Изобретение относится к упаковочной технике, а именно к устройствам для изготовления оболочек и их наполнения сигаретами, и может найти применение в табачной промышленности.
Известны устройства данного назначения, содержащие бесконечный цепной конвейер со стержнями, держателями для изготовления оболочек, транспортер для подачи блоков сигарет, магазин для заготовок оболочек, приспособление загибания оболочек, .нагревательные элементы и захваты для переноса оболочек на транспортер.
В таких устройствах каждый стержень состоит из двух частей - одной (основной), закрепленной на цепи конвейера, и другой, подвижной относительно первой.
Подвижная часть выполнена с возможностью смещения относительно основной для снятия готовых оболочек.
Такое выполнение стержней усложняет конструкцию устройства, снижает скорость конвейера, а следовательно н производительность.
Отличительной особенностью предлагаемого устройства является то, что каждый стержень выполнен в виде прямоугольного параллелепипеда с, по меньщей мере, одной вогнутой продольной гранью.
Устройство це 1есообразно снабдить прижимам.и для запечатывания оболочек, выполненными в виде щеток.
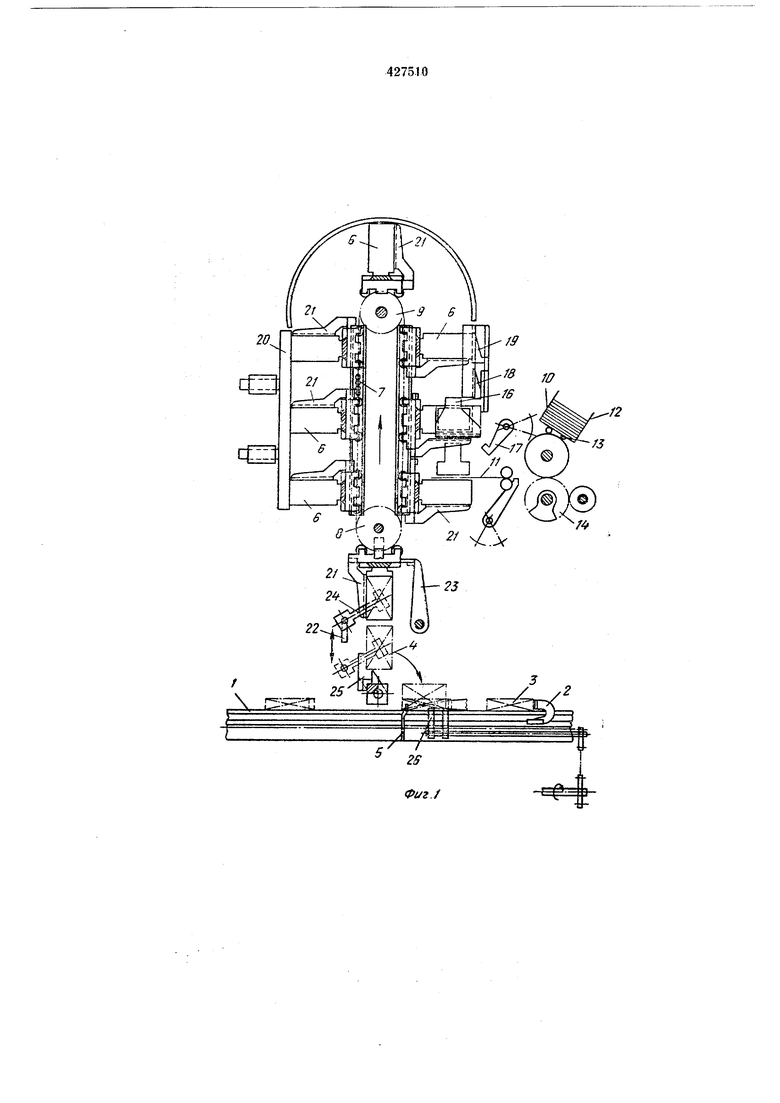
На фит. 1 схематично изображено предлагаемое устройство, вид сбоку несущих стержней; на фиг. 2 - стержень при приеме заготовки оболочки, вертикальный разрез; на фиг. 3 - схема положения стержня со щеткам. при образовании оболочки путем «ажима
щетками на боковые грани; на фиг. 4 -схема окончания образования продольного загиба оболочки; на фиг. 5 - схема положения стержня при получении готовой oб0vтoчки. Устройство содержит бесконечный транспортер 1 для перемещения -при помощи крюка 2 блоков сигарет 3 т приспособление для изготовления и подачи на транспортер / оболочек 4. В оболочки 4 с помощью упора 5 вдвигаются блоки сигарет 3.
