1
Изобретение относится к области производства перевязочны.х пакетов первой помоН1и на предприятиях легкой и медицинской промышлеиности.
Известна линия для производства 11акето:В, содержащая чесальную машину, транспортер для ватного холста, устройство для дублирования ватного холста с полотном марли, вязальнопрошивную машину, устройства лчя подпрессовки, продольной и поперечной резки и резки холста на -подушечки.
Однако известный комилекс не имеет межоперационных средств и часть онерации производится вручную, что препятствует повышению производительности.
С целью повышения производительности предлагаемая линия снабжена установленными перед чесальной машиной рольгангом для кип хлопка, кипоразборником и автопитателем и параллельно расположенным устройством для изготовления бинтов с элеватором для их подачи на участок формировання пакетов, состоящий из последовательно расположенных и связанных посредством транспортных средств швейного полуавтомата для прикрепления подушечки к бинту, устройства для закатки пакета в рулончик, автомата для упа ковки пакета в пергамент, ориентирующего устройства, сушильной машины, автоклава
для стерилизации пакетов и машины для отсчета и упаковки пакетов в тару.
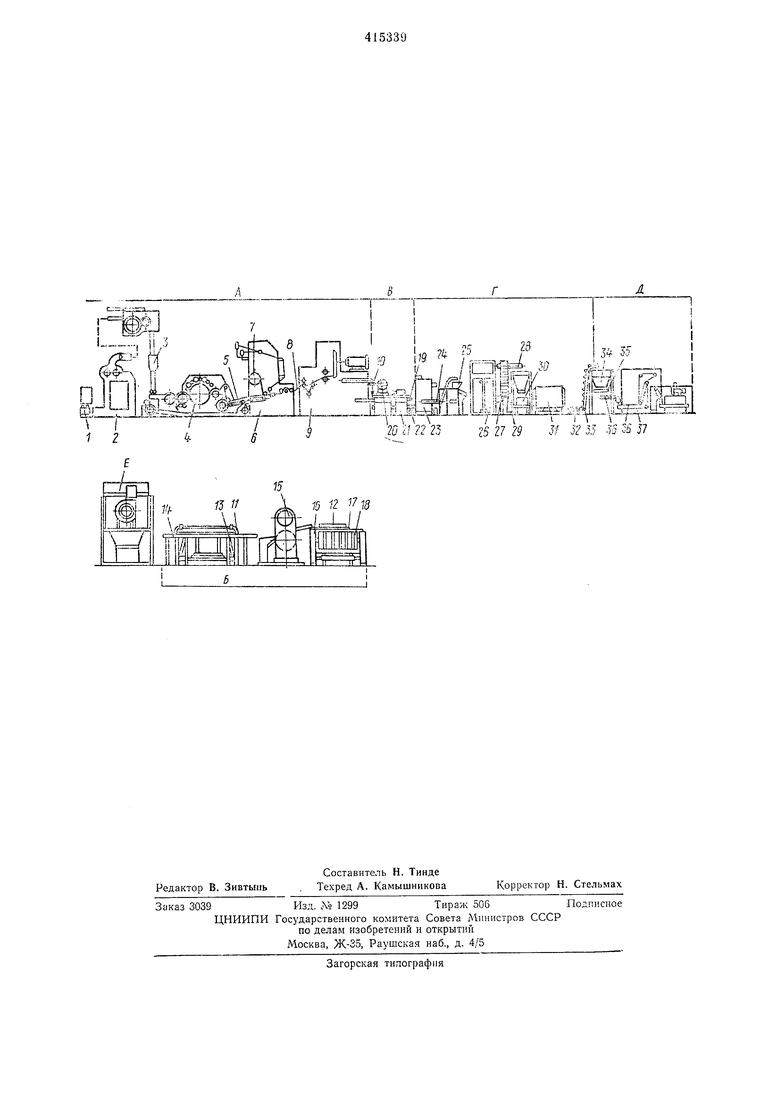
На чертеже схематически изображена предлагаемая поточная линия.
Предлагаемая поточная линия работает
двумя параллельными потоками; изготовления ватно-марлевой поду нечки (на чертеже участок А), изготовления бинтов (участок Б и переходящих в один ноюк - участка для
соединения одной ватно-марлевой подушечки с бинтом (участок В, упаковки смонтированного пакета в оболочку с нанесением клея, сушки и стерилизации (участок Г и отсчета и упаковки готовых пакетов в тару (участок
Д). Для очистки иомещений имеется вентиляционная установка «Е.
Стандартная кипа отбеленного хлопка устанавливается на ро.тьганг / и расшивается. Верхний отбор хлопка из кипы осун1,ествляется колковыми барабанами кипоразборщика 2, после чего хлопок по пневмоприводу поступает к конденсеру автонитателя 3, который разбирает рыхленый хлопок и подает иа чесальную маШИну 4, служащую для окончательного расчесывания хлопка и образовании ватного холста 5 заданного развеса. Па вязальнопрошивной машине 6 холст дублируется сверху и снизу двумя слоями марли, поступающИМИ из рулонов 7. прошивается вдоль,
образуя ватно-марлевое полотно 8 и разрезается на продольные полосы. На устройстве
9осуществляется подпреесовка полос и поперечное разрезапие на подушечки заданного размера, которые v eнтoчным транспортером
10подаются на участок монтажа. Одновременно с ватно-марлевыми подушечками на транспортер монтажа пакетов поступают бинты с бинтового участка Б. Рулон марли устанавливается на машине // от;меривания, отрезания и намотки .марли в рулончики. Для отсчета заданного числа метров ма1рл« в рулончике и подачи сигнала во внешнюю цепь имеется программ} ый счетчик марли. Полученный рулончик 12 попадает на транспортер, находящийся под намоточной машиной и забирается цепным элеватором 13 и транспортером 14, которые кинематически жестко связаны между собой, что позволяет подавать в пресс 15 марлевые рулончики строго поочередно.
Пресс 15 имеет прессующие валки и вытяжное устройство, проходя через которое рулончик вытягивается, что способствует ликвидации возможных гофров на его поверхности. После вытяжного устройства рулончик передается в прессующие валики и из круглой формы превращается в плоокую, что приводит к у.меньшению объема и улучшению условий резания рулончиков на бинты. Спрессованные рулончики 12 укладываются в загрузочное устройство многодисковой резальной .машины 16, где происходит их разрезание дисковыми ножами на бинты заданного размера, которые затем выгружаются на транспортер 17 и далее элеватором 18 передаются на транспортер 19 монтажа перевязочных пакетов.
Поступающие бинты и ватно-марлевые подушечки забираются оператором и на развернутый конец бинта накладывается ватно-.марлевая подушечка, которая на швейно.м полуавтомате 20 притачивается к бинту дву.мя параллельными строчками.
Далее полученный пакет подается к устройству 21 для закатки ватно-марлевой подушечки, где она заворачивается вокруг скатки бинта (в обратную сторону по отношению к намотке бинта) и закрепляется свободным концом.
Затем полученный пакет подается чранспортером 22 на автомат 23 для упаковки пакетов в пергамент, магазин которого заполняется готовыми пергаментными картами, устанавливается катушка с нитками и ванна заполняется крахмальным клеем. Пакет nipoxoдит через барабаны завертывания и транспортер формовки, завертываясь в 2,5 оборота, прИчем на последнем полуобороте пергамент смазывается клеем.
После упаковочного автомата пакет попадает на транспортирующее устройство 24, передающее пакет к дозирующему устройству 25.
Лента наклонного транспортера и.меет поперечные наклейки из пористой резины д.1я предотвращения возможного сползания пакетов при их подаче вверх. Транспортер передает склеенные пакеты в сушильну 0 мащину 26 для сушки клея. Из сушильной машины пакеты попадают в элеватор 27 и транспортер 28, которым подаются в бункер-накопитель 29.
10 В нижней части бункера имеется два отверстия, через которые накопленные пакеты насыпью загружаются в ручну10 тележку 30. После этого отверстия перекрываются затворами, причем при пере.мещении пакетов происходит их охлаждение до температуры помещения.
Загруженные тележки перемещаются к автоклаву 31 для стерилизации, по окончании которой выкатываются с противоположной
0 стороны на транспортер 32 и наклонный элеватор 33, служащие для разгрузки емкостей стерилизаторов и подачи индивидуальных пакетов в бункер накопитель 34, обеспечивающий непрерывную работу последующей ма5 шине.
В нижней части бункера имеется затвор, выполненный в виде горизонтального ленточного транспортера 35.
Из бункера индивидуальные пакеты попадают на транснортер 36 поштучной выдачи, входящий в полуавтомат 37 для упаковки заданного количества пакетов в бу.мажные непропитанные мешкн, которые зате.м транспортером выводятся из полуавтомата на
5 склад готовой продукции.
Предмет изобретения
Поточная линия для производства неревязочных пакетов первой помощи, содержащая чесальную машину, транспортер для ватного холста, устройство для дублирования ватного холста полотном марли, вязально-прошивную
иащину, устройства для подпрессовки, продольной и поперечной резки холста на подушечки, отличаюш.аяся тем, что, с целью повышения производительности, она снабжена установленными перед чесальной .машиной
рольгангом для кип хлопка, кипоразборником и автопитателе.м и параллельно расположенным устройством для изготовления бинтов с элеватором для подачи бинтов на участок формирования пакетов, состоящий из последовательно расположенных и связанных посредством транспортных средств швейного полуавтомата для прикрепления подушечки к бинту, устройства для закатки заготовки пакета в рулончик, автомата для упаковки пакета в пергамент, ориентирующего устройства, сушильной машины, автоклава для стерилизации пакетов, машины для отсчета и упаковки пакетов в тару. II,3 Itl -T -r .,„)Q 74 ; 1/ / рЭЫ:,, tt rmmiisl---. . 1 i 25 // 2 23 5 27 Z5 J/ . -T J4 iJ .4.f-:z:r i T / i 35 .)5 JS J7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления подушечек для перевязочных пакетов | 1974 |
|
SU492282A1 |
| Способ производства перевязочных пакетов | 1974 |
|
SU503961A1 |
| Установка для изготовления ватномарлевых изделий | 1977 |
|
SU691509A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕРИЛЬНЫХБИНТОВ | 1972 |
|
SU336389A1 |
| ИНДИВИДУАЛЬНЫЙ ПЕРЕВЯЗОЧНЫЙ ПАКЕТ | 1997 |
|
RU2164150C2 |
| Поточная линия по переработке хлопка-сырца на хлопкоочистительном заводе | 1987 |
|
SU1490171A1 |
| Поточная линия по переработке хлопка-сырца на хлопкоочистительном заводе | 1983 |
|
SU1590489A1 |
| Способ изготовления марлевых бинтов и агрегат для его осуществления | 1990 |
|
SU1772064A1 |
| БИЕЛИОТГКА | 1973 |
|
SU389772A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСОВЫХ БИНТОВ | 1999 |
|
RU2158144C1 |