1
Изобретение относится К металлообработке.
Известны метчики для нарезания точных резьб, имеюндие смежные зубья, боковые стороны которых, ограничивающие общую виадину, имеют двойную затыловку в противоположных направлениях по ширине зуба и являются ведущими.
Иредлагаемый метчик отличается от известных тем, что каждый зуб имеет ведущую сторону, наиболее выпуклая часть которой смещена от середины пера к спиике, и зубья на заборной части выполнены по наружному диаметру со скосом в направлении ведущих сторон.
Такое конструктивное выполнение метчика обеспечивает нарезание точных резьб с нервой нитки и исключение резапия ведущими сторонами зубьев.
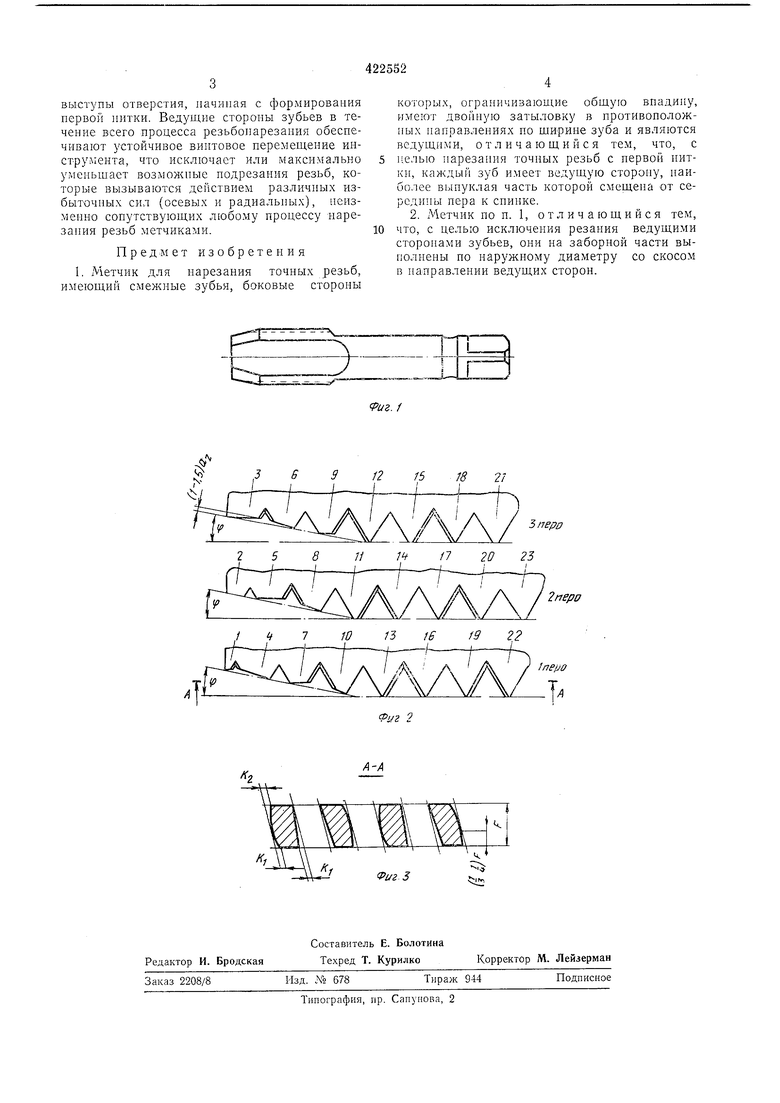
На фиг. 1 изображен предлагаемый метчик, общий вид; на фиг. 2 - схема расположения ведущих и режущих сторои зубьев метчика с тремя перьями, вид со стороны передней грани (цифра.ми обозначены зубья метчика по мере захода в отверстие, ф - угол заборного конуса); на фиг. 3 - цилиндрические сечения зубьев метчика но среднему диаметру, развернутые на нлоскость.
Смежные ведущие стороны зубьев с двусторонни.м затылованием по профилю (/Ci и Kz -Ki) выполняются по всей длине перьев метчика при их чередовании со режущими сторонами зубьев, которые имеют обычное одностороннее затыловапие (величина падения затылка Ki). Kz принимается больще Ki для предотвращения резания ведущей стороной зубьев при скручивании метчика в процессе работы.
Средний диаметр по выпуклой части ведущих сторон зубьев с целью предотвращения их защемления после переточек метчика ПО передней грани выполняется меньще среднего диаметра на сторонах зубьев с обычным затылованием на величину Ki- Выпуклая часть ведущих сторон зубьев располагается от спинки
пера на расстоянннщирины зуба (/).
Заборная часть метчика затылуется ПО задней грани, а зубья со смежными ведущими сторонами выполняются на заборном конусе
по наружному днаметру со скосом в направлении их общей впадины. Величина скоса (1 -1,5) а,, где а, - толщина среза. Применительно к метчикам с четным числом перьев величина скоса на ряде зубьев при чередованин смежных ведущих сторон с режущими на пере по схеме один к одному с целью исключения резания увеличивается до 2 а,.
При работе метчик опирается ведущими нережущими сторонам зубьев на резьбовые
выступы отверстия, начиная с формирования первой нитки. Ведущие стороны зубьев в течение всего процесса резьбопарезания обеспечивают устойчивое винтовое перемещение инструмента, что исключает или максимально уменьшает возможные подрезания резьб, которые вызываются действием различных избыточных сил (осевых и радиальных), неизменно сопутствующих любому процессу нарезания резьб метчиками.
Предмет изобретения
1. Метчик для нарезания точных резьб, имеющий смежные зубья, боковые стороиы
которых, ограничивающие общую впадину, имеют двойную затыловку в противоположiibix направлениях по щирине зуба и являются ведущими, отличающийся тем, что, с целью нарезания точных резьб с первой нитки, каждый зуб имеет ведущую сторону, наиболее выпуклая часть которой смещена от середины пера к спинке.
2. Метчик но п. 1, отличающийся тем, что, с целью исключения резания ведущими сторонами зубьев, они на заборной части выполнены по наружному диаметру со скосом в направлении ведущих сторон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания точных резьб | 1975 |
|
SU552155A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1972 |
|
SU418292A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1970 |
|
SU288519A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Метчик для нарезания точных резьб | 1975 |
|
SU522009A2 |
| Метчик для нарезания точных резьб | 1976 |
|
SU1007869A1 |
| Метчик для нарезания точных резьб | 1960 |
|
SU139906A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
F E -R-IZ