Приспособление для изготовления оболочек 4 включает сиабженный стержнями 6 цепной конвейер 7 с приводным 8 и натяжным 9 роликами.
Конвейер 7 имеет два прямолинейных участка, на которых и происходит образование оболоч ки. Около конвейера смонтирован механизм 10 для тюдвода заготовок 11 оболочек, которые размещены в магазине 12. Заготовки извлекаются пневмоприсоской 13 и передаются сегментом 14, который при этом на опреде аенные их участкн поверхности наносит клей.:
Каждый стержень 6 представляет собой прямоугольный параллелепипед с, по меньшей мере, одной вогнутой продольной гранью 16.
|По ходу движения конвейера 7 смонтированы приспособления 16 для загибания концов оболочки, палец 17 для загнба и выравниватели 18 и 19 основания оболочки. С другой стороны конвейера 7 смонтированы нагревательные элементы 20.
Рядом с каждым стержнем 6 к цепи конвейера 7 прикреплен держатель 21, служащий для воздействия на склеивающийся шов оболочки.
Ниже приводного ролика 8 смонтировано устройство 22 для передачи оболочек на конвейер 1. Для освобождения оболочек от держателей имеется рычаг 23.
Вогнутые грани 15 каждого стержня 6 обеспечивают получение готовых оболочек, свободно сидящих на стержнях, т. е. легкосъемных с них.
Образование оболочек происходит еледующим образом.
С помощью пневмоприсоса 13 заготовка 7/ оболочки извлекается из магазина 12. Затем сегмент 14 «аносит на определенные участки ее поверхности клей и при помощи рычага размещает ее перед очередным стержнем 6 (см. фиг. 1). После этого заготовка огибает стержень и покрывает его боковые грани 15. На оболочки прн этом воздействуют щетки (см. фиг. 3), прижимая ее к граням 15. Затем от стержня отходит дерн атель 21, и приспособление 16 загибает концы заготовки (см. фиг. 4). Образуется продольный шов, к которому подходит держатель 21 н фиксирует его. На следующем этапе происходит загиб основания
оболочки пр,и помощи пальца 17 и выравнивателей 18 и 19.
Образованная вокруг стержня оболочка свободно облегает его (см. фиг. 5). Затем стержень с готовой оболочкой проходит мимо нагревательных элементов 20, при этом закрепляется их склеенное основание. Под воздействием рычага 23 на держатель 21 последний отходит, освобожденная оболочка стягивается со стержня захватом 24. Последний совершает возвратно-поступательное движение в вертикальной плоскости и снабжен пневмодрисосками. Снятая со стержня, обо. ломка попадает на захват 25, который поворачивается вокруг оси и передает ее узкой стороной на транспортер 1. Рычаг 26 переворачивает ее на широкую грань, и оболочка готова для приема очередного блока. Упор 5 удерживает ее на месте до тех пор, пока в нее не войдет блок сигарет.
Предмет изобретения
1.Устройство для изготовления и наполнения оболочек сигаретами, содержащее бесконечный Цепной конвейер со стержнями, держателями для изготовления оболочек, транспортер для сигарет, магазин для заготовок оболочек, приспособление для загибания оболочки, нагревательные элементы и захваты для переноса оболочки на транспортер, отличающееся тем, что, с целью упрощения конструкции, каждый стержень выполнен в виде прямоугольного параллелепипеда с, по меньшей мере, одной вогнутой продольной гранью.
2.Устройство по п. 1, отличающееся тем, что оно имеет прижимы для запечатывания оболочек, представляющие собой щетки.
Фиг./ d
Фиг
Ф1/г 5 ::