1
Изобретение касается металлообрабатывающей промышленности.
Известен способ наладки токарного станка, согласно которому регулируют положение плоскости резания резца в тангенциальном относительно детали направлении.
Цель изобретения - повысить точность обработки детали.
Для этого после прохода резцом определяют отношение величин радиального биения поверхности детали, одна из которых измерена в проходяшей через ось детали и режуш,ую кромку резца плоскости с противоположной резцу стороны детали, а другая - под прямым углом к первому замеру в направлении вращения детали, и, исходя из соотношения этих величин, назначают угол поворота плоскости резания для последующего прохода относительно плоскости резания при предыдущем проходе.
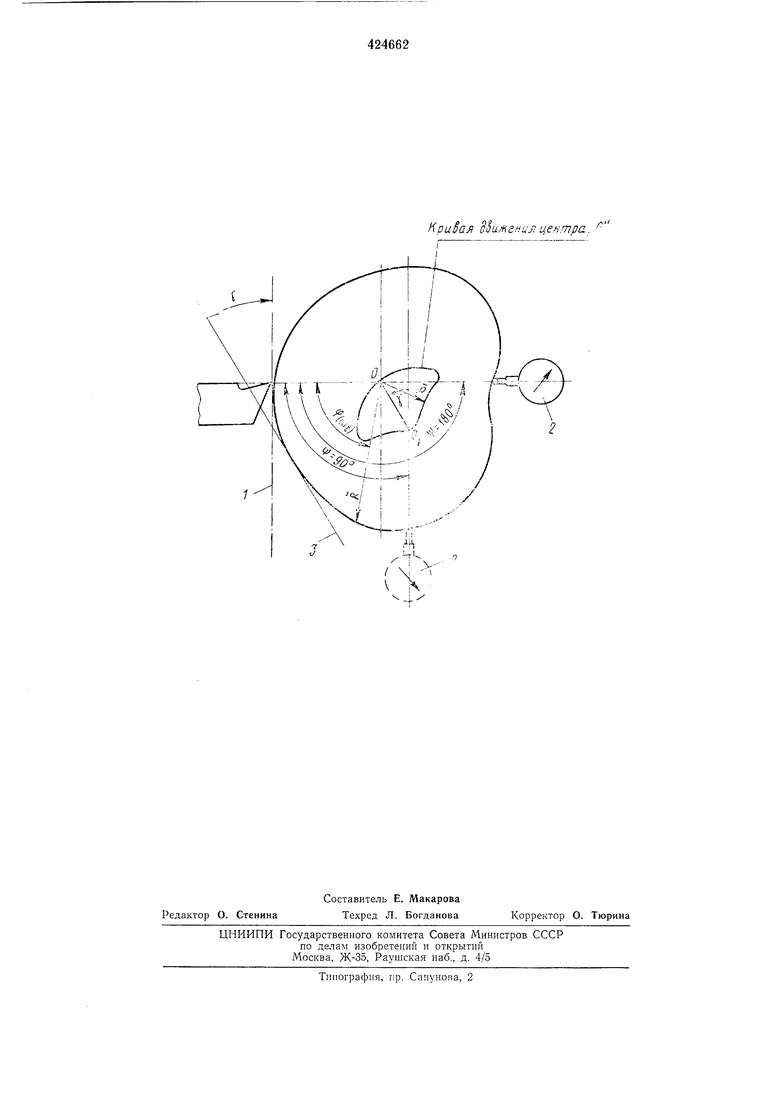
На чертеже представлена схема возникновения овальности при токарной обработке.
Систематические перемещения (колебания) центра вращения детали относительно вершины инструмента происходят по прямой, наклоненной к плоскости резания под определенным углом 7- При этом колебания имеют размах Д О-Оь определяющий величину биения а обработанной поверхности (причины.
порождающие колебания центра вращения детали, учтены все в совокупности).
Чтобы определить направление колебаний центра вращения детали и направить плоскость резания при чистовом проходе параллельно плоскости указанных колебаний, поступают следующим образом.
Вначале производят пробный проход резцом, установленным, например, горизонтально, при этом плоскость резания 1 расположена вертикально. Индикатором 2 замеряют величину биения ai8o обработанной поверхности в плоскости, проходящей через ось вращения детали и режущую кромку резца с противоположной резцу стороны. Замеряют величину биения flgo обработанной поверхности индикатором 2 под прямым углом к первому замеру, отложив угол 90° в направлении вращения детали.
Необходимый угол поворота плоскости резания 3 чистового резца определяют по формуле
tgT-.
«90
Далее вершину инструмента смещают в направлении скорости резания на расстояние
L-.- - (d - диаметр детали) и произ2 «90
ВОДЯТ чистовую обработку детали.
Контур сечения детали после пробного прохода определяют в полярных координатах по формуле
/ ; Го + Д sin т + sin (9 - т)
где Го - радиус детали в начальный момент; Ф - текущий угол поворота детали (со/) Перемещение мгновенного центра О скоростей при вращении детали происходит но кривой, определяемой по формуле
р : 2Д sin -
4
Сумма двух вращающихся векторов / и Q, сдвинутых относительно друг друга по фазе на угол а, дает траекторию движения любой точки обрабатываемой поверхности и выражается по формуле
г - г, + А sina sin 7 sin (а. + -)) + , . + 2Д sin% sin - . Биение обработанной поверхности обусловливается тем, что траектории движения всех ее точек различны между собой, и в зависимости от места замера биение имеет определенную величину а -- Д ( sin у (1 - sin -f - cos 6) + 2cos7 sin 0} где (Зф величина биения; г(} - угол сдвига фаз между вершиной инструмента и индикатором. При углах сдвига фаз i|) 0; 270° биение обработанной поверхности соответственно составляет «о 0; Ggo 2Д cos 7; aiso .::: 2Д sin 7; (Зато - 2Д (sin 7 + cos 7). Таким образом, биение обработанной поверхности, измеренное при установке датчика
в плоскости, параллельной плоскости резания (я|; 90°), равно 2Дсо5, а в плоскости, перпендикулярной к плоскости резания (г|; 180°),-2Д511П.
Отсюда определяют нанравленне колебаний оси детали относительно плоскости резания
tg Y -- ;
2А cos -fДао
Овальность предварительно обработанной поверхности при этом составит 2Дз1п.
Если при чистовом проходе плоскость резания повернута в оптимальное положение
( tg7- - , то плоскость резания станет
J
параллельной направлению колебаний оси детали, независимо от причин, вызывающих эти колебания.
При этом овальность окончательно обработанной поверхности на порядок меньще овальности достигаемой известными способами. Предмет изобретения Способ наладки токарного станка, согласно которому изменяют положение плоскости резания резца в тангенциальном относительно детали направлении, отличающийся тем, что, с целью повыщения точности обработки, после прохода резцом определяют отнощение величин радиального биения поверхности детали, одна из которых измерена в проходящей через ось детали и режущую кромку резца плоскости с противоположной резцу стороны детали, а другая - под прямым углом к первому замеру в направлении вращения детали, и, исходя из соотнощения этих величин, назначают угол поворота плоскости резания для последующего прохода относительно плоскости резания при предыдущем проходе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЧНОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2007 |
|
RU2344918C1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |