1
Изобретение касается кузнечно-нрессового производства.
Известен способ автоматического учета времени простоя прессового оборудования путем определения штучного времени изготовления каждой детали, устанозлепия времени опроса, равного заданному промежутку времени, получения сигнала выпуска детали и учитывания времени простоя оборудования. Однако необходимо вручную устанавливать выдержку времени для каждой изготавливаемой детали, т. е. необходима регулировка выдержки времени в пределах изменения штучного времени от минимума до максимума, что усложняет обслуживание.
Для ускорения и облегчения учета времени после опроса срабатывают питапие, устанавливают время сброса питания, равным времени опроса и большим максимального штучного времени, после чего включают питание, а время простоя учитывают при отсутствии питаиия в момепт опроса.
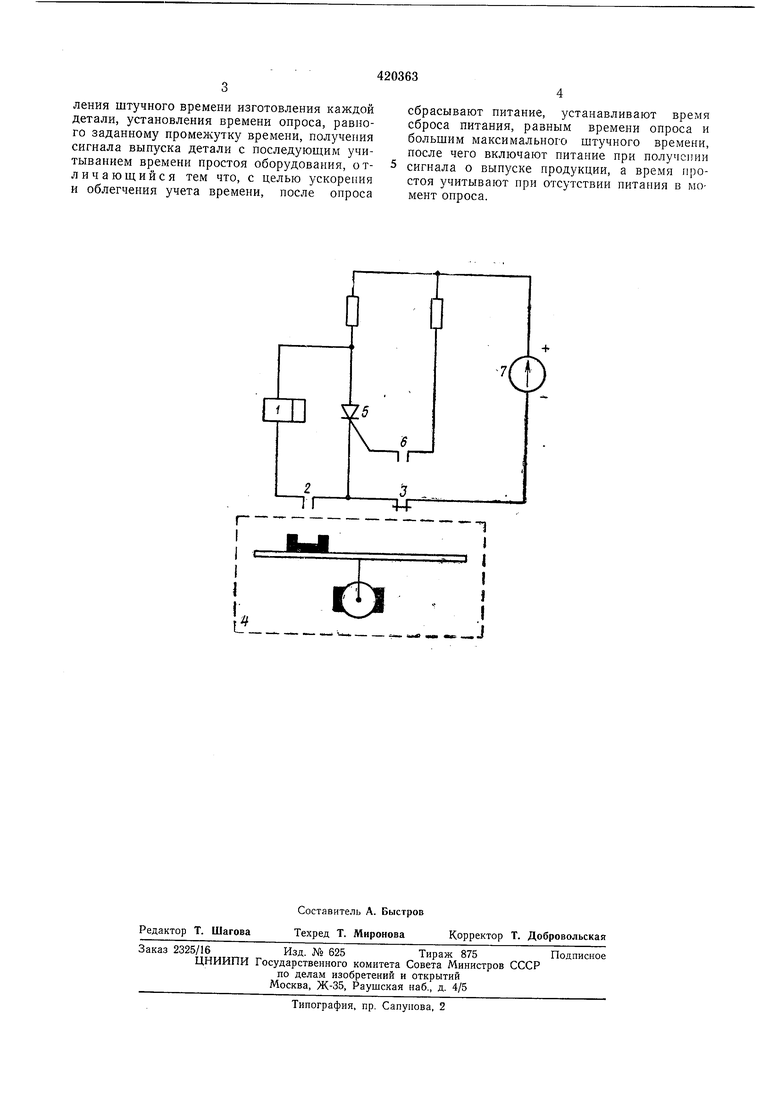
На чертенке изображено устройство для реализации предлагаемого способа.
Устройство содержит электроимпульсный счетчик 1, замыкаюгций ключ 2 и размыкаюш,ий ключ 3, управляемые моторным реле 4 времени, тиристор 5, ключ 6 вынуска продукции, источник питания 7.
Размыкающий ключ 3 кратковремеппо
сбрасывает питапие после опроса, и тиристор 5 устанавливается в исходное (закрытое) состояние. Моторное реле времени 4 обеспечивает равное время сброса ц опроса и большее максимального штучного времени. При нолучении сигнала выпуска продукции (замыкание ключа 6) в период от сброса до опроса больший максимального штучного времени счетчик 1 шунтируется тиристором 5 п не срабатывает.
При отсутствии сигнала выпуска продукции
тиристор 5 остается закрытым, а счетчик 1
срабатывает и засчитывает простой, равный
периоду опроса.
Предлагаемый способ автоматического учета времени простоя прессового оборудовання упрощает обслуживание, так как не требует регулировки выдержки времени в нределах изменения штучного времени. Единственное условие реалнзации иредлагаемого способа
заключается в необходимости определенното соотношения периодом онроса н сброса и максимальным нерподом счетных сигналов: периоды опроса п сброса должны быть больше максимального нериода счетных сигналов.
Предмет изобретения
Способ автоматического учета времени простоя прессового оборудования нутем определения штучного времени изготовления каждой детали, установления времени опроса, равного заданному промежутку времени, получения сигнала выпуска детали с последующим учитыванием времени простоя оборудования, отличающийся тем что, с целью ускорения и облегчения учета времени, после опроса
сбрасывают питание, устанавливают время сброса питания, равным времени опроса и большим максимального штучного времени, после чего включают питание при получении сигнала о выпуске продукции, а время простоя учитывают при отсутствии питания в момент опроса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЧЕТА ВРЕМЕНИ ПРОСТОЯ ПРЕССОВОГО ОБОРУДОВАНИЯ | 1971 |
|
SU319499A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УЧЕТА ВРЕМЕНИ ПРОСТОЯ ПРЕССОВОГО ОБОРУДОВАНИЯ | 1973 |
|
SU408829A1 |
| Система контроля работы обору-дОВАНия | 1979 |
|
SU798925A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И УЧЕТА РАБОТЫ ОБОРУДОВАНИЯ | 1973 |
|
SU430414A1 |
| Устройство для моделирования загрузки оборудования | 1985 |
|
SU1288713A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для подсчета деталей | 1989 |
|
SU1667129A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ЧИСЛА ПРОСТОЕВ ОБОРУДОВАНИЯ | 1991 |
|
RU2017219C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УЧЕТА | 1971 |
|
SU289010A1 |
| Устройство для контроля и учета рабочих ходов пресса | 1980 |
|
SU894758A1 |