Изобретение относится к вычислительной технике, в частности к технологическому оборудованию для изготовления адресных жгутов запоминающих устройств трансформаторного типа.
Цель изобретения - повышение надежности и быстродействия устройств.
На фиг. 1-7 показано предлагаемое устройство.
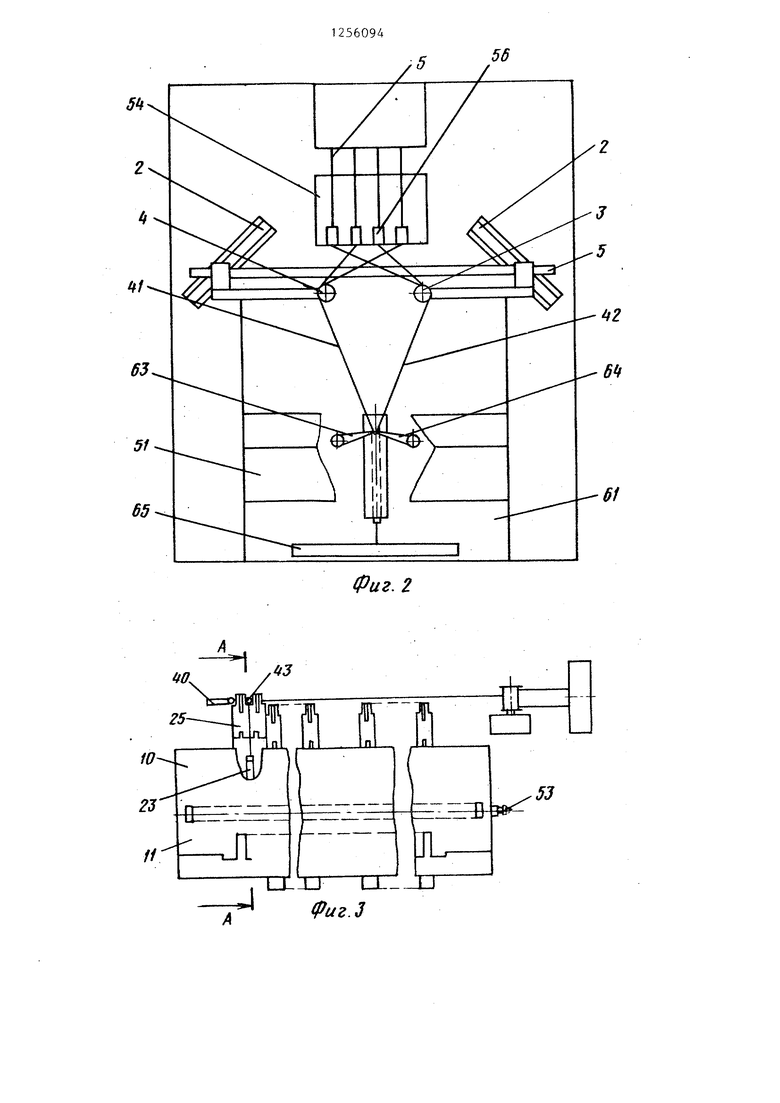
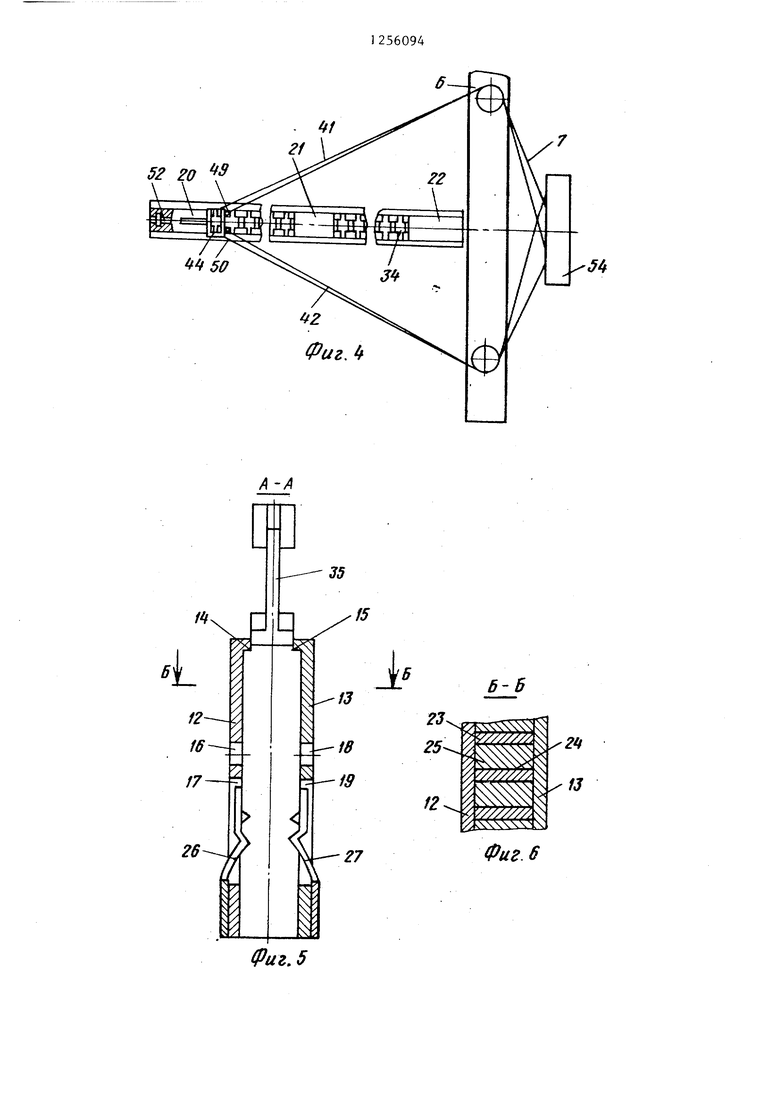
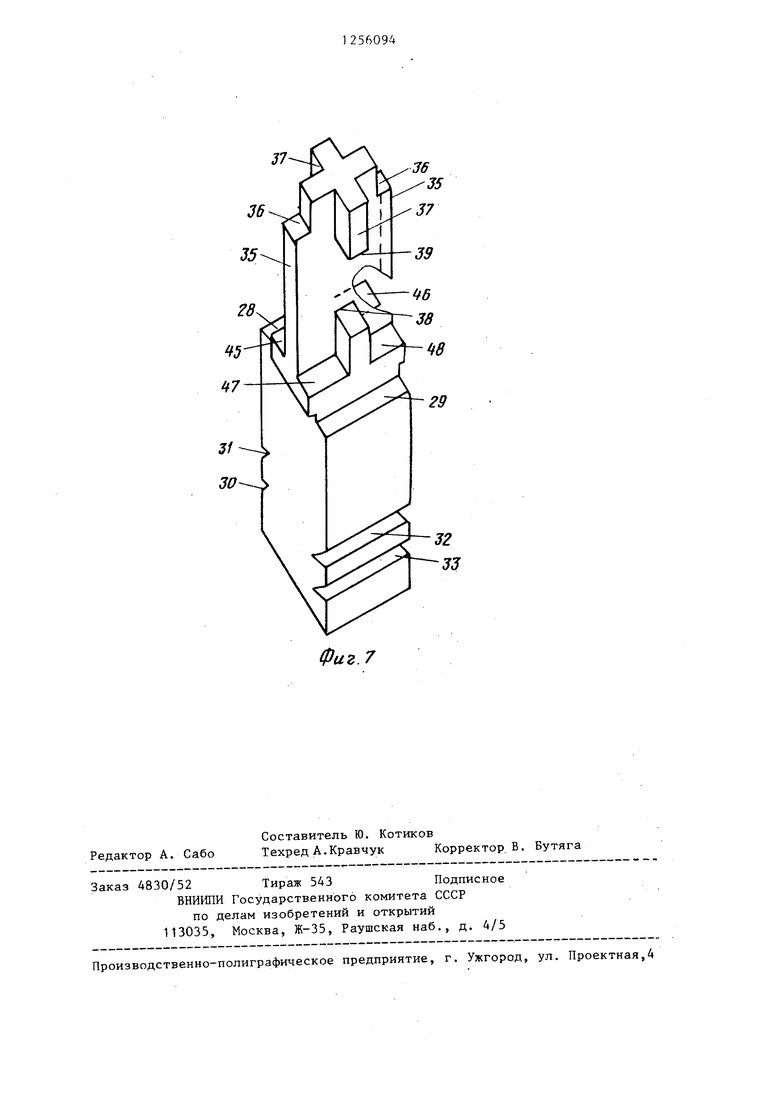
Устройство состоит из основания 1 с направляющими 2 для линеек 3 и 4, траверсы 5 механизма разведения 6 укладываемых проводов 7, связанного рычагами 8 с кулачками 9, магазина 