1
Изобретение относится к черной металлургии и, в частности к травке слитков, отливаемых на установках непрерывной разливки криволинейного тила. Правку осуществляют п равильно-тянущей клетью, содержащей не менее двух гибочных валков и одного опорного валка. Отливаемый слиток движется сквозь криволинейную направляющую, ino выходе из которой он лравится и направляется по горизонтальному или дугообразному рольгангу.
Однако известный способ правки допускает действие на слиток изгибающих усилий в зоне перед и после правильно-тянущего устройства, изгибающие моменты приводят к растяжению слитка, и образованию на его поверхности трещин, а также к оврегрузке направляющего устройства, которое по этой причине выполняется громоздким. Этот способ правки особенно сказывается при рправке слитка с жидкой сердцевиной.
Цель изобретения - повыщение качест1ва слитка, .при этом слиток до и после зоны правки всегда остается свободным от действия изгибающего моимента.
Сущность предлагаемого способа состоит в том, что слиток, выходящий из криволинейной на1правляющей, правится с помощью не менее двух гибочных валков и опорного валка. Отличие в том, ЧТО регистрируют, например, с помощью месдозы, изгибающие моменты, действующие На слиток в зоне до и после правильно-тянущего устройства и при отклонении показаний от номинального значеиия регулируют -по вертикали положение гибочного валка, установленного за опорным валком, после чего, если номинальное значение не восстановлено, продолжают регулирование одновременным поворотом всех валков вокруг горизонтальной оси, расположенной у входной части
правильно-тянущего устройства в иаправлении, противоположном вертикальному регулированию гибочного 1валка.
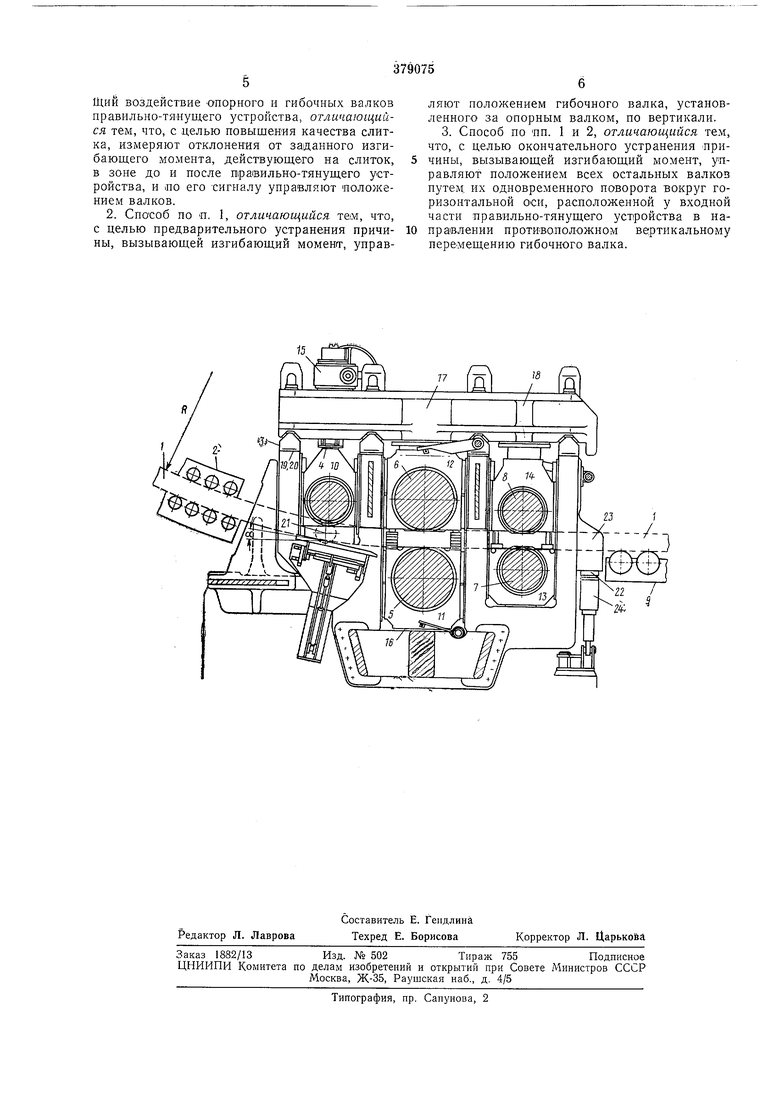
На чертеже изображен вертикальный разрез правильно-тянущей клети, позволяющей осуществить данный способ.
