Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов в слитки прямоугольного сечения с большим отношением размеров граней.
Цель изобретения - повышение производительности за счет увеличения быстродействия и выхода готовог металла в результате улучшения его качества.
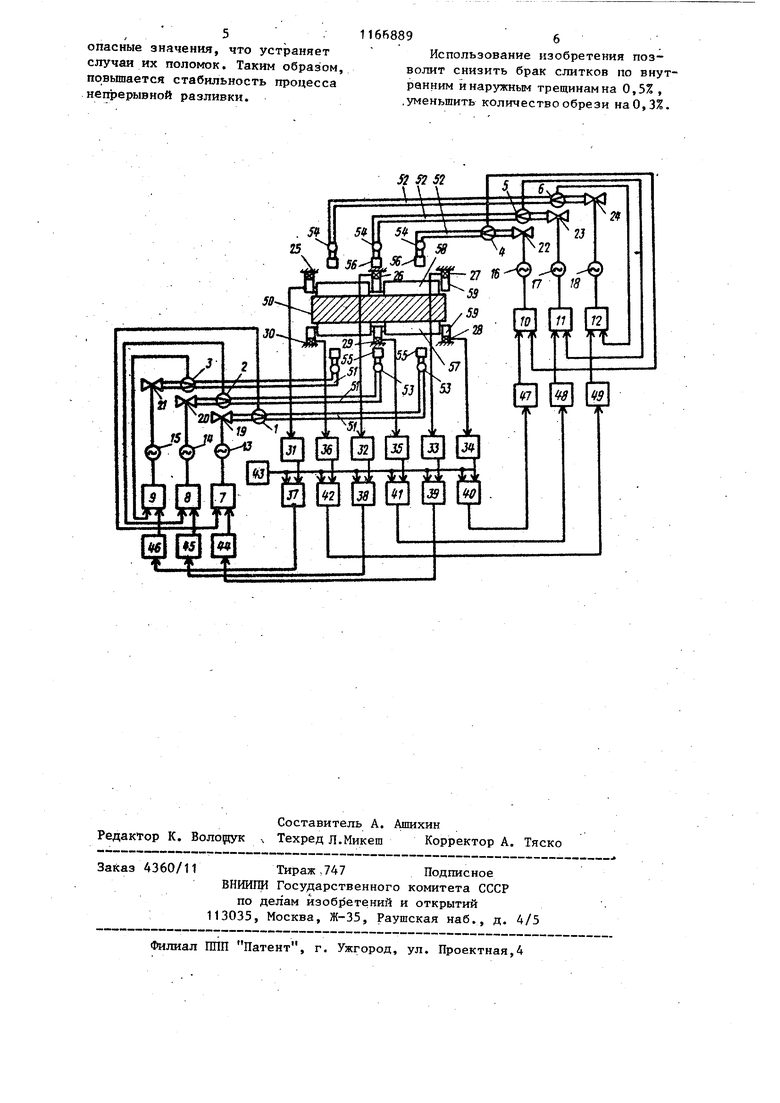
На чертеже.представлена блок-схема устройства.
Устройство для автоматического управления .расходами воды в зоне вторичного охлаждения при непрерывной разливке металлов состоит из датчиков 1-6 расхода охлаждающей воды, регуляторов 7-12, исполнительных механизмов 13-18, регулирующих клапанов 19-24, датчиков 25-30 (месдрз), нормирующих преобразователей 31-36, блоков 37-42 сравнения задатчика 43 усилия, моторных задатчиков 44-49 непрерывно литого слитка 50, трубопроводов 5.1 и 52, стояко 53 и 54, форсунок 55 и 56 (на чертеже показано по одной форсунке из секции форсунок), роликов 57 и 58 с промежуточными опорами в виде подшипников 59.
Причем, число нормирующих преобразователей 31-36 и блоков 37-42 сравнения соответствует числу силоизмерительных датчиков 25-30, а число: моторных задатчиков 44-49, регуляторов ,7-12, исполнительных механизмов 13-18, регулирующих клапанов 19-24 и датчиков 1-6 расхода воды соответствует числу форсунок по граням слитка.
Устройство для автоматического управления расходами воды в зоне вторичного охлаждения в установке непрерывной разливке металлов работает следующим образом. I
В процессе непрерывной разлиски в кристаллизатор подается сталь марки 3 СП и вытягивается из него слиток 50 сечением 200-1500 мм со скоростью 0,6 м/мин. Дпина жидкой фазы слитка при этом 8,4 мс. Дпина зоны вторичного охлаждения 7,6 м. В зоне вторичного охлаждения С1Шток 50 поддерживается и направляется при помощи разрезных роликов 57 и 58 с промежуточными опорами в .виде подшипников 59. Поверхность слитка 50 охлаждается .
668892
водой, распыливаемой форсунками 55 и 56, установлеиными на стояках 53 и 54, соединенных с трубопроводами 51 и 52. Интенсивность вторичного охлаждения по ширине и высоте зоны вторичного охлаждения устанавливается постоянной и равной 3,5 MVM2 ч.
Бочки роликов 57 и 58 выполнены
0 длиной по 7.00 мм и установлены в 12 рядов по длине зоны вторичного охлаждения. Цапфы роликов 57 и 58 смонтированы в опорах 59. В последнем ряду роликов 57 и 58 в конце
S полного затвердевания слитка 50 опоры 59 оборудованы датчиками 2530 силы или месдозами.
В процессе разливки на поверхность широких граней слитка 50 подается распыленная вода через форсунки 55 и 56. Вода форсункам подается по стоякам 53 и 54, соединенным с трубопроводами 51 и 52,на которых установлены датчики 1-6 расхода воды. При этом датчики 1-3 установлены на трубопроводах 51, подводящих воду к стоякам 53 с форсунками 55, а датчики 4-6 - на трубопроводах 52, подводящих воду к стоякам 54 с
0 форсунками 56.
Со стороны каждой широкой грани установлено по три стояка 53 и по три стояка 54. Форсунки 55 и 56 располагаются симметрично друг к другу по обеим широким граням слитка 50,
Выходы датчиков 1-3 расхода соединены с первыми входами регуляторов 7-9, а выходы датчиков 4-6 - с первыми входами регуляторов 10-12. Сигнал, пропорциональный отклонению
расхода воды, подается с регуляторов 7-9 и 10-12 на соответствующий исполнительный механизм 13-15 и 16-18. Кроме того, этот сигнал подается далее на регулирующие клапаны соответственно 19-21 и 22-24.Эти регулирующие клапаны изменяют расход воды на соответствующем стояке .53 и 54 до необходимого заданного
значения.
В процессе разливки сигналы с датчиков 25-30 силы, пропорциональные усилию воздействия слитка 50 на ролики 57 и 58 через нормирующее преобразователи 31-36,поступают на вторые входы соответствующих блоков 37-42 сравнения. ПервЁй вход этих блоков сравнения соеди3
нен с выходом задатчика 43 иоми- . нального усилия Выход каждого из блоков 37-39 и 40-42 сравнения так.же соединен с входом соответствую.щих моторных задатчиков 44-46 и 47-49, а их выходы соединены с перBbfriH входами регуляторов 7-9 и 10-1 расхода воды соответственно.
В процессе непрерывной разливки при равномерном охлаждении по ширине граней слитка 50 сигналы на всех датчиках 25-30 силы одинаковы и составляют по 30 т на каждую месдозу. Это давление на ролики
и 58 является номинальным и уст.ан вливается на задатчике 43. При
этих показаниях месдоз расход воды является постоянным, равным 3,5 ч, который устанавливается моторными задатчиками 44-49.
В процессе непрерывной разливки происходит засорение форсунок 55. стояка 53 в районе А слитка 50. В этом случае происходит уменьшение интенсивности охлаждения поверхности слитка 50 в районе А со стороны одной из граней поперечного сечения с 3,5 до 1,5 ч. С противоположной стороны слитка 50 в .. районе А процесс охлаждения происходит с прежней интенсивностью, равной 3,5 м/м. ч. Вследствие этого происходит коробление слитка под действием термических напряжеНИИ, различных на противоположных гранях в районе А слитка 50. При этом слиток изгибается в сторону ролика 58 и датчика 28 силы. Усилие фиксируемое датчиком 28 силы,увеличивается с 30 до 40 т. Одновременно усилие, (фиксируемое датчиком 27 силы, уменьшается с 30 до 20 т. Сигнал с датчика 26 через нормирующий преобразователь 34 поступает на вход блока 40 сравнения. Этот сигнал больше номинального, установленного на задатчике 43. Далее сигнап, пропорциональный этому рассогласо-,, ванию, с блока 40 - равнения посту-пает на вход моторного задатчика 47i который отрабатывает его Bf сторону увеличения задания на расход воды, и представляет собой задатчик с токовым выходом и реверсивным синхронным электродвигателем, на вход которого может подаваться сигнал разбаланса, двигатель, открывающий в ту или другую
668894
сторону, тем самьм изменяя первоначально установленное задание.