10, корпус 11 которого состоит из Г-образных направляющих 12 и 13 с упорами-ограничителями 14 и 15, прямоугольными пазами 16 и 17 на направляющей 12 и пазами 18 и 19 на направляющей 13, при этом направляющие 12 и 13 связаны опорами 20-22, а стойки 23 образуют с направляющими гнезда 24, в которых установлены шаблоны 25, в пазах 17 и 19 установлены пластинчатые пружины 26 и 27, которые фиксируют шаблон 25 в нижнем или верхнем положениях. Шаблон 25 в верхней части имеет крестообразную форму 34, его два ребра 35 параллельны
1
направляющим 12 и 13 и в верхней час- 30 нитов 55 толкатель 62 выталкивает ти имеют уступы 36, а ребра 37 пер- шаблон 25 в зону разведенных провопендикулярны направляющим 12 и 13 и имеют пазы 38, при этом верхняя плоскость 39 пазов ниже уступов 36.
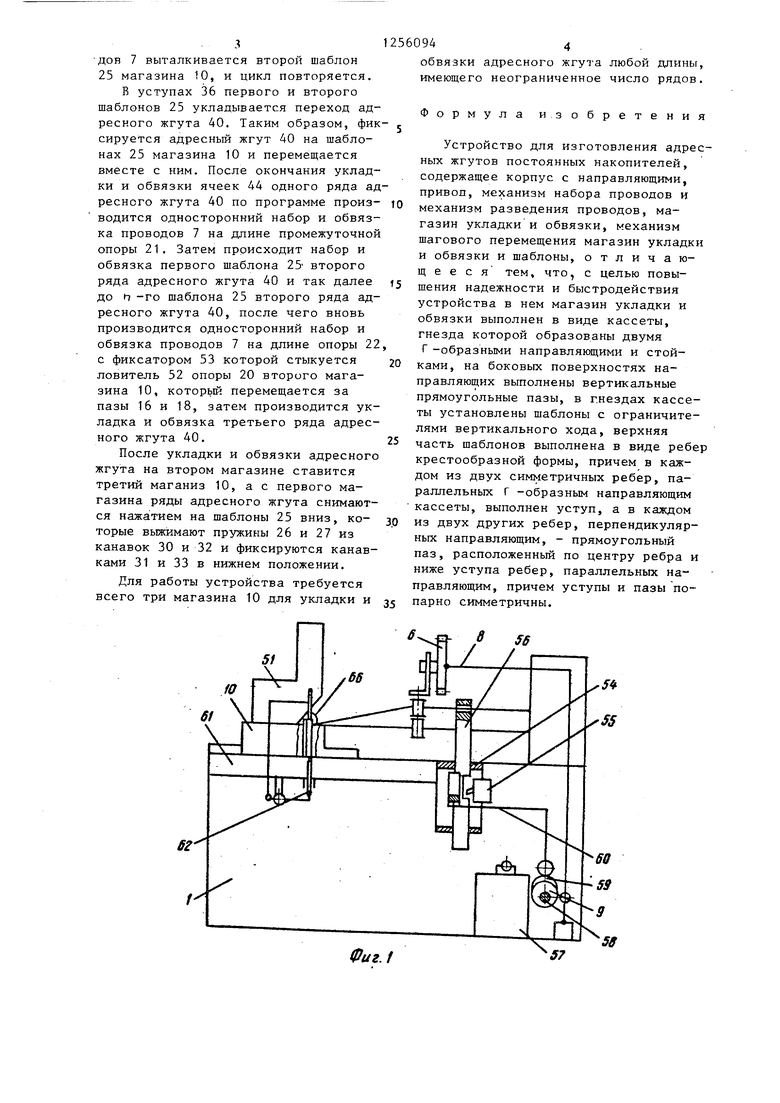
Магазин 10 имеет 2п, например 36, 35 шаблонов 25, где h - число шаблонов 25 в одном ряду адресного жгута 40, состоящего из левого 41, правого 42 стволов, перехода 43 и ячеек 44, об- разованньпс проводами 7 на угловых 40 пазах 45-48 шаблона 25 и иглах 49 и 50 механизма 51 обвязки, опора 20 магазина 10 имеет ловитель 52, а на, опоре 22 есть фиксатор 53.
На основании 1 установлен механизм 54 набора проводов с электромагнитами 55 и толкателями 56, привод 57 кинематически связан с распределительным валом 58 с кулачком 59,
50
дов, при этом уступы 36 устанавливаются под проводами 7, а упоры 28 и 29 доходят до ограничителей 14 и 15 направляющих 12 и 13 соответственно. В зону разведенных проводов (в угловые пазы 45 и 46 шаблона 25) опускаются иглы 49 и 50 с нитками 66 В пазы 38 шаблонов 25 проходят пет- лителя 63 и 64 механизма 51 обвязки к иглам 49 и 50 для петлеобразования. После внутреннего петлеобразования иглы 49 и 50 поднимаются и производится внешнее петлеобразование, затем магазин 10 за пазы 16 и 18 перемещается механизмом 61 до пазов 47 и 48 шаблона 25. Иглы 49 и 50 с нитками 66 опускаются в угловые па зы. 47 и 48, цикл внутреннего петлеоб разования повторяется, затем иглы 49 и 50 поднимаются и повторяется цикл внешнего петлеобразования.
взаимодействующим с рьиагами 60 толкателей 56, механизм шагового перемещения 61 имеет толкатель 62 и кинематически связан с петлителями 63 и.64 и иглами 49 и 50. Установочное приспособление 65 обеспечивает зажим на- 55 водов 7 первой ячейки 44.адресного чальных концов проводов 7, а нитки жгута 40 и происходит отбор проводов 66 служат для обвязки адресныхжгу- 7 по программе на вторую ячейку 44, тов 40.юсле чего в зону разведенных провоПроизводится сброс программы про2560942
Устройство работает следующим образом.
По сигналу с блока управления (не показан) механизм 54 набора проводов
5 с помощью электромагнитов 55 освобождает толкатели 56 с проводами 7 и от привода 57 приводится во вращение распределительный вал 58, кулачок 59 которого рычагами 60 поднимает тол10 катели 56 с набранными по программе проводами 7. При дальнейшем вращении распределительного вала 58 кулачок 9 с помощью рычагов 8 перемещают траверсу 5 с линейками 3 и 4 по направляю15 юшим 2. Линейка 3 захватывает верхние провода 7 в правый ствол 42, а линейка 4 - нижние провода 7 в левый ствол 41 адресного жгута 40.
Все шаблоны 25 магазина 10 предварительно утоплены вниз таким образом, что провода 7 проходят над утопленными шаблонами 25, которые зафиксируются канавками 31 и 33 пружинами 26 и 27.
Концы проводов 7, т.е. начало адресного жгута зажаты в приспособлении 65, а сами провода по программе отобраны в левый 41 ив правый 42 стволы. При срабатывании электромаг20
25
дов, при этом уступы 36 устанавливаются под проводами 7, а упоры 28 и 29 доходят до ограничителей 14 и 15 направляющих 12 и 13 соответственно. В зону разведенных проводов (в угловые пазы 45 и 46 шаблона 25) опускаются иглы 49 и 50 с нитками 66. В пазы 38 шаблонов 25 проходят пет- лителя 63 и 64 механизма 51 обвязки к иглам 49 и 50 для петлеобразования. После внутреннего петлеобразования иглы 49 и 50 поднимаются и производится внешнее петлеобразование, затем магазин 10 за пазы 16 и 18 перемещается механизмом 61 до пазов 47 и 48 шаблона 25. Иглы 49 и 50 с нитками 66 опускаются в угловые пазы. 47 и 48, цикл внутреннего петлеобразования повторяется, затем иглы 49 и 50 поднимаются и повторяется цикл внешнего петлеобразования.
водов 7 первой ячейки 44.адресного жгута 40 и происходит отбор проводов 7 по программе на вторую ячейку 44, юсле чего в зону разведенных провоов 7 первой ячейки 44.адресного та 40 и происходит отбор проводов о программе на вторую ячейку 44, ле чего в зону разведенных провоПроизводится сброс программы проов 7 выталкивается второй шаблон 5 магазина 10, и цикл повторяется.
В уступах 36 первого и второго шаблонов 25 укладывается переход адресного жгута 40. Таким образом, фик- 5 сируется адресный жгут 40 на шаблонах 25 магазина Ю и перемещается вместе с ним. После окончания уклад- ки и обвязки ячеек 44 одного ряда адресного жгута 40 по программе произ- ю водится односторонний набор и обвязка проводов 7 на длине промежуточной опоры 21. Затем происходит набор и обвязка первого шаблона 23 второго ряда адресного жгута 40 и так далее 15 до п -го шаблона 25 второго ряда ад ресного жгута 40, после чего вновь производится односторонний набор и обвязка проводов 7 на длине опоры 22, с фиксатором 53 которой стыкуется 20 ловитель 52 опоры 20 второго магазина 10, которьш перемещается за пазы 16 и 18, затем производится укладка и обвязка третьего ряда адресного жгута 40.
После укладки и обвязки адресного жгута на втором магазине ставится третий маганиз 10, а с первого магазина ряды адресного жгута снимаются нажатием на шаблоны 25 вниз, ко- з.О торые выжимают пружины 26 и 27 из канавок 30 и 32 и фиксируются канавками 31 и 33 в нижнем положении.
Для работы устройства требуется всего три магазина 10 для укладки и 35
25
12560944
обвязки адресного жгута любой дпины, имеющего неограниченное число рядов.
Формула
и
3 обретения
0
.О
5
5
Устройство для изготовления адресных жгутов постоянных накопителей, содержащее корпус с направляющими, привод, механизм набора проводов и механизм разведения проводов, магазин укладки и обвязки, механизм шагового перемещения магазин укладки и обвязки и шаблоны, отличающееся тем, что, с целью повышения надежности и быстродействия устройства в нем магазин укладки и обвязки выполнен в виде кассеты, гнезда которой образованы двумя Г-образными направляющими и стойками, на боковых поверхностях направляющих вьтолнены вертикальные прямоугольные пазы, в гнездах кассеты установлены шаблоны с ограничителями вертикального хода, верхняя часть шаблонов выполнена в виде ребер крестообразной формы, причем в каждом из двух симметричных ребер, параллельных Г -образным направляющим кассеты, выполнен уступ, а в каждом из двух других ребер, перпендикулярных направляющим, - прямоугольный паз, расположенный по центру ребра и ниже уступа ребер, параллельных направляющим, причем уступы и пазы попарно симметричны.
ff S6
Фиг.
5ft
65
51
65
iX
6f
Фиг. 2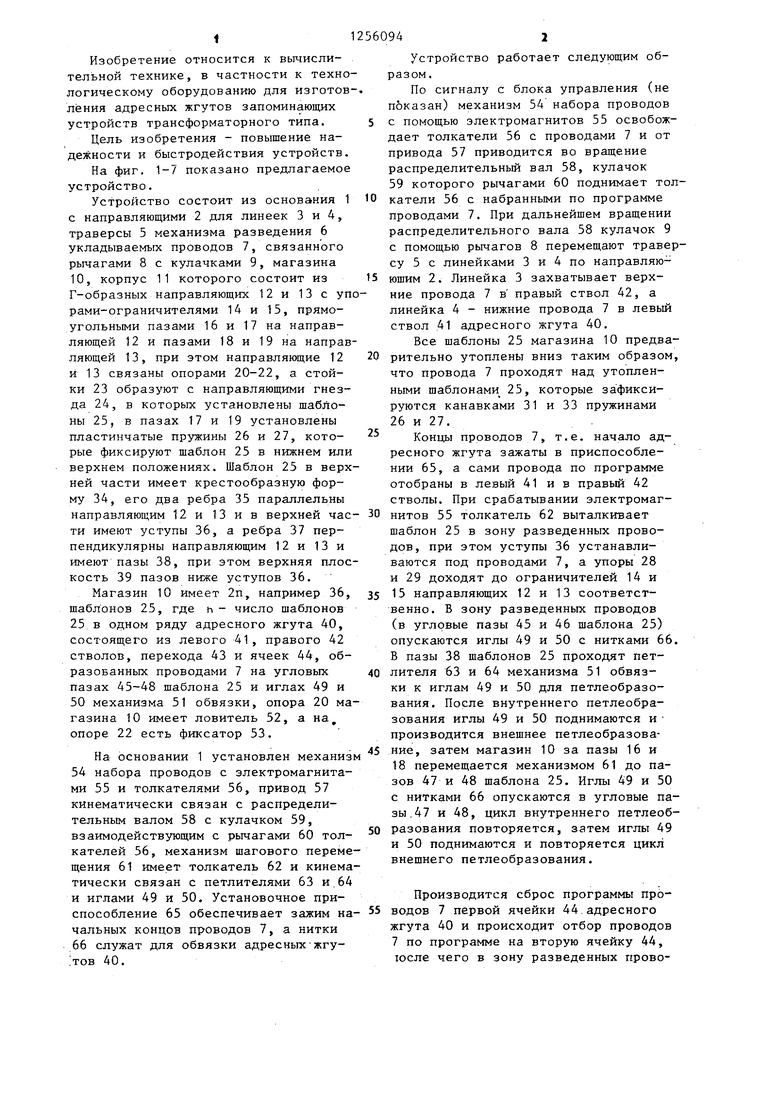
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления адресных жгутов постоянных накопителей | 1977 |
|
SU743025A1 |
| Устройство формирования кодовых жгутов для постоянной памяти | 1982 |
|
SU1261008A1 |
| Устройство для изготовления кодовых жгутов долговременной памяти трансформаторного типа | 1983 |
|
SU1203590A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ АДРЕСНЫХ ПРОВОДОВ ДОЛГОВРЕМЕННЫХ ЗАПОМИНАЮЩИХ УСТРОЙСТВ ТРАНСФОРМАТОРНОГО ТИПА | 1972 |
|
SU427376A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1983 |
|
SU1117707A1 |
| Машина для сшивания сетного полотна | 1976 |
|
SU820292A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1117706A1 |
| Способ изготовления жгутов из проводов | 1991 |
|
SU1811046A1 |
Изобретение относится к вычислительной технике, в частности к технологическому оборудованию для изготовления адресных жгутов запоминающих устройств трансформаторного типа. Цель изобретения - повьппение надежности изготовления адресных жгутов и увеличение производительности в в работе путем выполнения магазина укладки и обвязки адресных жгутов в виде кассеты. Устройство содержит основание с направляющими, линейками, траверсой, механизм разведения проводов, м&газин, выполненньш в виде кассеты из Г-образных направляющих с упорами, и шаблон. На основании установлен механизм набора проводов с электромагнитами и толкателями, привод кинематически связан с- распределительным в алом и кулачком, взаимодействующим с рычагами и толкателями, механизм шагового перемещения имеет толкатель и кинематически связан с петлителями и иглами. Установочное приспособление служит для зижима начальных концов проводов. Для работы устройства требуются всего три магазина для укладки и обвязки адресного жгута любой длины, имеющего неограниченное число рядов. 7 ил. а S (Л ГС СП О) со 4
11
52 20
ХД-Л.
Г7
50
/4х П
/J
-1В -19
27
i,
5-Ь
12
Фиг. 6
Фиг. 5
37
фиг.7
Редактор А. Сабо
Составитель Ю. Котиков
Техред А.Кравчук Корректор В. Бутяга
Заказ 4830/52 Тираж 543Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ АДРЕСНЫХ ПРОВОДОВ ДОЛГОВРЕМЕННЫХ ЗАПОМИНАЮЩИХ УСТРОЙСТВ ТРАНСФОРМАТОРНОГО ТИПА | 1972 |
|
SU427376A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для изготовления адресных жгутов постоянных накопителей | 1977 |
|
SU743025A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
