Изобретение относится к области упаковки пластичных материалов, жидких или полужидких продуктов или смесей твердых и жидких продуктов в тару в виде пакетов коробчатой формы и может быть использовано в пищевой промышленности, например, при заполнении бумажных пакетов соком, молоком, йогуртом и т. п. продуктами.
Известна установка роторного типа для формирования пакетов коробчатой формы и заполнения их текучим (жидким) продуктом, которая содержит магазин-питатель заготовок пакетов в виде бланков, выполненный с возможностью обеспечения механической подачи бланков и насаживания их на радиальные оправки ротора, обеспечивающего их последовательное взаимодействие с устройствами для формирования, нагревания и запечатывания дна пакетов, наполнительную систему, связанную с конвейером, и шаговый механизм для передвигания пакетов и обеспечения операций их заполнения и последующего формирования, нагревания и запечатывания верха пакетов при их взаимодействии с соответствующими устройствами (см. EP N 0079560, МКИ B 65 B 3/02, опубл. 25.05.1983).
Также известна установка роторного типа, аналогичная вышеописанной, в которой для подачи бланков и насаживания их на радиальные оправки вращающегося ротора использован пневмозахват (см. EP N 0575008, МКИ B 65 B 3/02, опубл. 04.09.1993).
Недостатки указанных установок роторного типа заключаются в том, что они имеют сложные механические узлы формирования и запечатывания дна пакета и сложные кинематические связи как для обеспечения синхронизации операций, выполняемых названными узлами при их прямолинейных перемещениях, с вращательным движением ротора, так и для преобразования вращательного движения привода конвейера от электродвигателя в шаговое перемещение конвейера с помощью специального устройства. Такие установки имеют сложные кинематические связи между узлами и значительную энергоемкость.
Известна установка, содержащая оправку для заготовок пакетов, установленную на кронштейне и совершающую прямое и возвратное движение по радиусу, нагреватель дна пакета, расположенный под оправкой, пресс запечатывания дна пакета, держатель пакета, совершающий возвратно-поступательное движение, наполнительную систему, расположенную над держателем пакета, нагреватель верха пакета и пресс запечатывания верха пакета (см. проспект фирмы Tetra Pak "Tetra Rex Packaging Machine TR/13TM, TR/13MaxTM", 1995).
Недостатки известной установки заключаются в отсутствии замкнутого, полностью автоматизированного цикла формирования и заполнения пакетов, что вызывает необходимость постоянного участия оператора при работе установки.
Наиболее близкой к предлагаемой установке для формирования пакетов коробчатой формы и заполнения их текучим продуктом по количеству совпадающих существенных признаков является установка, содержащая автоматический магазин-питатель заготовок, снабженный захватом для них, формообразующую оправку, служащую для расправления заготовок и выполненную с возможностью возвратно-поступательного вертикального движения, устройства для загибания верха и дна заготовок, выполненные в виде механических кулачков, устройства для формирования, нагрева и запечатывания дна и верха пакетов, наполнительную систему, шаговый механизм, служащий для перемещения пакетов и кинематически связанный с силовыми приводами (см. пат. США N 3280531, НКИ 53-29, опубл. 25.10.1966).
Недостатки известной установки заключаются в том, что поскольку кинематическая связь между узлами обеспечивает подачу каждого следующего пакета к оправке только после окончания запечатывания предыдущего пакета, это приводит к увеличению длинновых габаритов установки и энергозатрат в каждом цикле, а также к невозможности процесса синхронизации между узлами при необходимости варьирования производительности установки. Кроме того, ограничиваются возможности применения установки при работе с пакетами с различной ориентацией запечатывания их верха и дна, что требует использования в установке нескольких параллельных линий с собственными силовыми приводами и, следовательно, делает ее недостаточно универсальной.
В основу изобретения положена задача создания универсальной малогабаритной автоматической установки, обеспечивающей возможность варьирования ее производительности и синхронизации работы узлов при совмещении операций с пакетами в одном цикле.
Достигаемый технический результат заключается в повышении компактности установки, снижении энергозатрат и обеспечении ее универсальности при работе с пакетами с различной ориентацией запечатывания их верха и дна.