Сигнал, пропорциональньй этому заданию, поступает на регулятор 10, 5 который изменяет расход воды в сторону увеличения на стояке с форсунками 55 в районе участка А слитка 50, где часть форсунок засорилась. При этом сигнал проходит
10 через исполнительный механизм -16 и регулирующий клапан 22.
В то же время вследствие уменьшения усилия на датчик 27 по сравнению с установленным на задатчике
15 43 сигнал, пропорциональный этому отклонению,поступает через нормирующий преобразователь 33 на блок 39 сравнения. Далее результирующий . сигнал, пропорциональный величине
20 отклонения в сторону уменьшения от номинального, поступает в моторный задатчик 44, который соответственно изменяет в сторону уменьшения задание регулятору 7. Послед25 НИИ в свою очередь через исполнительный механизм 13 изменяет положение регулирующего клапана 19,уменьшая, тем самым, расход воды до момента устранения процесса коробления слитка 50 в районе А. После прекращения коробления усилия, фикСируемые датчиками 27 и 28, выравниваются. С такими расходами воды по граням слитка заканчивается процесс непрерывной разливки, после
чего производится прочистка засорив- ошхся форсунок.
При изменении нагрузок, фиксируемых датчиками 26, 29 и 25, 30
- производится отработка автоматического устройства по прежней схеме
по соответствующим каналам. I
В общем случае изобретение может
быть применено в случае использования в зоне вторичного охлаждения как целых роликов, так и разрезных с множеством промежуточных опор. В результате процесс, коробления .слитка не превосходит допустимых 0 значений , в нем не возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, не образуются внутренние и наружные 1рещины. Кроме того, 5 вследствие уменьшения величины коробления слитка на ролики не действуют нагрузки, превосходящие 5 опасные значения, что устраняет случая их поломок. Таким образом, повьппается стабильность процесса непрерывной разливки. 116fi889 6 Использование изобретения позводит снизить брак слитков по внутранним и наружным трещинам на 0,5% , .уменьшить количество обрези на 0,3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления охладителем в машине непрерывного литья заготовок и устройство для его осуществления | 1983 |
|
SU1250387A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1729688A1 |
| Способ автоматического управления вторичным охлаждением слитка на машине непрерывного литья металла | 1981 |
|
SU971566A2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РАСХОДОМ ВОДО В ЗОНЕ ВТОРИЧНОГО ОХЛАВДЕНИЯ В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗШВКИ МЕТАЛЛА, содержащее задатчик номинального усилия, силоизмерительные датчики, расположенные в опорах роликов, а также соответственно числу датчиков блоки сравнения, причем первый вход каждого блока сравнения соединен с выходом задатчика номинального усилия, отличающееся тем, что, с целью повьппения производительности за счет увеличения быстродействия устройства и выхода годного металла в результате улучшения его качества, оно дополнительно содержит соответственно чиспу снлоизмерительных датчиков нормирующие преобразователи, а также соответственно числу форсунок вдоль граней слитка датчики расхода охладителя, задатчики расхода охладителя, регуляторы расхода охладителя и исполнительные механизг«л регулирующих клапанов подачи охладителя, причем выход каждого силоизмерительного датчика соединен через соответствунлций нормирующий преобразователь с вторым входом соответствующего блока сравнения, (Л выход каждого из которых соединен с входом соответств1тощёго задатчика расхода охладителя, выход каждого задатчика соединен с первым входом соответствующего регулятора расхода охладителя, второй вход каждого из которых соединен с выходом соответствующего датчика расхода охладителя, а выход каждого регулясь тора соединен с соответствукнцим а исполнительным механизмом регули00 рующего клапана подачи охладителя, , 00 ;о
/; S2 S2
ил.
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
