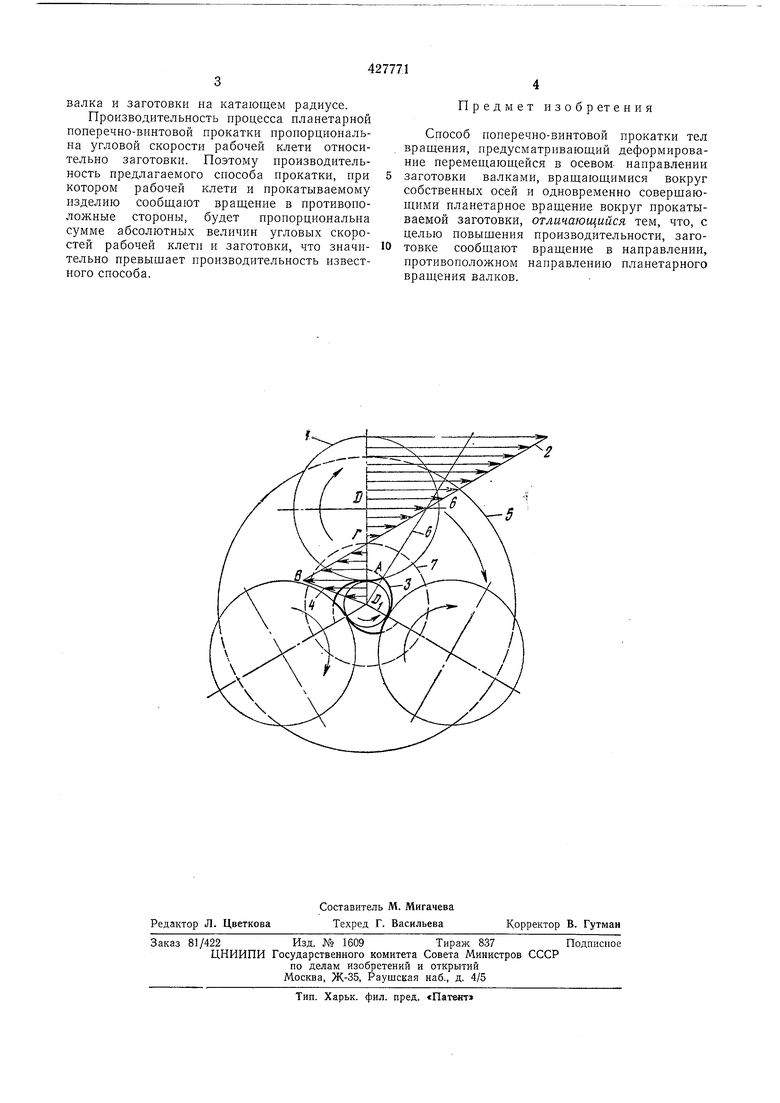
Изобретение относится к области обработки металлов давлением и может быть использовано при прокатке тел вращения, например ребристых труб. Известен способ поперечно-винтовой прокатки тел вращения, предусматривающий деформирование перемещающейся в осевом направлении заготовки валками, вращающимися вокруг соответственных осей и одновременно совершающими .планетарное -вращение вокруг прокатываемой заготовки. С целью повышения производительности процесса прокатки заготовке сообщают вращение в направлении, противоположном направлению планетарного вращения валков. На чертеже приведена схема предлагаемого опособа я графики раопределения скоростей. Согласно предлагаемому способу прокатки рабочей клети стана и прокатным валкам сообщают вращение в одном и том же направлении, но с таким соотношением угловых скоростей, при котором прокатываемое изделие получает вращение в противоположную сторону. При ЭТОМ векторы линейных скоростей центра валка (точки D) и прокатываемого изделия на катающем радиусе (точка А) будут направлены в противоположные стороны (отрезок ОБ в масштабе изображает линейную скорость центра валка; отрезок АВ в ТОМ же масщтабе - линейную скорость заготовки на катающем радиусе). График распределения линейных скоростей валка / изобразится прямой линией 2, проходящей через точки Б и Л, а точка Г будет центром мгновенного враф,ения валка; график распределения линейных скоростей заготовки 5 - ирямой линией 4, проходящей через центр заготовки и точку В (конец вектора линейной скорости заготовки на катающем радиусе); график распределения скоростей рабочей клети 5 - прямой линией 6, проходящей через ось вращения клети (точка DI) и точку Б (конец вектора линейной скорости центра валка). Из графического построения видно, что для осуществления предлагаемого способа прокатки, при котором рабочая клеть 5 и валки / вращаются в одном направлении, а прокатываемая заготовка 3 - в противаполож«ом, необходимо центры мпновевного вращения валков / расположить на окружности 7, центр которой находится на оси прокатки, а радиус делит расстояние от центра валка до заготовки на части, пропорциональные отнощению линейных скоростей центра
валка и заготовки на катающем радиусе.
Производительность процесса планетарной поперечно-винтовой прокатки пропорциональна угловой скорости рабочей клети относительно заготовки. Поэтому производительность предлагаемого способа прокатки, при котором рабочей клети и прокатываемому изделию сообщают вращение в противоположные стороны, будет пропорциональна сумме абсолютных величин угловых скоростей рабочей клети и заготовки, что значительно превышает производительность известного способа.
Предмет изобретения
Способ поперечно-винтовой прокатки тел вращения, предусматривающий деформирование перемещающейся в осевом- направлении заготовки валками, вращающимися вокруг собственных осей и одновременно совершающими планетарное вращение вокруг прокатываемой заготовки, отличающийся тем, что, с целью повышения производительности, заготовке сообшают вращение в направлении, противоположном направлению планетарного вращения валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Стан поперечно-винтовой прокатки осесимметричных деталей | 1975 |
|
SU573241A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1375362A1 |
| ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2482933C2 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
