Изобретение относится к машиностроению, в частности, станкостроению. Станки, в которых предлагается применять способ ультразвукового шлифования прецизионных деталей, могут широко испльзоваться для особо точной производительной обработки деталей из традициопны.ч материалов (закаленные стали, твердые сплавы и др.) и современных материалов (ситаллы, титановые сплавы, алмазы, ферриты, рубины, бериллиевая керамика и др.) при формообразовании отверстий, резьб, пазов на предприятиях металлообрабатываюшей, электронной и радиопромышленности.
Известен способ прецизионного шлифования деталей с сообщением инструменту при обработке их внутренних поверхостей возвратно-поступательного движения с изменяемым в процессе обработки эксцентриситетом.
Однако этот способ имеет низкую производительность процесса обработки, невозможна обработка ряда специальных материалов (сверхтвердых, хрупких и т. п.), кроме того, такой способ обуславливает осуществление процесса шлифования на сверхвысоких оборотах при малых диаметрах инструмента (так, при обычно применяемых окружных скоростях порядка 20 м/сек и более диаметра инструмента 1 мм число оборотов составляет более 380000 об/мин). Это вызывает необходимость применения специального высокооборотного привода, значительно усложняющего конструкцию станка.
Цель изобретения - повышение производительности обработки при одновременном уменьшении окружных скоростей инструмента.
Это достигается тем, что инструменту дополнительно сообщаются ультразвуковые колебания в осевом направленнии при соотношении максимальной скорости ультразвукового колебательного движения инструмента к
его суммарной окружной скорости вращательного и планетарного движений в пределах 1,5-15.
Обеспечени максимальной производительности в предлагаемом спесобе обеспечивается
за счет выбора оптимального соотношения между максимальной скоростью колебательного движения инструмента V км макс и его суммарной окружной скоростью вращательного и планетарного движений (Fon + Von),
причем У ои - скорость резания от планетар-, ного движения т.е. на диаметре D , где е - эксцентриситет, d „ - диаметр инструмента.
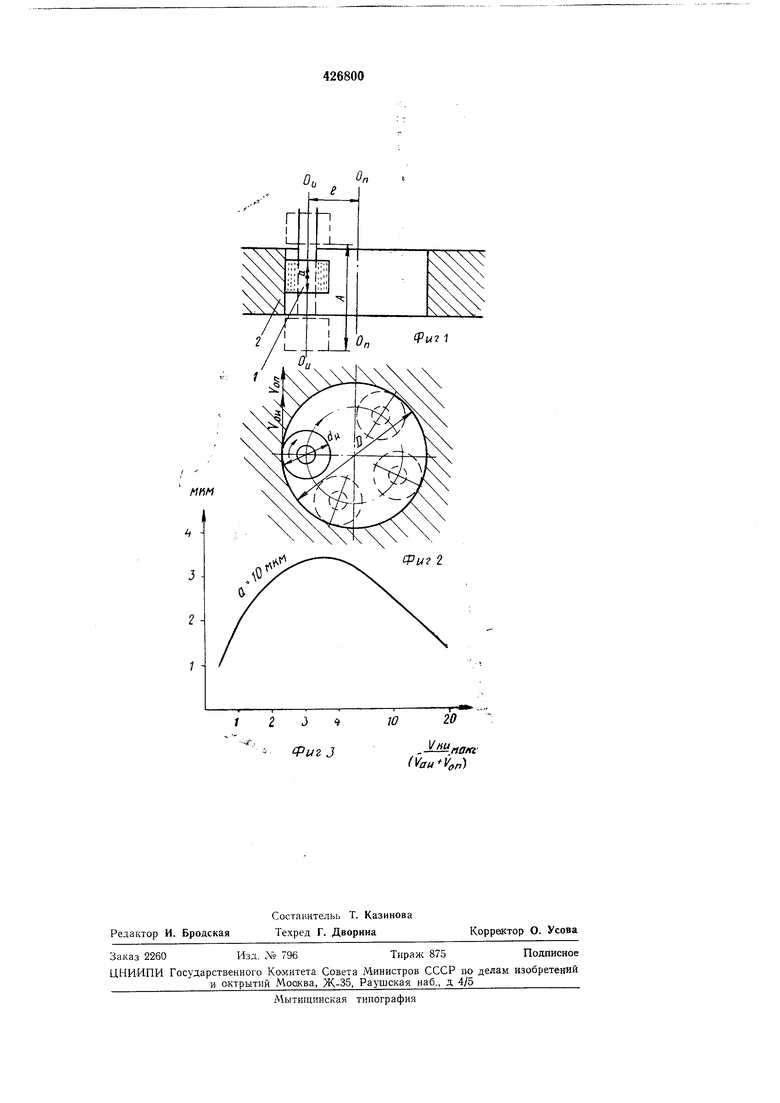
На фиг. 1 показана схема шлифования по
предлагаемому способу; на фиг. 2-то лее, вид
сверху; на фиг. 3 - график зависимости удель(мкм ) от соотношения скоростей
ного съема
/
М
1/КН „,акс ()
Алмазно-абразивному инструменту /, диаметр которого меньше диаметра обрабатываемого отверстия, сообщается вращательное движение относительно оси 0„О„ с окружной скоростью Кон, планетарное - относительно оси. О„ О|, (для обрабатываемого отверстия совпадающей с координатной размещения его оси) с окружной скоростью FO,I , а также низкочастотное возвратно-поступательное с амплитудой- А, величина которой устанавливается так, чтобы щлифование отверстия в детали 2 происходило по всей длине.
Оновременно инструменту сообщают ультразвуковые колебания с амплитудой а.
Из графика на, фиг. 3 видно, что удельный съем особенно быстро увеличивается при соотношении скоростей от 1 до 3,5. Мар сималь IilKCо г
ныи съем наблюдается при -п:г- -З.Ь.
(о.,-- 1/оп)
От максимума вправо ветвь кривой имеет мньшую крутизну, что может быть использовано при обработке отверстий малого диаметра, где из-за ограниченных верхних пределов оборотов инсртумента и планетарного движения соотношение скоростей будет больше 3.5, а величина съема уменьшится незначительно. Учитывая этот фактор и повышение производительности в 2-8 раз при предлагаемом способе по сравнению с обычным предизионным координатным шлифованием, зона рабо„ макс
чих. соотнош«ини скоростей / ;J
V Г /
может.; быть расширена, особенно вправо.
Процесс обработки проводят при определенном- оптимальном соотношении максимальной скорости колебательного движения инструмента к его суммарной окружной скорости вращательного и планетарного движений, выбираемом в пределах 1,5-15.
Такой способ обеспечивает оптимальную производительность при обычных окружных скоростях (порядка 3000 од/мин) инструмента независимо от его диаметра. При этом производительность обработки повышается в 2-
8 раз по сравнению с известным способом обработки на координатно-шлифовальных станках.
В станках, работающих по предлагаемому способу, не требуется установка специального высокооборотного привода и обеспечивается возможность создания единого привода для планетарного и вращательного движений в связи- с низким передаточным отношением.
Пердмет изобретения
Способ прецизионного шлифования деталей, в котором инструменту в процессе обработки сообщают вращательное движение вокруг своей оси, .планетарное движение с изменяемы.м в процессе обработки эксцентриситетом и возвратно-поступательное движение в осевом иаправлеиии, отличающийся тем, что,
с целью повышения производительности обработки при одновременном уменьшении окружных скоростей инструмента, ему дополнительно сообщают ультразвуковые колебания в осевом направлении при соотношении максимальной скорости ультразвукового колебательного движения к его суммарной окружной скорости вращательного и планетарного движений в пределах 1,5-15.
MhM
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| Способ плоского шлифования | 1979 |
|
SU884972A1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
r 2 J i Риг J
JO20
,1тнап(,)
