Изобретение относится к станкостроению и может быть использовано при получе- нии оптических поверхностей на материалах, поддающихся сверхточной обработке резанием
Известно устройство для обработки сферических поверхностей, содержащее поворотный стол, платформу для закрепления детали, шпиндель с закрепленным на нем режущим инструментом, выполненный с возможностью наклона в плоскости, проходящей через оси вращения шпинделя и поворота стола, у которого платформа для закрепления детали расположена вне оси поворота стола и выполнена с возможностью наклона в плоскости, проходящей через эту ось (см. а.с Ns 659288 СССР в БИ № 16 за 1979).
Недостатком устройства является отсутствие возможности обрабатывать асферические поверхности
Наиболее близким по своей технической сущности является устройство, реализующее способ токарной обработки асферических поверхностей, содержащее станину с шпинделем для закрепления детали и инструментальным шпинделем с резцедержателем, установленным под углом к оси шпинделя для закрепления детали. При этом в устройстве инструментальный шпиндель снабжен исполнительным механизмом, один конец которого соединен с резцедержателем, а другой закреплен на инструментальном шпинделе с возможностью поворота для ориентации рсзцедержг. теля вдоль оси шпинделя для закрепления детали (см. а.с. № 1103947 СССР в БИ N 27 за 1984 г.).
Недостатком этого устройства является то, что по мере приближения резца от периферии к центру меняются углы и скорость резания. При этом риски из-под р°зца на обрабатываемой поверхности предстагля xj
ел о ел
О Јь
:от из себя пересекающиеся в центре линии, з не линии, близкие к эквидистантным, что обеспечивает постоянную шарику снимаемой при каждом обороте резца стружки. Кроме того, отсутствует возможности обработки поверхностей в виде эллиптических гиперболоидов,
Цель изобретения - повышение качества поверхностного слоя обработанной детали за счет обеспечения рисок от резца в виде эквидистантных линий и расширение технологических возможностей за счет обеспечения обработки поверхностей в ам- де эллиптических гиперболоидов,
Для этого в устройстве для обработки асферических поверхностей точением, содержащем станину с рабочим шпинделем для закреплений детали, инструментальный шпиндель с резцедержателем и исполнительным механизмом, один конец которого соединен с резцедержателем, а другой закреплен на инструментальном шпинделе с возможностью поворота, при этом инструментальный шпиндель соединен со станм- ной, перпендикулярной его оси, и установленной на станине с возможностью вращения через центр, проходящий через ось рабочего шпинделя, причем резцедержатель с инструментальным шпинделем с возможностью вращения в плоскости проходящей через центр вращения штанги устройства, а исполнительный механизм служит для регулирования расстояния между осью инструментального шпинделя до центра резцедержателя.
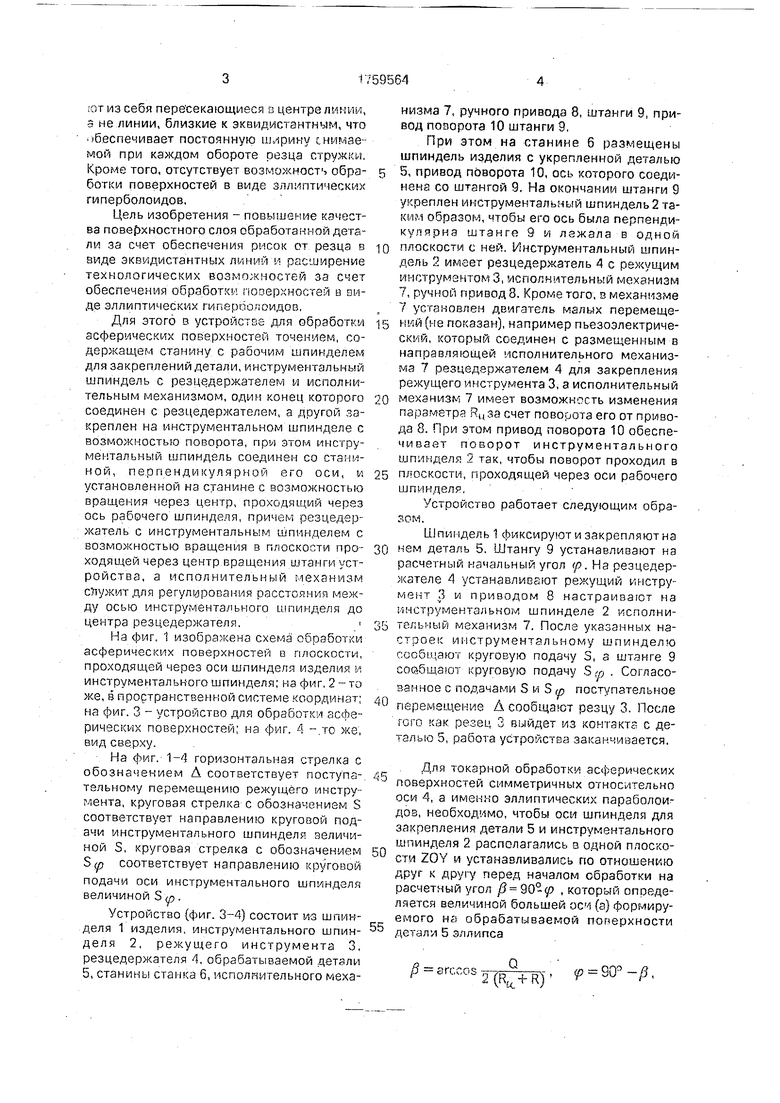
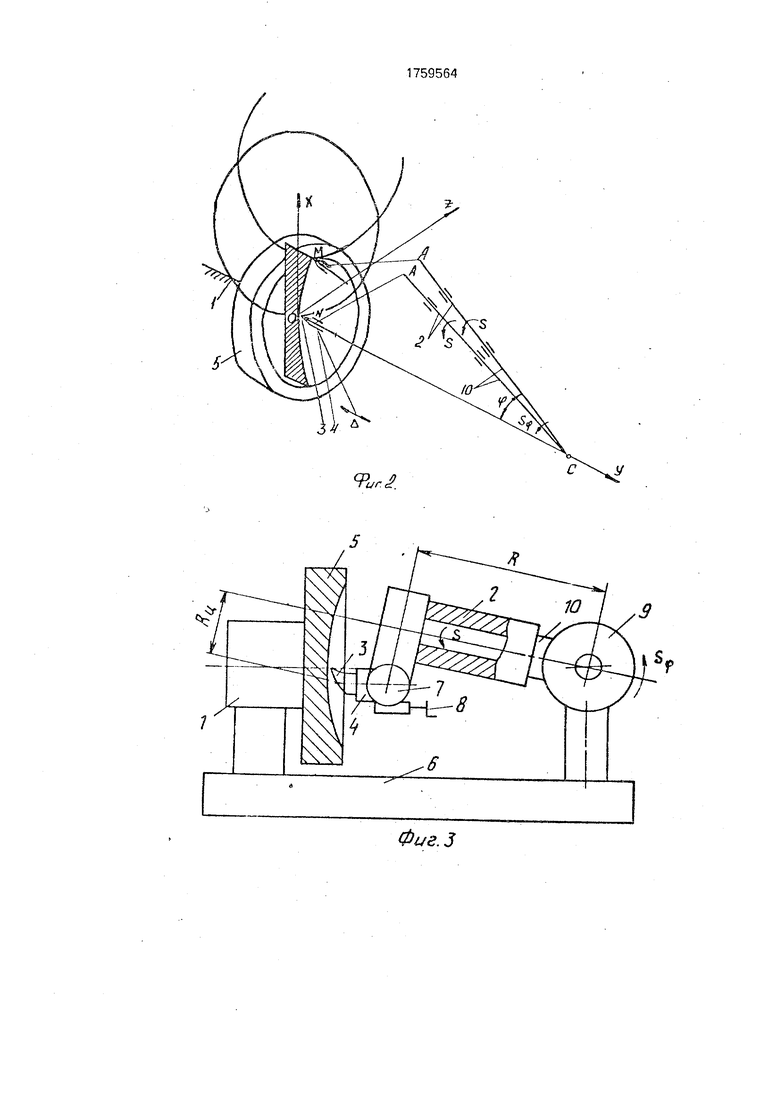
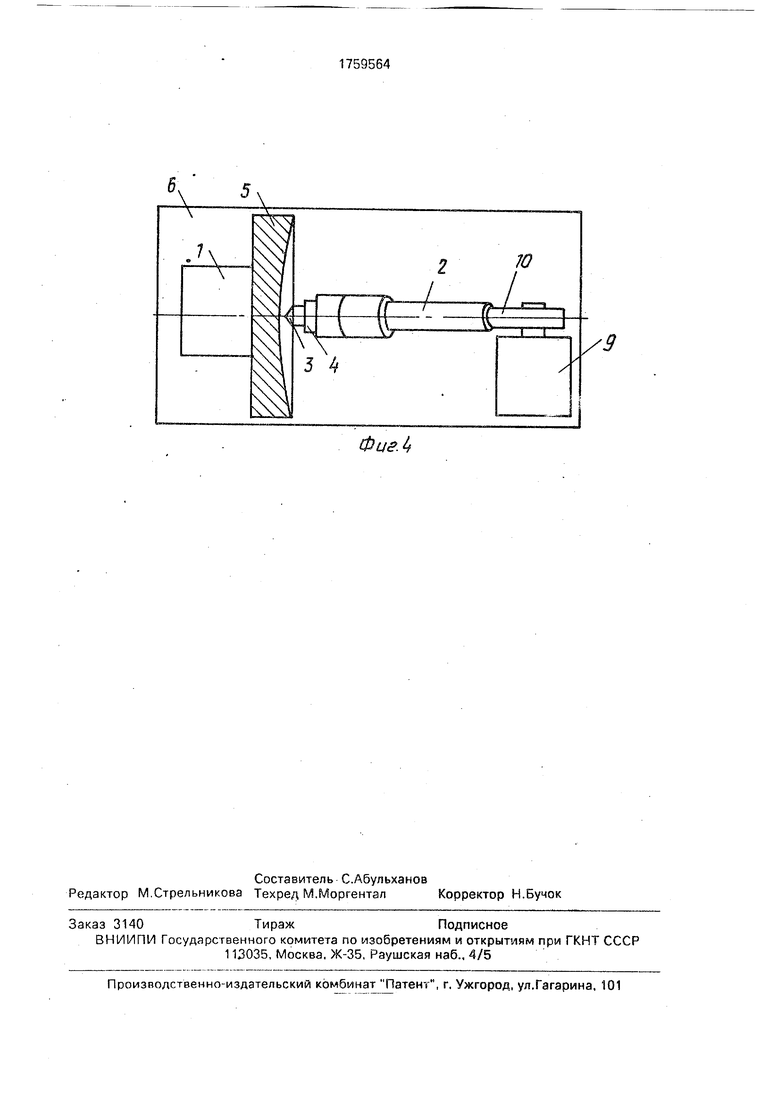
На фиг, 1 изображена схема обработки асферических поверхностей в плоскости, проходящей через оси шпинделя изделия и инструментального шпинделя; на фиг. 2 - то же, в пространственной системе координат; на фиг. 3 - устройство для обработка асферических поверхностей; на фиг. 4 -.то же, вид сверху.
На фиг. 1-4 горизонтальная стрелка с обозначением Д соответствует поступательному перемещению режущего инструмента, круговая стрелка с обозначением S соответствует направлению круговой подачи инструментального шпинделя величиной S, круговая стрелка с обозначением S(p соответствует направлению круговой подачи оси инструментального шпинделя
величиной S
РУстройство (фиг. 3-4) состоит из шпинделя 1 изделия, инструментального шпинделя 2, режущего инструмента 3, резцедержателя А, обрабатываемой детали 5, станины станка 6, исполнительного механизма 7, ручного привода 8, штанги 9, привод поворота 10 штанги 9,
При этом на станине 6 размещены шпиндель изделия с укрепленной деталью
5, привод поворота 10, ось которого соединена со штангой 9. На окончании штанги 9 укреплен инструментальный шпиндель 2 таким образом, чтобы его ось была перпенди- кулярна штанге 9 и лежала в одной
плоскости с ней. Инструментальный шпиндель 2 имеет резцедержатель 4 с режущим инструментом 3, исполнительный механизм 7, ручной привод 8. Кроме того, в механизме 7 установлен двигатель малых перемещенкй (не показан), например пьезоэлектрический, который соединен с размещенным в направляющей исполнительного механизма 7 резцедержателем 4 для закрепления режущего инструмента 3, а исполнительный
механизм 7 имеет возможность изменения параметра счет поворота его от привода 8. При этом привод поворота 10 обеспечивает поворот инструментального шпиндели 2 так, чтобы поворот проходил в
плоскости, проходящей через оси рабочего шпинделя.
Устройство работает следующим образом.
Шпиндель 1 фиксируют и закрепляют на
KSM деталь 5. Штангу 9 устанавливают на расчетный начальный угол р. На резцедержателе 4 устанавливают режущий инструмент 3 и приводом 8 настраивают на инструментальном шпинделе 2 исполнительный механизм 7. После указанных настроек инструментальному шпинделю сообщают круговую подачу S, а штанге 9 сообщают круговую подачу S ю . Согласованное с подачами S и S tn поступательное
0 перемещение А сообщают резцу 3. После гсго как резец 3 выйдет из контакт с деталью 5, работа устройства заканчивается.
Для токарной обработки асферических поверхностей симметричных относительно оси 4, а именно эллиптических параболоидов, необходимо, чтобы оси шпинделя для закрепления детали 5 и инструментального шпинделя 2 располагались в одной плоскости ZOY и устанавливались по отношению друг к другу перед началом обработки на расчетный угол . который определяется величиной большей оси (а) формиру- емого на обрабатываемой поверхности
детали 5 эллипса
arccos
Q
р 90°-Ј.
где R,c длина отрезка от точки А до точки N; R - длина отрезка от точки А до точки С (см. фиг. 1-2). Величина R.t определяется величиной меньшей оси (Ь) эллипса, формируемого на обрабатываемой поверхности детали 5, а именно
поверхностью принимается поверхность, имеющая общие диаметрально противоположные точки контакта с внешним диаметром асферической поверхности, 5В выбранной на фиг. 1 и 2 системе координат эллиптический параболоид выражается следующим уравнением


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Способ управления процессом механической обработки | 1985 |
|
SU1399071A1 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
Изобретение относится к станкостроению и может быть использовано при пояуие- нии оптических поверхностей на материалах, поддающихся сверхточной обработке резанием. Резец 3 в резцедержателе 4 движется по траектории, представляющей окружность, центр которой также движется по окружности со скоростью Sy, центр которой лежит на пересечении осей рабочего 1 и инструментального 2 шпинделей. При этом резцу 3 сообщают поступательное перемещение, согласованное с его вращениями 4 ил.
h R.J R - - Hu |2
где h - наибольшая глубина асферической поверхности от торца детали 5.
Режущий инструмент 3 с резцедержателем 4 установлен на инструментальном шпинделе 2 так, что направление его поступательного перемещения перпендикулярно оси инструментального шпинделя 2. При этом резцедержатель 4 вместе с режущим инструментом 3 совершает вращение относительно оси инструментального шпинделя 2 в плоскости, через которую проходит штанга 9, являющаяся радиусом вращения R инструментального шпинделя 2 в плоскости осей инструментального и рабочего шпинделей относительно оси, пересекающей ось рабочего шпинделя 1. Шпиндель 1, несущий обрабатываемую деталь 5, фиксируют, что исключает всякое его перемещение, инструментальному шпинделю 2 сообщают круговые подачи S и З соответ- ствующие вращению инструмента 3 в плоскости, перпендикулярной оси инструментального шпинделя 2, и вращению последнего в плоскости осей рабочего и инструментального шпинделей. Режущему инструменту 3 сообщают согласованное с круговыми подачами S и S ю поступательное перемещение А.
Величины круговых подач S и S / режущего инструмента 3 определяют исходя из расчетных режимов резания, а поступательное перемещение режущего инструмента А находят из параметров асферической поверхности.
Например, для обработки эллиптического параболлоида, имеющего в сечениях плоскостей, параллельных плоскости zoy, параболы г - ау, в сечениях плоскостей, параллельных плоскости zox, параболы х by, перемещение А, как функция от круговых подач S и S (п , равное отклонению между поверхностью ближайшей сферической поверхности от асферической в плоскости, проходящей через точки С и N и перпендикулярной оси инструментального шпинделя 2 (см, фиг. 1 и 2), легко определяется по геометрическим формулам. Под ближайшей к асферической сферической
10
,2
+
П)
Нормальное уравнение плоскости, проходящей через точки N и С, перпендикулярной оси инструментального шпинделя 2 и вращающейся относительной прямой параллельной оси ОХ и проходящей через точку С со скоростью 5ф , имеет вид (см. М.Я.Выгодский. Справочник по высшей ма- тематике. М., Наука, 19.75)
у +ZCQS Sy,t (RU + R)sin ,
(2)
линия пересечения поверхностей (1) и (2)
даст траекторию, которую должен описывать резец 3, а именно
ysin S т т + z cos S ф - (Ru + R) Sin t l- + --(y-h)
-0.
Если положить, что резец не совершает поступательного перемещения, а его вершина находится в точке N, тогда точка N находится на поверхности, описываемой уравнением
(R +Ru)sinStf -(R +Ru)COsSt 2 RU. (4)
При этом считается, что М совпадает с центром резцедержателя 4, т.е. точкой N, в момент, когда штанга 9 находится в крайнем верхнем или нижнем положении (см. фиг. 1-2).
Линия пересечения поверхностей (2) (4) дает траекторию, которую должен описать резец 3 при отсутствии перемещения А,
а именно
{х2 - у - (R + Ru ) sin + z + (R т Ru ) cosStj2 - Ru2}- ysln +
+ zcosS,pt-(Ru+ R )sin 0 (5)
Величина перемещения А есть отрсок, отсекаемый кривыми (3) и (5) от луча, проходящего через ось симметрии резца и имеющего уравнение прямой, проходящей через точки С и N
% Y - h + Ru + R
Ru cos S t Ru sin S t - R sin
1
R cos S(pi
Пересечение прямой (6) с (5) и (3) даст две точки, расстояние между которыми равно необходимому перемещению А резца 3 для конкретных величин углов поворота оси инструментального шпинделя 2 и штанги 9. При этом во внимание должны быть приняты только те точки, у которых у h.
Аналогично рассчитывается А и для других видов поверхностей, образующих асферические поверхности. В этом случае следы после резца образуют на обработанной поверхности близкие к эквидистантным линии, а ширина снимаемой при каждом проходе резца стружки примерно постоянная. Все это способствует снижению уровня шероховатости и повышению точности обработки.
Согласованное с S и Sp перемещение А резца 3 предварительно табулируется с необходимой точностью, после этого заносится с пульта запоминающее устройство (не показано), которое с необходимой частотой выдает сигналы на исполнительный механизм.
Формула изобретения
Устройство для обработки асферических поверхностей точением, содержащее станину со шпинделем изделия и инструментальным шпинделем с резцедержателем, установленным под углом к оси рабочего шпинделя, и исполнительный механизм, один конец которого соединен с резцедержателем, а другой установлен на инструментальном шпинделе с возможностью поворота и предназначен для ориентации резцедержателя вдоль оси шпинделя изделия, отличающееся тем, что, с целью повышения качества обработки за счет расположения рисок от резца в виде эквидистантных линий, инструментальный шпиндель установлен на станине с возможностью вращения в плоскости, проходящей через ось шпинделя изделия и точки пересечения осей шпинделя изделия и инструментального шпинделя.
Й/Л/
PUrЈ
Фиг.З
V ч
Фие.4
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
