1
Изобретение относится к металлургии, в частности к непрерывной разливке металла.
Известно устройство для гибки и правки слитка, поступающего из стационарной направляющей установки для непрерывной разливки, содержащее единую станину, в которой находятся гибочные и относящиеся к ним подающие валки, имеющие раздельный привод и устанавливающиеся гидравлически, а также реакционный валок. Однако при правке в известном устройстве возникают напряжения, приводящие к трещинам, что ухудшает качество слитка.
Для улучщения качества слитка предлагается устройство, в котором станина может поворачиваться вокруг горизонтальной оси, расположенной вблизи реакционного валка, и снабжена поворотным устройством, размещенным на выходной стороне клети.
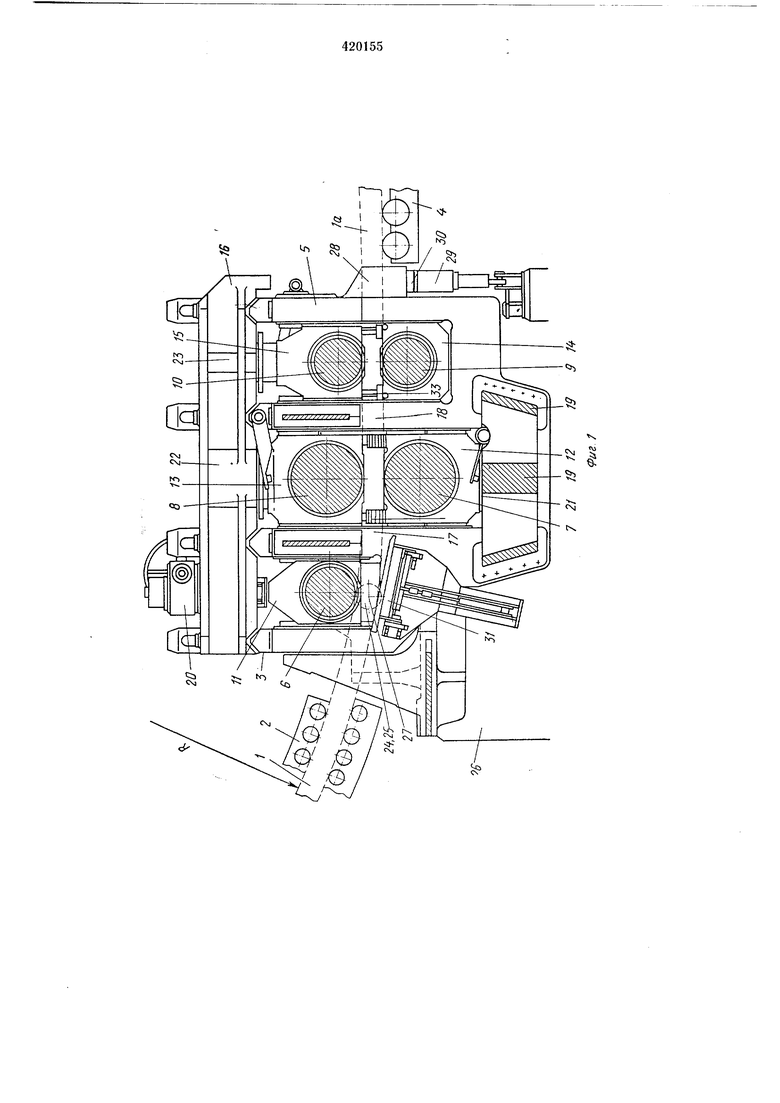
На фиг. .1 .показано предлагаемое устройство, вертикальный разрез; на фиг. 2 - то же, вид опереди с частич«ым ,разрезо,м комбинированной подающей, правильной и прокатной клети.
Слиток 1 выходит из стационарного дугообразного направляющего устройства 2, имеющего радиус R, поступает в подающую, травильную и валковую клеть 3, где слиток выгибается горизонтально, а затем выводится из клети. Горизонтально выгнутый слиток
направляется далее по неподвижно установленному рольгангу 4 в горизонтальном направлении. В клети 3 в раме 5, состоящей из двух частей, находятся реакционный валок 6, гибочный и подающий валок 7, подающий валок 8, подающий валок 9, а также гибочный и подающий валок 10. Валки расположены в подушках И -15. Клеть имеет соединяющую
крышку 16 и лолеречные соединения 17- 19 рамы. Для привода реакционного валка 6 предусмотрено механическое установочное устройство 20, 1причем этот валок может устанавливаться на отливки различной толщины. Валки 7, 8 и 10 оборудованы гидравлическими установочнЫМИ устройствами 21-23. Гибочное устройство, включающее реакционный валок 6, гибочные валки 7 и 10 и подающие валки 8 и 9, поворачивается как одно целое шейками 24 и 25, горизонтально размещенными сбоку на раме, причем шейки находятся в отлитых на клети опорных выступах 24а и 25а и в опорах 246 и 256, укрепленных на фундаменте 26. Ось 27 шеек расположена
параллельно и рядом с осью валка 6. На выходной стороне рамы 5 имеется консоль 28, посредством которой клеть 3 опирается на перемещающее устройство 29, укрепленное на фундаменте. Между консолью и леремещающим устройством установлена месдоза 30.
Для ввода хооЮДИого слитка iipcAyCiMoTpeно установочное направляющее устройство 31. На распорные детали 32 и 33 опираются подушки 12, 13 или 14, 15 валков 7-10. Посредством этих деталей сохраняется одинаковое .расстояние между валками во время работы при использовании клети в качестве валковой.
Устройство работает следующим образом.
Между валками 6 и 10 под слитком 1 движется валок 7 в вертикальном направлении по отношению к отливке. В результате совместного действия трех валков 6-8 слиток 1, имеющий радиус R, выгибается в слиток 1а с радиусом R a, и выводится по рольгангу 4. Если валок 7 будет двигаться вверх, кривизна слитка в зоне между валками 6 и ,10 изменяется, а также изменяется угол а; при этом слиток в зоне валков 6 выгибается в горизонталь. Так как леред валком 6 установлено неподвижное стационарное устройство 2, направляющее отливки, изменение угла ограничивается, и посредством направляющего устройства нежелательные изгибающие моменты переносятся на слиток в зоне, находящейся Перед валком6. Эти изгибающие моменты создают неконтролируемые усилия, ко-, торые действуют на устройство, направляющее отливки, и -приводят к растяжению отливки, если не принимаются меры для устранения этого недостатка.
,Каждый -момент, действующий от устройства 2, направляющего отливки, на слиток и с отливки через валки 6, 7 и 10 на клеть 3, регистрируется месдозой 30. Эта месдоза, расположенная между консолью 28 рамы 5 и перемещающим устройством 29, показывает усилия, которые возникают вне зоны изгиба. Месдоза и -перемещающее устройство, служащее для поворота клети 3 вокруг шеек 24 и 25, должны находиться как можно дальше от шеек для (получения хорошей восприимчивости показаний месдозы.
Месдоза 30 устанавливается так, что ее номинальная величина (нулевое значение) соответствует идеальному положению работы. Последнее характеризуется тем, что слиток 1 в зоне Между устройством 2, направляющим отливки, и валком 6 и изогнутый слиток 1а в зоне между валком 10 и рольгангом 4 остается свободным от напряжения лри изгибе.
Изменение показаний месдозы используется для изменения положения -валков 7 и 10 по отношению к слитку до тех пор, пока не будет вновь достигнута но минальная величина (нулевое значение), т. е. пока устройство 2, направляющее отливки, не будет свободным от изгибающих -моментов. Положение валка 6 остается при этом практически без изменения.
Если слиток выходит иначе, чем это предусмотрено по отношению к рольгангу 4, отливка приподнимается с рольганга или нажимает на рольганг, вследствие чего возникают новые изгибающие моменты в зоне между валком ,10 и рольгангом 4. Эти изгибающие .моменты создают изменение показаний месдозы 30, т. е. образуется отклонение от номинальной -величины (нулевого значения) в сторону плюсового или минусового значения.
Путем перемещения валка 7 в вертикальном направлении можно подогнать слиток к форме и положению рольганга 4 так, что изгибающие усилия будут сняты и показания
месдозы вновь вернутся к номинальной величине (нулевОгМу значению). В этом случае слиток нагружает рольганг 4 только своим собственным весом.
При появлении во время работы изменений в показаниях месдозы необходимо уста-новить, откуда возникают изгибающие моменты, действующие на отливку. Эти моменты могут воздействовать из зоны между устройством 2, направляющим отливки, и валком 6 и (или)
из зоны между валком 10 и рольгангом 4.
При отклонении показаний месдозы от номинальной величины (нулевого значения) сначала применяется автоматическое управление для вертикального перемещения валка 7. Если при перемещении -валка 7 показания месдозы возвращаются к номинальной величине (нулевому значению), тогда причина изменения показаний заключается в изгибающем моменте, который возникает после валка 10. Если отклонение номинальной величины (нулевого значения) в результате перемещения валка 7 будет очень большим, тогда причину изменения показаний следует искать в изгибающем мо-менте, возникающем перед
валком 6. В этом случае автоматическое управление работает следующим образом.
