Механические звездки с клиновым мерительным устройством, шкалой и нониусом для отсчета сравнительно дороги, непригодны для непрерывного обмера (т. е. без остановки движения), а также имеют ряд существенных конструктивных недостатков, понижающих точность измерения в процессе эксплоатаиии. К числу этих недостатков относятся следующие. Отсутствие постоянного мерительного давления при установке шпилей звездки на номинальный разрез диаметра изделия по калиберному кольцу (скобе) и при последующем обмере изделия. Отсутствие центрирующего приспособления, дающего гарантию измерения точно по диаметру. Зависимость точности отсчетов от степени неравномерности износа рабочих поверхностей мерительного клина на отдельных его участках в процессе эксплоатации. И, наконец, при больщой общей длине звездки-наличие сочленения.
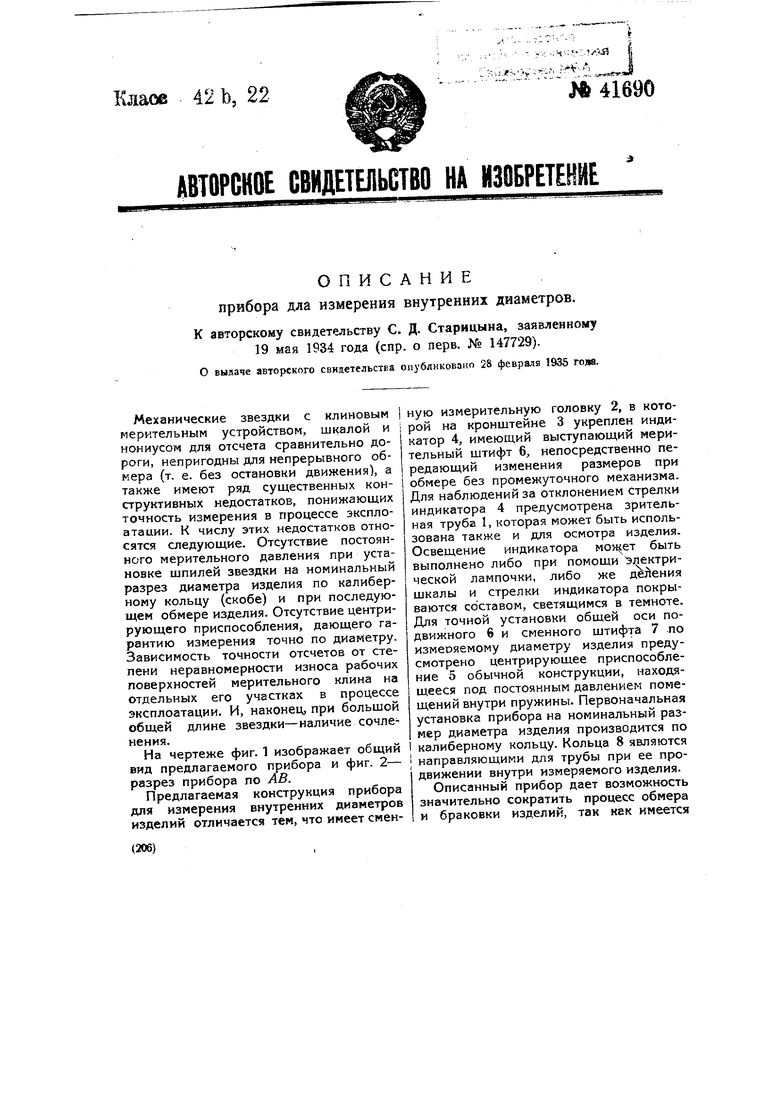
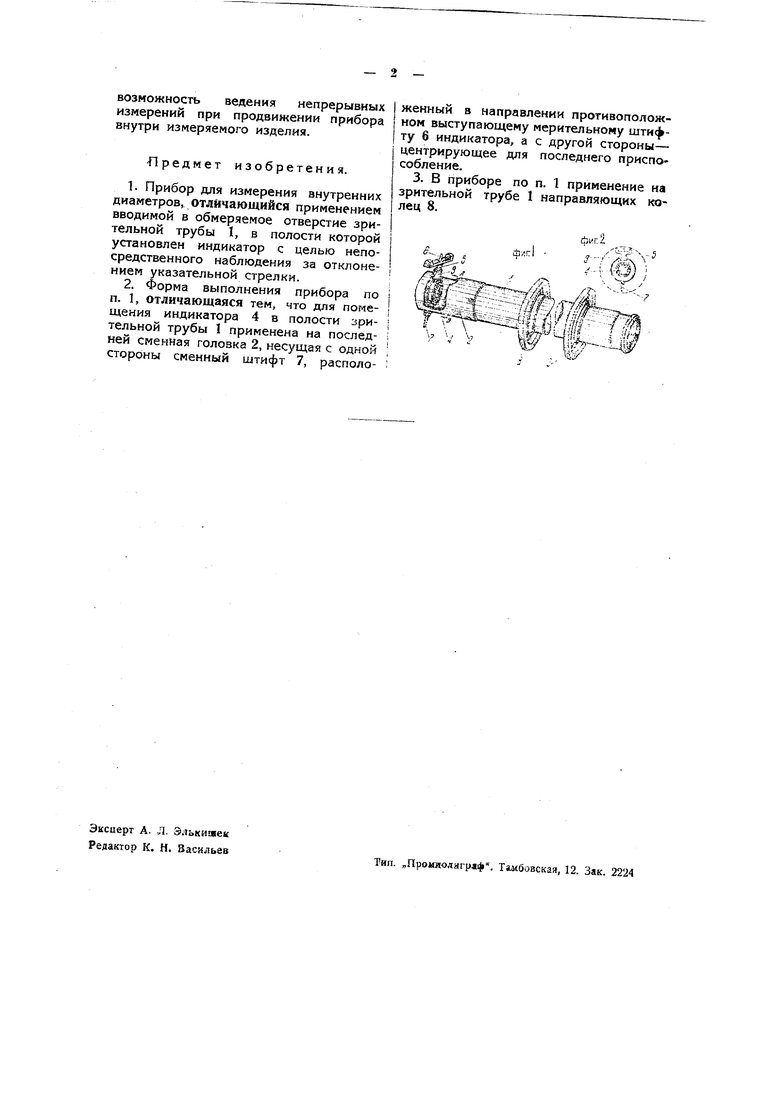
На чертеже фиг. 1 изображает общий вид предлагаемого прибора и фиг. 2- разрез прибора по АВ.
Предлагаемая конструкция прибора для измерения внутренних диаметров изделий отличается тем, что имеет смен(206)
ную измерительную головку 2, в которой на кронщтейне 3 укреплен индикатор 4, имеющий выступающий мерительный щтифт 6, непосредственно передающий изменения размеров при обмере без промежуточного механизма. Для наблюдений за отклонением стрелки индикатора 4 предусмотрена зрительная труба I, которая может быть использована также и для осмотра изделия. Освещение индикатора быть выполнено либо при помощи Электрической лампочки, либо же щкалы и стрелки индикатора покрываются составом, светящимся в темноте. Для точной установки общей оси подвижного 6 и сменного щтифта 7 .по измеряемому диаметру изделия предусмотрено центрирующее приспособление 5 обычной конструкции, находящееся под постоянным давлением помещений внутри пружины. Первоначальная установка прибора на номинальный размер диаметра изделия производится по калиберному кольцу. Кольца 8 являются направляющими для трубы при ее продвижении внутри измеряемого изделия.
Описанный прибор дает возможность значительно сократить процесс обмера и браковки изделий, так как имеется
возможность ведения непрерывных измерений при продвижении прибора внутри измеряемого изделия.
Предмет изобретения.
1.Прибор для измерения внутренних диаметров, Отличающийся применением вводимой в обмеряемое отверстие зрительной трубы 1, в полости которой установлен индикатор с целью непосредственного наблюдения за отклонением указательной стрелки.
2.Форма выполнения прибора по п. 1, отличающаяся тем, что для помещения индикатора 4 в полости зрительной трубы I применена на последней сменная головка 2, несущая с одной стороны сменный штифт 7, расположенный в направлении противоположном выступающему мерительному штифту 6 индикатора, а с другой стороны- центрирующее для последнего приспособление.
3. В приборе по п. 1 применение на зрительной трубе 1 направляющих колец 8.
cSv-rZ
itlf.r.}
wm
Wlil
;