Поставленная задача решается тем, что в установке для формирования пакетов коробчатой формы и заполнения их текучим продуктом, содержащей автоматический магазин-питатель заготовок, снабженный захватом для них, оправку для расправления заготовок, устройства для загибания верха и дна заготовок, устройства для формирования, нагрева и запечатывания дна и верха пакетов, наполнительную систему, шаговый механизм, кинематически связанный с силовыми приводами, согласно изобретению автоматический магазин-питатель заготовок связан с устройством для нагрева дна заготовок, установленным под оправкой с возможностью соосного перемещения, устройство для загибания верха заготовок связано с оправкой, установленной на каретке с возможностью поступательного горизонтального перемещения и взаимодействия с устройством для загибания дна заготовок и с возможностью опускания под действием пресса для запечатывания дна пакета и при установке заготовок в шаговый механизм наполнительной системы, который синхронизирован с приводом магазина-питателя заготовок посредством электрической связи, а устройства для формирования, нагрева и запечатывания верха пакетов выполнены с возможностью поворота на 90o и фиксации в вертикальной плоскости наполнительной системы.
Кроме того, в качестве силового привода устройства для загибания дна заготовок может быть использован пневмопривод, вакуумный захват для установки заготовок в шаговый механизм наполнительной системы может быть механически связан с ее силовым приводом, устройство для нагрева верха пакетов может быть снабжено воздушными соплами, расположенными перпендикулярно к нагреваемой поверхности заготовок, а наполнительная система может быть дополнительно снабжена узлом бактерицидной обработки пакетов перед их заполнением.
Использование в предлагаемой установке такой последовательности перемещения заготовок пакетов, при которой они перемещаются только в вертикальном или только в горизонтальном направлениях в одной плоскости, при выполнении определенных операций формирования пакетов и их заполнения, позволяет полностью автоматизировать цикл упаковки, упростить механическую конструкцию установки и расширить ее технологические возможности при заполнении пакетов как с перпендикулярным, так и с параллельным запечатыванием дна и верха.
Предлагаемая установка схематически изображена на чертеже.
Установка содержит автоматический магазин-питатель 1 заготовок пакетов в виде бланков, снабженный вакуумным захватом 2, угловые фиксаторы 3, установленные над нагревателем дна заготовок 4, оправку 5, в верхней части которой расположено устройство 6 для предварительного загибания верха заготовок, а в нижней - устройство 7 для предварительного загибания дна заготовок, механизм 8 формирования дна пакета, пресс 9 запечатывания дна, расположенный под дном упор 10, поворотный рычаг 11, вакуумный захват 12, механически связанный с подвижной системой нагревателя дна заготовки, шаговый механизм 13, продуктовую трубку 14, нагреватель 15 верха пакета, механизм 16 формирования верха пакета и пресс 17 запечатывания верха. При необходимости наполнительная система дополнительно снабжена узлом 18 для антибактерицидной обработки пакетов перед их заполнением.
Все узлы установки смонтированы на раме согласно технологической последовательности и кинематически связаны между собой.
Установка работает следующим образом.
Цикл формирования и заполнения одного пакета осуществляется в следующей последовательности. Вакуумный захват 2 подает из кассеты магазина-питателя 1 бланк на угловые фиксаторы 3. При движении бланк раскрывается и затем фиксируется на стойках фиксаторов. Вакуумный захват отходит в сторону и начинается нагрев дна заготовки потоком горячего воздуха, поступающим через сопла нагревателя 4. При этом происходит вертикальное перемещение всего узла с раскрытой заготовкой, которая надевается на оправку 5, где с помощью двух уголков 6 осуществляется загибание верхней части заготовки, во время одевания бланка на оправку открывается замок внутренней фиксирующей стойки, после чего срабатывает механизм устройства 7, загибающий дно пакета. Затем каретка с закрепленной на ней оправкой с заготовкой начинает движение в горизонтальном направлении, в процессе которого направляющие 8 формируют дно пакета и оправка останавливается под прессом 9. Поскольку оправка на каретке установлена подвижной в вертикальной плоскости, то под действием пресса она движется вниз до упора 10 и прижимает сложенную нижнюю часть заготовки. Происходит запечатывание дна пакета.
Через определенное время пресс прекращает давление на оправку и она возвращается в верхнее положение.
Сразу после этого каретка с оправкой продолжает горизонтальное движение в том же направлении и на заключительном участке каретка нажимает на рычаг 11, который, поворачиваясь, давит на верхнюю часть оправки и опускает ее до касания дна пакета вакуумным захватом 12, расположенным в месте остановки пакета под его дном. Вакуумный захват стягивает пакет с оправки и вставляет его в механизм 13, двигающий пакет в шаговом режиме.
Шаговый механизм синхронизирован с предыдущими узлами таким образом, что как только он делает первый шаг с пакетом, очередной бланк загружается в устройство и начинаются операции формирования дна пакета.
На первом шаге пакет устанавливается в место, где происходит его наполнение продуктом с помощью продуктовой трубки 14, которая опускается внутрь пакета, что исключает попадание брызг продукта на края пакета.
На втором шаге пакет устанавливается в место нагрева верха пакета, где сопла нагревателя 15 опускаются как внутрь пакета, так и с его боков, при этом трубками специальной формы загибается верх пакета.
На третьем шаге пакет устанавливается в место запечатывания верха пакета, где на пакет сверху опускается механизм 16, складывающий верх пакета и пресс 17, запечатывающий его.
Шаговый механизм позволяет при необходимости увеличить число шагов движения заготовки пакета, например, чтобы кроме розлива жидкого продукта (сока или молока) в пакет, на одном из шагов добавлять в него сухой наполнитель, например, йогурт с кусочками ягод или перед розливом продукта осуществлять антибактерицидную обработку пакета в узле 18.
Узел наполнения-нагрева-запечатывания представляет собой единый блок, осуществляющий движение в вертикальной плоскости вверх и вниз.
Такая компоновка блока позволяет использовать заготовки пакетов с различной ориентацией верха и дна. Например, могут быть сформированы, заполнены и запечатаны пакеты с параллельным дном и верхом, как у пакетов "TETRA РАК" или пакеты с перпендикулярным верхом и дном, как у пакетов "PUR РАК" или "Elo Pack". Это обеспечивается путем поворота узлов нагрева и запечатывания на 90o и их фиксации в вертикальной плоскости наполнительной системы.
Предлагаемая установка в сравнении с прототипом позволяет варьировать ее производительность, не требует использования дополнительных линий и является достаточно универсальной при работе с различными типами пакетов.
При габаритах установки, сравнимых, например, с габаритами установок типа TR/13TM или TR/13MaxTM, она способна обеспечить производительность до 600-700 пакетов в час, т. е. в 3-4 раза больше. При этом расход электроэнергии и охлаждающей воды в установке остается такой же, как у названных установок, а расход сжатого воздуха незначительно возрастает (на 10-15%) из-за большего числа пневмоцилиндров.