Как только предельная величина, т. е. заранее установленное .максимальное отклонение номи-нальной -величины (нулевого значения), будет превышена, включается в работу дополнительное перемещающее устройство 29, выполняемое преимущественно в виде гидравлического цилиндра. Посредством перемещающего устройства клеть 3 поворачивается
вокруг горизонтальной оси 27 в направлении, противоположном движению -валка 7, и с большей скоростью, поэтому смещение валка 7 быстро исправляется. При помощи поворота клети 3 принимаются необходимые меры
для возвращения показаний месдозы к но.минальной величине (нулевому значению) и
одновременно заканчивается перемещение
валка 7 и клети 3.
Отклонению показаний месдозы к плюсовоМу значению способствуют две причины. Валки 7 и 10 могут находиться выше, чем это соответствует линии изгиба, и тогда возникает момент в устройстве 2, направляющем слиток, который оказывает на валок 7 дополнительиые усилия. Кроме того, выходящий слиток может быть выправлен недостаточно, в результате чего он приподнимается с рольганга. В ЭТО.М случае возникает момент, который характеризуется повышением давления в месдозе. При автоматическом управлении валок
7 поднимается. Если показания не вернутся к поминальной величине (нулевому значению) и давление будет еще повышаться, причиной этого является слишком высокое положение валков 7 и 10 ino отношению к линии изгиба. Поскольку показания превышают предельную величину, клеть 3 поворачивается вниз в направлении, противоположном положению валка 7. Этим устраняется изгибаюнип момент, действовавший на слиток через устройство 2, направляющее слиток, и являющийся причиной отклонения показаний месдозы, пока слиток не освободится от изгибающего нанряжения. ЕСЛИ слиток будет недостаточно рихтован, что Может явиться причипой отклонения показаний, посредством движения валка 7 вверх показания вновь возвращаются к номинальной величине (нулевому значению), в этоМ случае поворот клети является необязательным.
Если показания месдозы 30 отклоняются к минусовому значению, что означает снижение давления или разгрузку клети, то посредством автоматического управления валок 7 опускается; если эта мера оказывается ненравильной, клеть 3 дополнительно поворачивается вверх до тех пор, пока показания не вернутся к -номинальной величине (нулевому значению).
Описываемое устройство может при.меняться тогда, когда предусмотрены более двух гибочных или правильных валков 7 и 10. Могут использоваться также несколько приборов для измерения давления, для управления и регулирования в тех случаях, когда клеть 3 опирается на фунда-мент 26 в нескольких точках.
Указанное автоматическое управление движением валка 7 и поворотом клети 3 является особенно целесообразным при комбинированной подающей, правильной и валковой клети. К гибочным валкам 7 и 10 добавляются подающие валкн 8 и 9, служащие для извлечения отливки. Валкн 7 и 8 выполнены в качестве формующнх валков, поэтому отливка может получать необходимую форму непосредственно после своего затвердевания. Однако валки 9 н 10 могут быть также дополнительно выполнены в формуюн1их валков. При разнице температур верхней и нижней
сторон слнтка формующие валки 7 и 8 перемещаются в вертикальном направлении, так как валок, находящийся в сонрнкоснопении с более горячей стороной отливки, глубже входит в материал. В результате этого возникают
силы, действующие на устройство 2, направляющее отливкн, показания месдозы 30 начинают отклоняться от номинальной величины (нулевого значения) н вследствие этого начинает действовать автоматическое управление,
которое вызывает регулнрование валка 7. Верхний валок 8 автоматически приводится в движение нижним валком 7, так как распорные деталн 32 обеспечивают одинаковое расстоянне .между этими валками.
Предмет изобретения
Устройство .для гибки и правки слитка, поступающего из стационарной направляющей установки непрерывной разливки, содержащее единую станину, в которой установлены гибочные и относящиеся к ним подающие валки, имеющие раз.дельный привод и устапавливающиеся гидравлически, и реакциотптый валок, отличающееся тем, что, с целью улучпюння качества слитка, станина вт тнолнеиа поворачивающейся вокруг горизонтальной оси, расположенной вблизи реакционного валка, и снабже1 а поворотным устройством, установленным на выходной стороне клети.
CM
л


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СЛИТКА | 1973 |
|
SU379075A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| Устройство автоматического управления расходом воды в зоне вторичного охлаждения в установке непрерывной разливки металла | 1984 |
|
SU1166889A1 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Установка для непрерывной разливки стали | 1959 |
|
SU125883A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496603C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| ПРОКАТНАЯ КЛЕТЬ И СПОСОБ ПРОКАТКИ ЛЕНТЫ | 2007 |
|
RU2422222C2 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |