(54) СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования сферических поверхностей | 1980 |
|
SU942953A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| Способ шлифования | 1985 |
|
SU1274906A2 |
| Способ обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU651673A3 |
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240219C1 |
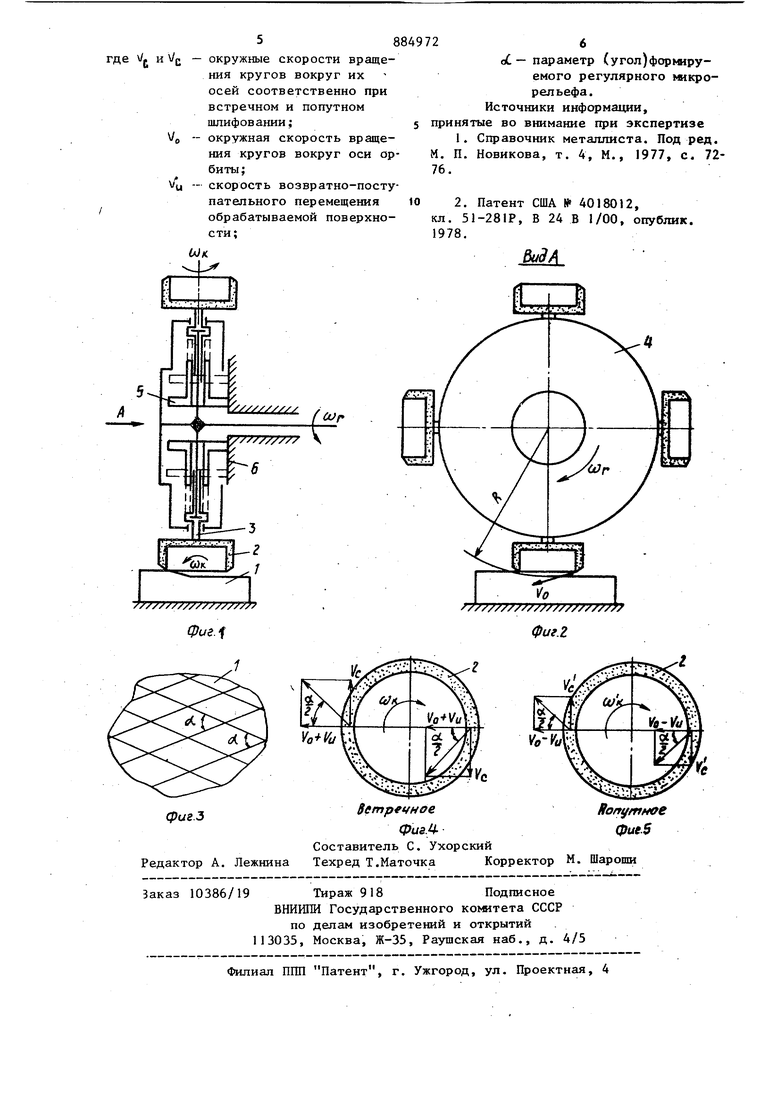
Изобретение откосится к абразивной обработке и может быть использовано при шлифовании плоских деталей, работающих в условиях высоких контактных давлений. Известен способ шлифования плоских поверхностей с помощью инструмента, выполненного в виде цилиндрической либо конической чашки, на станках с возвратно-поступательным движением стола, предусматривающий вращение инструмента вокруг оси, перпендикулярно обрабатываемой поверхности, возвратно поступательное перемещение обрабатываемой поверхности и осевую подачу инструмента, обеспечивающую съем припуска 13 . Однако указанный способ не обеспечивает высокой размерной стойкости инструмента при обработке плоских поверхностей, имеющих большие габариты. Известен также способ плоского шлифования, заключающийся в том, что его осуществляют с помощью нескольких абразивных кругов, вращающихся вокруг своих осей и по орбите вокруг оси, которая направлена перпендикулярно к направлению перемещения заготовки. Этот cnoqo6 обеспечивает высокую размерную стойкость абразивного инструмента и хорошие геометрические и физико-механические показатели качества поверхностного слоя 23. Однако известный способ не обеспечивает формирование на шлифуемой поверхности регулярного микрорельефа и управление его параметрами. Цель изобретения - формирование на шлифуемой поверхности ьшкрорепьефа и управление его параметрами. Поставленная цель достигается тем, что оси кругов располагают перпендикулярно оси орбитального вращения, при этом оба вращения связывают между собой, исходя из условия Vj « (/о + Уц) tg - для встречного шлифов ания 3 Ч; -для попутного шлифования, где ( и /g - окружные скорости враще ния кругов вокруг их осей соответственно при встречном и попутном . шлифовании; /о - окружная скорость вращения кругов вокруг оси орбиты; /ц - скорость возвратно-поступательного перемещения обрабатываемой поверхности;сС - диаметр (.угол) формируемого регулярного микрорельефа. На фиг. 1 показано устройство для реализации предлагаемого способа, схема; на фиг-.. 2 - вид А на фиг. 1; на фиг. 3 - геометрия микрорельефа поверхности; на фиг. 4 и 5 - схемы для расчета геометрии микронеровностей при встречном и попутном шлифоваОбработку осуществляют на ппоскощлифовальном станке, на столе которого устанавливают обрабатываемую деталь 1. Абразивные инструменты 2 расположены на осях сателлитов 3 планетарного механизма, корпус которого 4 установлен на шпинделе станка, и по лучают от него вращение с угловой ско ростью Wr . При вращении корпуса ппанетарного механизма за счет фрикционНОЙ связи подвижного ролика 5 с непод вижным фрикционным диском 6 получают вращение сателлит и вместе с ним абра зивньш инструмент с угловой скоростью CUj. Таким образом, чашечный абразивный инструмент совершает сложное движение суммарный вектор скорости каждой точки которого складывается из двух составляющих: окружной скорости Vg (y/g ) вращения вокруг своей оси и окружной скорости Ч вращения круга по орбите вокруг оси параллельной обрабатываемой поверхности. Соотношение мехаду этими составляющими, можно изменять, меняя .передаточное отношение планетар ного механизма путем перемещения под вижного, ролика. 5, при этом суммарный вектор скорости зерна инструмента бу дет составлять различный угол с вектором скорости возвратно-поступатель ного перемещения обрабатываемой повер ности (/и) . которым определяется уг-;; 2 ловой параметр (сзС) формируемого регулярного микрорельефа (фиг, 3J . В процессе возвратно-поступательного перемещения обрабатываемой поверхности относительно планетарной головки осуществляется съем припуска и формирование требуемого микрорельефа шлифуемой поверхности. Для осуществления способа приводят во вращение планетарный механизм с угловой скоростью , задают возвратно-поступательйое перемещение обрабатьшаемой поверхности со скоростью Vu при изменении направления возвратнопоступательного перемещения обрабатываемой поверхности инструменту сообщают .движение поперечной подачи и задают соотношение между скоростями вращения шлифовальных кругов вокруг своих осей и оси орбиты определяемое еле- . дукици№1 выражениями: с /0 -для встречно,го шлифования, /j. (/j, - Уц) tg -для попутного , .шлифования. Максимальное и минимальное значение углов сС определяется диапазоном изменения передаточного отношения используемого планетарного механизма. Предлагавмэ1й способ позволяет формировать регулярный микрорельеф на поверхностях деталей машины, за счет чего улучшается прирабатываемость .поверхностей, повышается их износостойкость, улучшается тшавность хода и бесшумность сопряжения, повьш1ается усталостная прочность и коррозионная стойкость деталей. Формула изобретения Способ плоского шлифования, заключающийся в том, что его осуществляют с помощью нескольких абразивных кругов, вращающихся вокруг своих осей и по орбите вокруг оси, перпендикулярной направлению перемещения заготовки, отличающийся тем, что, с целью форкмрования на шлифуемой поверхности микрорельефа и управления его пapa leтpaми, оси абразивных KjpyroB располагают перпендикулярно оси орбитального вращения, при этом оба вращения связывают между собой, исходя, из условия с о V f встречного шлифованияо 14)95 попутноIго шлифования