Указанные характеристики, при полностью автоматическом цикле работы, обеспечивают высокую экономическую эффективность установки. Такие установки, производительностью до 1000 упаковок в час, могут найти широкое применение на небольших пищевых предприятиях и фермерских хозяйствах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПАКОВКИ ТЕКУЧИХ ПРОДУКТОВ В ПАКЕТЫ | 2000 |
|
RU2170692C1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| СПОСОБ УПАКОВКИ КАРТОННЫХ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ ПРЯМОУГОЛЬНЫХ ПАКЕТОВ С ЖИДКИМ ПИЩЕВЫМ ПРОДУКТОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120894C1 |
| Автоматическая установка для упаковки продуктов в картонные коробки | 2017 |
|
RU2668676C1 |
| УПАКОВОЧНОЕ И НАПОЛНИТЕЛЬНОЕ УСТРОЙСТВО, БУМАЖНАЯ ЕМКОСТЬ И ЗАГОТОВКА | 2014 |
|
RU2666743C2 |
| Установка для формования крупногабаритных изделий из листовых термопластов | 1976 |
|
SU927518A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Способ горячей прокатки сложных профилей и устройство для его осуществления | 1988 |
|
SU1639855A1 |
| УСТРОЙСТВО И СПОСОБ МАНИПУЛИРОВАНИЯ ЧАСТИЧНО СФОРМИРОВАННЫМИ КОНТЕЙНЕРАМИ | 2006 |
|
RU2435713C2 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
Установка используется в фасовке и упаковке жидких или полужидких продуктов, или смесей твердых и жидких продуктов в пакеты коробчатой формы. Установка содержит снабженные силовыми приводами оправку для расправления бланков, устройства формирования, нагрева и запечатывания дна и верха пакетов. Наполнительная система имеет шаговый механизм, кинематически связанный с силовыми приводами. Автоматический магазин-питатель заготовок выполнен с вакуумным захватом для подачи бланков и их раскрытия на угловых фиксаторах, установленных над нагревателем дна заготовок и совершающих возвратно-поступательное перемещение в вертикальном направлении соосно оправке. Оправка снабжена устройствами для предварительного загибания верха и дна заготовок. Оправка закреплена на каретке и взаимодействует с механизмом формирования дна заготовок при горизонтальном перемещении каретки и вертикально перемещается при взаимодействии с прессом запечатывания дна пакетов и с вакуумным захватом для установки заготовок в шаговый механизм наполнительной системы. Система снабжена нагревателем, механизмом формирования и прессом запечатывания верха пакетов и выполнена с возможностью вертикального перемещения на каждом шаге. Шаговый механизм синхронизирован с приводом магазина-питателя заготовок посредством электрической связи. Нагреватель и пресс запечатывания верха пакетов выполнены с возможностью поворота на 90o и фиксации в вертикальной плоскости наполнительной системы. Установка обеспечивает универсальность при работе с пакетами с различной ориентацией запечатывания их верха и дна. 4 з.п. ф-лы, 1 ил.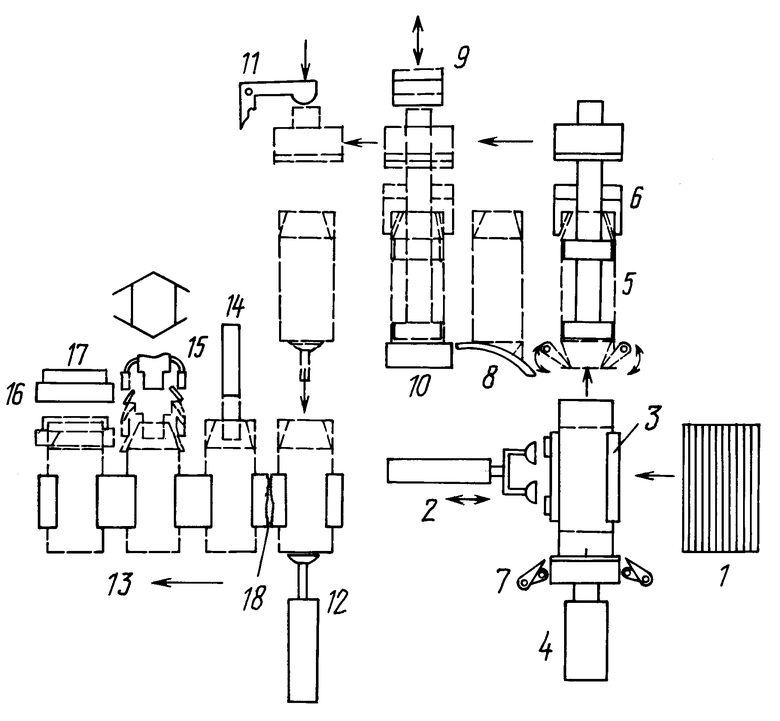
| US 3280531 A, 25.10.66 | |||
| Способ получения коптильного препарата | 1975 |
|
SU575008A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УЛАВЛИВАНИЯ ШВА | 1948 |
|
SU79560A1 |
| Устройство для стерилизации,наполнения и закрывания четырехугольных картонных емкостей | 1984 |
|
SU1344231A3 |