Слиток / выходит из неподвижного криволинейного -направляющего устройства 2, имеющего радиус R и направляется в правильно-тянущую клеть 3, где он правится и выводится
в горизонтальное направление в виде слитка /. В раме клети 3 установлен опорный валок 4, гибочный и тянущий валок 5, тянущие валки 6 и 7 и гибочный и тянущий валок 8. Выправленный слиток поступает на рольганг 9. Валки расположены в подущках 10, 11, 12, 13 и 14. Привод опорного валка 4 обозначен цифрой 15, при этом валок 4 может устанавливаться на отливки различной толщины. Валки 5, 6 и 8 снабжены гидроцилиндрами 16, 17
и 18. Правильно-тянущая клеть может поворачйваться, как олно целое вокруг цапф 19, 20, горизонтально установленными в раме клети 3. Ось цапф 21 параллельно оси валка 4. Изгибающие моменты, действующие на слиток 1вне зоны изгиба, фикси руются месдозой 22, расположенной между тупом 23 рамы клети и .перемещающим гидроцилиндром 24, служащим для поворота клети 5 вокруг цапф 19 и 20. Месдоза 22 устанавливается таким образом, что ее номинальная величина (нулевое значение) соответствует положению работы, которое характеризуется тем, что слиток 1 в зоне между направляющим устройством - 2 и валком 4 и выправленный слиток 1 в зоне между валком 8 и рольгангом 9 остается свобадным от изгибающего напряжения. Изменение показаний месдозы 22 иопользуется для изменения положения валков 5 и S ;в отношении слитка 1 до тех пор, яока номинальная . величина (нулевое значение) не будет вновь достигнута, т. е. пока яацравляющее устройство 2 не будет свободным от изгибающих (Моментов. Положение валка 4 остается при этом практически без изменения. Если выходящий слиток 1 приподнимается с рольганга или же нажимает на рольганг, вследствие чего возникают новые изгибающие моменты в зоне между валком 8 и рольгангом 9, то и эти изгибающие моменты создают изменен-ие показаний месдозы, 22, т. е. образуется отклонение от номинальной величины (нулевого значения) в сторону плюсового или минусового значения. Перемещения валка 5 в вертикаль-ном направлении сл-иток / может занимать относительно рольганга 9 такое положение, что изгибающие усилия будут сняты и показания месдозы 22 вновь вернутся к номинальной величине (нулевому значению). В этом случае слиток / будет нагрунсать рольганг 9 только своим собственным весом. Возникающие во время работы изменения в показаниях месдозы 22 могут быть связаны с изгибающими моментами, действующими на слиток в зоне .между уст1ройством 2 и валком 4 или в зоне между валком 8 и рольгангом 9. При отклонении показаний месдозы 22 от номинальной величины (нулевого значения) вначале црименяется автоматическое управление для вертикального перемещения валка 5. Такие автоматические управляющие устройства известны. Если лосредством перемещения валка 5 показания .месдозы возвратятся к номинальной величине (нулеБому значению), тогда причиной изменения показаний является изгибающий момент, возникающий .после валка 8. Если же отклонение номинальной величины (нулевого значения) в результате перемещения валка 5 не будет устранено и наоборот увеличивается, то причину изменения показании следует искать в изгибающем моменте, возникающем перед валком 4.
В этом случае автоматическое управление работает следующим образом.
Предмет изобретения
1. Способ правки слитка, выходящего из
криволинейного направляющего устройства
65 установки непрерывной разливки, включаюКак только предельная .величина, t. е. заранее установленное максимальное отклонение от номинальной величины (нулевого значения) будет превышено, тогда включается в работу дополнительно перемещающий гидроцилиндр 24. С помощью гидроцилиндра 24 клеть 3 поворачивается вокруг горизонтальной оси цапф 21 в направлении, .противоположном движению валка 5 и с больщей скоростью, поэтому смещение валка 5, которое дроизощло в неправильном направлении, быстро исправляется. При повороте клети 3 при показании месдозы 22 вновь возвращается к номинальной величине (нулевому значению) и одновременно заканчивается перемещением валка 5 и клети 3. Отклонение показаний месдозы к шлюсовому значению может произойти по двум причинам. Во-первых, валки 5, 8 могут находиться выще, чем это соответствовало бы линии изгиба, в этом случае возникает момент в направляющем устройстве 2, который оказывает на валок 5 дополнительное усилие. Вовторых, выходящий слиток 1 будет выправлен недостаточно и поэтому он будет приподниматься с рольганга 9. Возникающий.момент приводит к повышению давления в месдозе 22. Автоматическое управление вызовет при этом поднятие валка 5. Если же показания не вернутся к номинальной величине (нулевому значению) и давление, наоборот, будет продолжать повыщаться, то причину следует искать в завышенном положении валков 5, 8 относительно линии изгиба. Поскольку показания будут превышать предельную величину, то клеть 3 поворачивается вниз в нащравлении, противоположном .движению валка 5. Этим устраняется изгибающий момент, действовавший на слиток / через направляющее устройство 2, и являющийся причиной отклонения показаний .месдозы 22. Если же показания месдозы 22 отклоняются, наоборот, к ;минусовому значению, что означает снижение давления или разгрузку клети 3, то в этом случае автоматическое управление опускает валок 5 и затем, если эта ,мера окажется неправильной, вызывает дополнительный поворот клети 3 вверх до тех пор, цока показания не возвращаются к номинальной величине (нулевому значению), Описанное выше автоматическое управление движением валка 5 и поворотом клети 3 имеет особые преимущества, когда клеть является одновременно тянущей и правильной. Кроме того, валки 5, 6 могут быть одновременно и прокатными валками, придающими слитку после его затвердевания определенный профиль. Однако, валки 7, 8 могут быть также расположены отдельно, выполняя функции тянущих или тянущих и прокатных валков.
Щий воздействие опорного и гибочных валкоз правильно-тянущего устройства, отличающийся тем, что, с целью повышения качества слитка, измеряют отклонения от заданного изгибающего момента, действующето на слиток, в зоне до и после вравильно-тянущего устройства, и по его Сигналу управляют положением валков.
2. Способ по п. 1, отличающийся , что, с целью предварительного устранения причины, вызывающей изгибающий момент, управляют положением гибочного валка, установленного за опорным валком, по вертикали.
3. Способ по ЯП. 1 и 2, отличающийся тем, что, с целью окончательного устранения причины, вызывающей изгибающий момент, управляют положением всех остальных валкоз путем их одновременного поворота вокруг горизонтальной оси, расположенной у входной части правильно-тянущего устройства в направлении противоположном вертикальному пере мещению гибочного валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ И ПРАВКИ СЛИТКА | 1970 |
|
SU420155A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1973 |
|
SU404202A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ГИБОЧНАЯ МАШИНА ДЛЯ ГОРЯЧЕЙ ГИБКИ РЕЛЬСОВ И ДРУГОГО НЕСИММЕТРИЧНОГО ПО СЕЧЕНИЮ ПРОФИЛЯ ПРОКАТА | 1949 |
|
SU85266A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ БЕСКОНЕЧНОЙ ПРОКАТКИ ВЫПОЛНЕННОЙ В СЕЧЕНИИ КАК ТОНКИЙ СЛЯБ, ПОЛУЧЕННОЙ СО СКОРОСТЬЮ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ, И МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2310529C2 |
| СПОСОБ ВЫДАЧИ СЛИТКА ИЗ УСТАНОВКИ НЕПРЕРЫВНОЙ | 1970 |
|
SU270208A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |