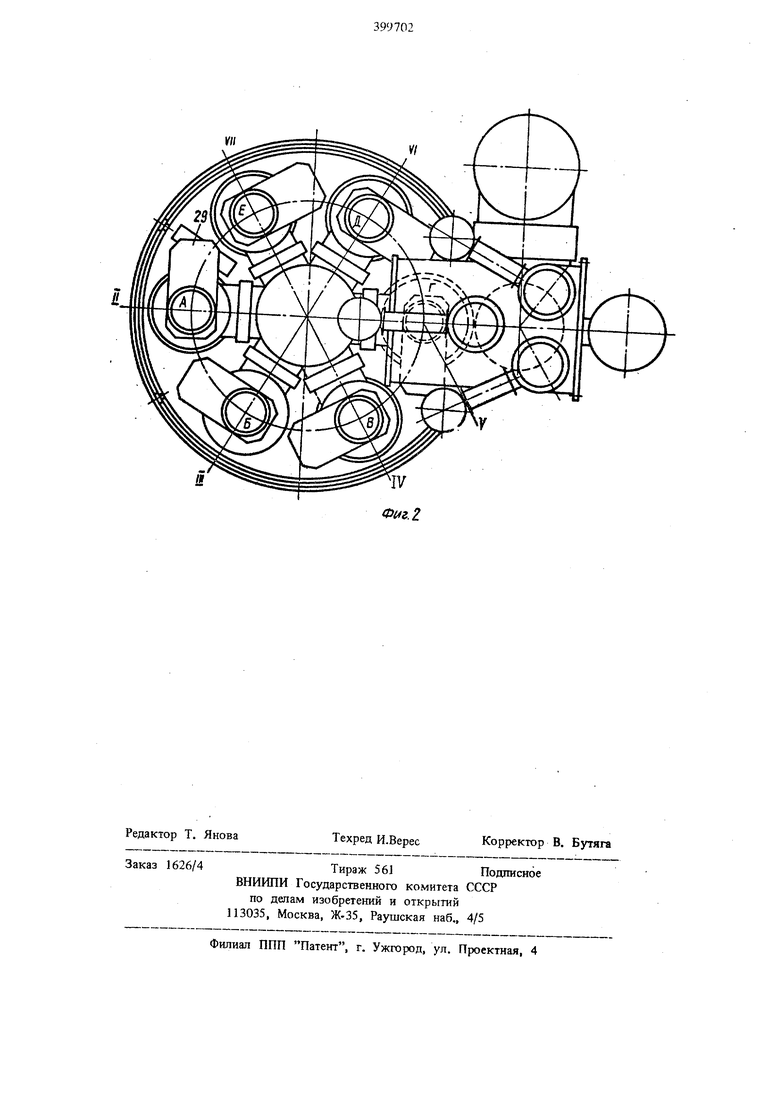
Изобретение относится к металлургии, в частности к оборудованию для плавления и отливки тугоплавких металлов под-вакуумом,, Известна вак}умная гарниссажная литейная установка дпя получения отливок из тугопла ких металлов, вклгачаюшая вакуумную плавильную камеру, охлаждаемый гарниссажный тигель с системой электромагнитного перемеш вания, привод для перемещения тигля по направляюидам на позицию заливки, устройство для центробежной отливки и шиберный затвор. Однако в этой установке подготовка форм к заливке (откачка пространства заливочной камеры, подогрев формы), агтакже охлаждение отливки до температуры, при которой . возможно разгерметизировать заливочнзю камеру, может производиться лишь в состоянии присоединения нижней цилиндрической части заливочной камеры к верхней части, т. е, плавильной камере. Время, необходимое для этих вспомогательных операций, удлиняет цикл, что скижГёт производительность установки. Предложенная вакуумная гарниссажная литейная установка дпя получения отливок из тугоплавких металлов отличается тем, что она снабжена карусельным столом с высоковакуумным насосом и заливочными камерамИ )засположеш1ым под шиберным затвором плавильной камеры, причем каждая заливочнал камера соединена с высоковакуумным Насосом индивидуальным цшберным затвором Устройство для центробежной отливки выполнено в виде вмонтированного в крышку каждой заливочной камеры центробежного стола, сочленяемого с приводом вращения на позиции заливки. Сочленение высоковакуу Ного насоса с линией предварительной откачки выполнено сооснь М с осью вращения карусельного стола. Благодаря этому время, необходимое для вспомогательных операций - (установка формы в заливочную камеру, откачка пространства заливочной камеры, прокалка формы, охлаждв ше отливки, разгерметизация заливочной . камеры и извлечение залитой формы), не удлиняет цикл работы литейной установки который определяется лиип; временем, необходимым для расплавления цгахты и заливки формы. На фиг. 1 изображена предлагаемая установка, общий вид и узел I; на фиг, 2 то же, в плане. Установка состоит из плавильной камеры 1, в которой смонтированы гарнисса ;яьш водоохлаждаемый тигель 2 с системой 3 электромагнитного перемеишвания, привод 2 4 тигля и направляющие 5, по которым тигель перемешается на позицию заливки. Камера снабжена электронно-лучевыми нагревателями 6 и механизмом 7 загрузки пгахты. Расплавленный металл сливается из тигля через заливочное отверстие 8 с фланцем, на котором установлен шиберный затвор 9. Литейные формы размешаются в цилиндричес сих заливочных камерах 10 на карусельном столе 11, Количество заливочных камер зависит от длительности вспомогательных операций (например, шесть заливочных камер). Каждая заливочная камера содержит индуктор 12 для прокалки форм, центробеленый стол 13, укрепленный на съемной нижней крышке 14, и шиберный затвор 15 на верхнем фланце камеры. Кроме того, каждая заливочна5 камера имеет фланец с пшберным затвором 16 для подсоединения к высоковакуумному насосу 17, который установлен на том же карусельном столе и вращается вместе с ним. Линия предварительной (форвакуумной) откачки подсоединяется к высоковакуумному насосу через вращаюшееся утшотцение 18, ось которого совпадает с осью врашения карусельного стола. В нижнюю крышку 14 каждой заливочной Karviepbi вмонтирован центробежный стол, на котором крепится литейная форма 19. Вал центробежного стола через вакуумное Зтшотнение нижней крьпцки выходит наружу и заканчивается игестерней 20, которая на позиции зал|{вки входит в зацепление с приводом 21 центробежного механизма. Нижняя крышка 14 уплотняется при помоши прижимных роликов 22, катяшихся при вращении карусельного стола 11 по направляющим 23, которые расположены в горизонтальной гита скости. вертикального перемещеш.1я нижней крышки 14 на позиции смены формы участок направляющих 23, скрепленный платформой 24, выполнен отдельным от остальной части направляющих и при помощи привода 25 может перемеи эться. В нижнем крайнем положении нижней крышки залитая форма снимается и устанавливается новая. В верхнем крайнем положении крьпцки отдельный участок направляющих сочленяется с остальной частью направляющих и через прижимные ролики 22 уплотняет крьшжу. Для соединения пространства заливочной 10 с пространством плавильной камеры 1 каждая заливочная камера имеет верхний шиберный затвор 15, который при подходе заливочной камеры на позицию заливки входит в соединение с шиберным затвором 9. Уплотнение осуществляется при помощи гидравлического или тшевматического сильфонного устройства 26. Поворотный стол установлен на колесах 27, опирающихся на рельсы 28, и снабжен Приводом поворота 29, Электроннолучевая литейная установка обеспечивает периодическое производство отливок, причем время периода определяется временем, необходимым для накопления в гарниссажном тигле необходимого количества расплава. Рабочий цикл состоит из двух автономны процессов - процесса подготовки формы и охлаждения отливки и процесса получения необходимого количества расплава. Оба эти процесса стыкуются при заливке металла в форму. На фиг. 2 показана установка с шестью заливочными камерами А, Б, В, Г, Д и Е, смонтированными на карусельном столе 11, и стационарными позициями II - Vli при подходе к которым очередной заливочн камеры карусельный стол останавливается. Предположим, что на позиции 11 происходи смена формы. Нижняя крышка 14 заливочн камеры А, находящейся на позиции 11, опу щена приводом 25 в крайнее ьшжнее положение. На центробежном столе 13 устанавли ется литейная форма 19, затем привод 25 поднимает нижнюю крыщку, участок направ ляюших 23, па которые крыщка опирается прижимными роликами 22, стыкуется с остальной частью направляющих, при этом крышка прижимается к заливочной камере уплотняется. После этого открывается шибер ный затвор 16, заливочная камера А соединяется с вакуумным насосом 17, и по достижении в камере требуемого вакуума включается индуктор 12 для прокалки лите ной формы. Карусельный стол может быть приведен во вращение либо сразу после уплотнения нижней крышки заливочной камеры, либо в любойпоследующий момент време1О1, определяемый готовностью плавильно-заливочного устройства к заливке формы. В результате вращения карусельного стол камера А переходит на промежуточную позицию 1П, камера Е - на позицию II, а ее нижняя крыщка с прижимными роликам оказывается стоящей на отдельном участке направляющих. Платформа, скрепляющая этот учас 2 ток направляющих, опускается, и повторяются все операции, начиная с установки формы. Затем карусельный стол передвигается на позицию IV , происходит загрузка формой заливочной камеры и т. д. Когда очередная заливочная камера с формой приходит на позицию заливки V, осуществляется вакуумное уплотнение Шиберного затвора 15 заливочной камеры с шиберным затвором 9 на плавильной камере 1 посредством устройства 26. Воздух откачивается из междуишберного пространства. Шестерня 20 входит в зацепление с приводом 21 центробежной машины. Если нет необходимости в це1ггробежном литье, привод 21 не работает. Открывается шиберный затйор 15 и вслед за ним шиберный затвор 9. Если к этому моменту тигле уже ; накоплено достаточное количество металла, то привод 4 перемещает тигель 2 по направляющим 5 на позицию заливки. В крайнем положении тигель опрокидьгаается, и происходит слив расплава в форму через заливочное отверстие 8. Затем тигель возвращается в исходное положение и загружается шихтой из загрузочного механизма 7 без разгерметизации камеры. Включаются зитектроннолучевые нагреватели и начинается новый цикл плавки. После заливки литейной формы закрываются шиберные затворы 9 и 15, карусельный стол перемещается на следующую позицию. Цикл заливкн noBtopHeTcrf. Так как вследствие активности тугоплавких металлов при высоких температурах нельзя извлекать отливку из заливочной камеры до ее остывания, процесс охлаждения осуществляется в течение времени прохождения заливочной камеры промежуточных позиций VI и VII. Для интенсификации процесса охлаждения на позиции VI в заливочную камеру может подаваться инертный газ. Извлечение залитой формы производится на позиции 11 смены формы, после чего устанавливается новая форма. Цикличность движения карусельного стола согласована со временем плавки так, что ко времени готоаности расапава подгставлнвается и очередная форма.
/y/f/vfv vyy
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
| Устройство для производства тяжелых отливок в высоком вакууме | 1979 |
|
SU1071359A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| Вакуумно-компрессионная плавильнолитейная установка | 1990 |
|
SU1763836A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ИЗНИХ ИЗДЕЛИЙ | 1968 |
|
SU422528A1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2003 |
|
RU2239757C1 |

1. ВАКУУМНАЯ ГАРНИССАЖНАЯ ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ МЕ1АЛЛОВ, включающая вакуумную плавильную камеру, охлаждаемый гарниссажный тигель с системой электромагнитного перемешивания, привод для перемещения тигля по направляющим на позицию заливки, устройство для центробежной отливки и шиберный затвор, о т л и ч а • <о щ а я с я тем, что, с целью повышения про