1
Изобретение относится к ycipo G вам автоматического контроля -и учета .работы оборудования и может быть .;. .применено в системах диспетчерского и автоматизированного учета выпуска штучной продукции, а также простоя оборудования на предприятиях крупносерийного и массового производства, где по технологическому процессу требуется выдержка времени, например при прессовании изделий из пластмасс и резины, при полимеризации компаунда и т.д.
, Известны устройства для учета работы оборудования и выпущенной продукции, содержащие генераторы имг йульсов, реле времени, схемы И, датчики состояния оборудования, счетчики простоя оборудования и счетчики готовой продукции 1.
Однако известное устройство имеет недостаточную точность и нгщехность.
Наиболее близким по технической сущности к предлагаемому является устройство для контроля и учета работы оборудования, содержащее формирователь импульсов, генератор импульсов, подключенный к одному из входов блока задания пауз и к однсму
из входов первого элемента И, другой вход которого соединен с выходом триггера, второй и третий элементы И, блок задания времени и счетчик простоев 2. .
Это устройство также имеет невысокую точность, кроме того, оно не позволяет вести учет выпущенной- продукции, не обеспечивает контроля за
0 соблюдением технологического процесса, а следовательно, за выпуском годной продукции и брака.
Цель изобретения - повыгаение точности устройства,
5
Цель достигается тем, что в устройство введены блок управления, счетчик готовой продукции, табло и счетчик нарушения режима, причем один из выходов формирователя им0пульсов через блок управления подключен к одному из входов третьего элемента И, к другому входу блока задания пауз, к одному входу триггера и к одному из входов второго
5 элемента И, другой вход которого Соединен с генератором импульсо, а выход - с одним из входов блока задания времени, выход которого подключен к счетчику готовой продукции
0 к одному из входов блока управления
и ко входу формирователя импульсов, другой выход которого соединен с другим входов третьего элемента И, выход которого подключен к другому входу блока управления, к табло, к счетчику нарушений режима и к друго му входу блока задания времени, выход первого элемента И соединен со счетчиком простоя, а выход блока задания пауз подключен к другому входу триггера.
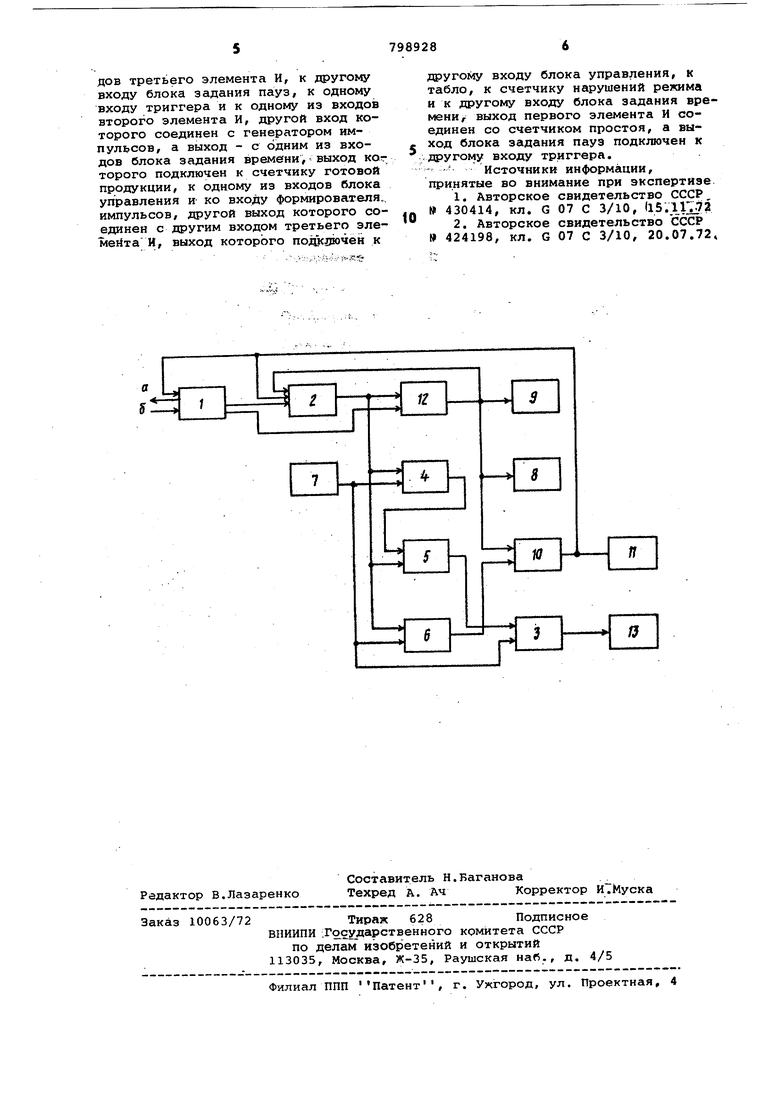
На чертеже представлено предлагаемое устройство.
Устройство содержит формировател
1импульсов, который соединительным линиями а и сГ подключен к контролируемому Оборудованию, а выходом - к блоку 2 управлений. Вход первого элемента И 3 соединен с одним из входов блока 4 задания пауз, выход которого подключен к одному из входов триггера 5, другой вход которого соединен с одним из входов второго элемента И 6, другой вход которого соединен с выходом генератора 7 импульсов. Вход блока 2 управления подключен к счетчику 8 нарушений ре жима, к табло 9 и к блоку 10 задания времени, соединенному со счетчиком 11 готовой продукции, а выход блока 2 управления подключен к третему элементу И 1., ко входу блока 4 задания пауз, ко входу триггера 5
и ко входу второго элемента И 6. Выход блока 10 задания времени соединен со входом формирователя 1 импулсов и со входом блока 2 управления. Выход триггера 5 соединен со входом элемента И 3, другой вход которого подключен к выходу генератора 7 импульсов, а. выход - к счетчику 13 простоев. Ялок 4 задания пауз соединен с выходом генератора 7 импульсов.
Устройство работает следующим образом.
При включении оборудования на выполнение технологической операции например на отработку выдержки времени прессования, на первом выходе формирователя 1 импульсов формируется импульс, который включает блок
2управления. Сигнал с выхода блока 2 поступает на элемент И 12, на
блок 4 задания паузы, удерживая его в исходном состоянии, на стоповый вход триггера 5 и на вход элемента 6, разрешая прохождение вр менных импульсов с генератора 7 импульсов на блок 10 задания времени. После отсчета времени прессования, заданного в блоке 10, импульс с выхода блока поступает на вход счетчика 11 готовой продукции, на стоповый вход блока 2 управления, выключая его, и на вход формирователя 1 импульсов который выдает в линию сигнал на разъем пресс-форм. При разъеме пресс-Лорм на втором выходе блока
1 формируется импульс, который поступает на вход элемента И 12, но на выход не проходит, так как блок 2 уже выключен.
С выключением блока 2 прекрарщется поступление импульсов на вход блока 4, после чего он начинает отсчитывать время паузы, на входы триггера 5 и элемента И 6.
При своевременном съеме изготовленной детали, загрузке материала и включении оборудования на выполнение технологического процесса, сигнал с выхода блока 2 возвращает блок 4 в исходное состояние и цикл работы устройства повторяется.
Если же фактическое время технологической паузы превышает время, заданное в блоке 4, то на выходе последнего появляется импульс, который запускает триггер 5. Триггер 5 выдает сигнал на вход элемента ИЗ, разрешая прохождение временных импульсов на счетчик 13, который начинает отсчитывать время простоя оборудования. Отсчет времени простоя прекращается с началом следующего цикла прессования.
В случае, когда время прессования не выдержано и производится принудительный разъем пресс-формы с помощью кнопки Аварийный разъем . то на втором выходе блока 1 формируется импульс, который проходит через элемент И 12 на счетчик 8 нарушений режимов, табло 9 и на входы блоков -2 и 10, устанавливая их в исходное сбстояние. Схема готова к следующему циклу прессования и начинает отсчет времени технологической паузы.
Внедрение предлагаемого устройства позволяет вести счет времени простоя оборудования, следить за соблюдением технологического процесса, а также учитывать готовую продукцию и брак, исключая имитацию сигнала изготовления детали.
Формула изобретения
Устройство для контроля и учета , работы оборудования, содержаицее формирователь импульсов, генератор импульсов, подключенный к одному из входов блока задания пауз и к одному из входов первого элемента И, другой вход которого соединен с выходом триггера, второй и третий элементы И, блок задания времени и счетчик простоев, отличающееся тем, что, с целью повышения точности устройства, в него введены блок управления, счетчик готовой продукции, табло и счетчик нарушения режима, один из выходов формирователя импульсов через блок управления подключен к одному из входов третьего элемента И, к другому входу блока задания пауз, к одному входу триггера и к одному из входов второго элемента И, другой вход которого соединен с генератором импульсов, а выход - с одним из входов блока задания времени, выход ког торого подключен к счетчику готовой продукции, к одному из входов блока управления и ко входу формирователя,, импульсов, другой выход которого соединен с другим входом третьего элемейта И, выход которого к
другому входу блока управления, к табло, к счетчику нарушений режима и к другому входу блока задания времени/ выход первого элемента И соединен со счетчиком простоя, а выход блока задания пауз подключен к другому входу триггера.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 430414, кл. G 07 С 3/10, (15ЛШ
0
2.Авторское свидетельство СССР
424198, кл. G 07 С 3/10, 20.07.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1978 |
|
SU809264A1 |
| Устройство для контроля и учета работы оборудования | 1985 |
|
SU1300520A1 |
| Устройство для контроля и учета работы оборудования | 1979 |
|
SU864313A1 |
| Устройство для контроля и учета работы оборудования | 1987 |
|
SU1456980A1 |
| Устройство для контроля и учета работы производственного оборудования | 1979 |
|
SU911579A2 |
| Устройство для контроля и регистрации простоев оборудования | 1983 |
|
SU1117671A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1979 |
|
SU809265A2 |
| Устройство для управления прессовым оборудованием | 1987 |
|
SU1599249A1 |
| Устройство для контроля работы оборудования | 1980 |
|
SU938292A1 |
