналогичные операциям изготовления матрицы с символами.
2. Способ по п. I, отличающийся тем, что жидкую фотонолимеризующуюся композицию первоначально отверждают на глубину, равную высоте символов, затем маскируют изображение символов, после чего производят отверждение фотополимерного слоя до плоскости подложки.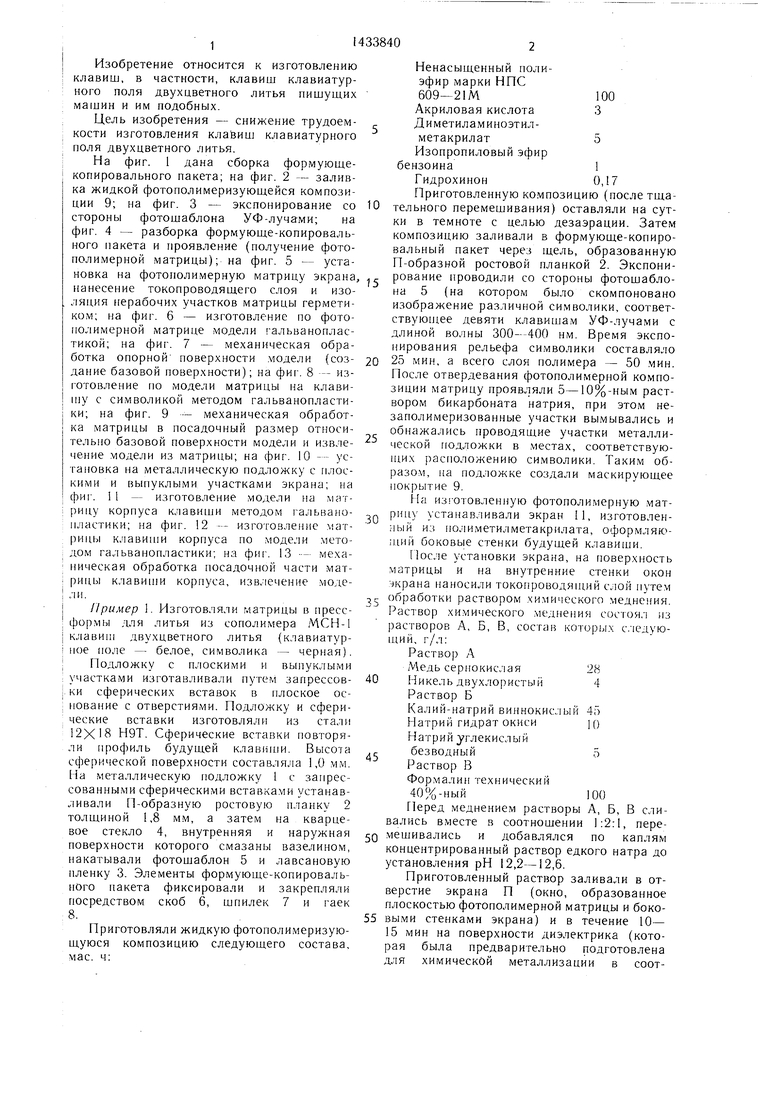
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рельефных форм | 1989 |
|
SU1696602A1 |
| Способ изготовления матрицы для гальванопластического получения перфорированных изделий | 1988 |
|
SU1666582A1 |
| Гальванопластический способ изготов-лЕНия СлОжНОРЕльЕфНыХ дЕТАлЕй | 1979 |
|
SU834258A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ | 1991 |
|
RU2021395C1 |
| Способ изготовления матрицы для получения образцовых мер шероховатости поверхности | 1980 |
|
SU865993A1 |
| Фотополимеризующаяся композиция | 1982 |
|
SU1105851A1 |
| Состав для антиадгезионных пленок | 1987 |
|
SU1608066A1 |
| Способ изготовления клавиш с армированными объемными символами | 1977 |
|
SU641431A1 |
| ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО РЕЛЬЕФА МАТРИЦЫ ГАЛЬВАНОПЛАСТИЧЕСКОГО НАРАЩИВАНИЯ | 1985 |
|
RU1342279C |
| Способ изготовления матриц для электроформования плоских изделий | 1983 |
|
SU1221256A1 |
. /
ае. 2
. J
(jfjue.s
0ue.e
фиг.
(ue. J
(pue.7
ue.ff
ipas. 10
фиг. //
Составите.. Ю. Куликов
Техред И. ВересКорректор М. Baen.
Тираж 352Полпиеное
фае. ii
