Budfi
сл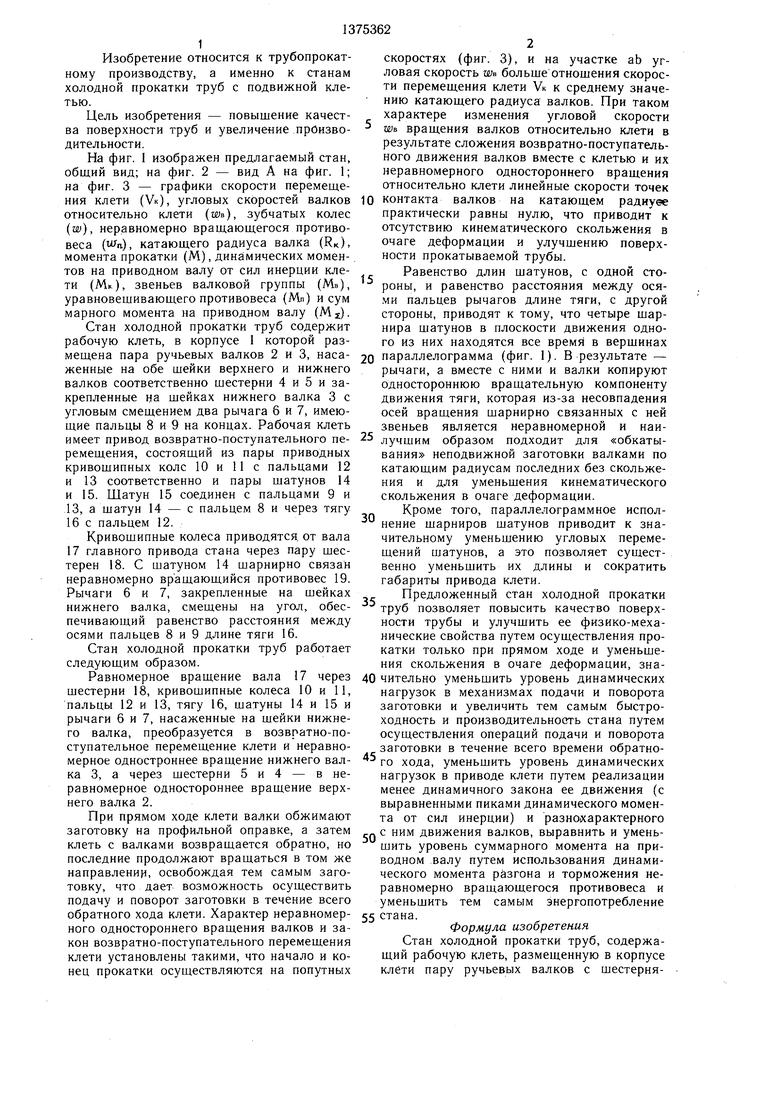
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Стан холодной прокатки труб | 2019 |
|
RU2721251C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1533789A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Способ уравновешивания динамического момента на входном валу привода возвратно-движущихся масс и устройство для его осуществления | 1990 |
|
SU1724970A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ С НЕПОДВИЖНОЙ СТАНИНОЙ | 1973 |
|
SU376136A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU876219A1 |
Изобретение относится к трубопрокатному производству, а именно к станам холодной прокатки труб с подвижной клетью. Цель изобретения - повышение качества поверхности труб и увеличение производительности. Стан холодной прокатки труб содержит рабочую клеть, в корпусе 1 которой размещена пара ручьевых валков с шестернями на каждой шейке. На шейках нижнего валка с угловым смешением закреплены рычаги 6 и 7, имеюш,ие пальцы 8 и 9 соответственно. Рабочая клеть имеет привод перемеш,ения, состоящий из пары приводных кривошипных колес 10 и 11 с пальцами 12 и 13 соответственно и пары щатунов 14 и 15. Шатун 15 соединен с пальцами 9 и 13, а шатун 14 - с пальцем 8 и через тягу 16 с пальцем 12. Расстояние между осями пальцев 8 и 9 равно длине тяги 16. 3 ил.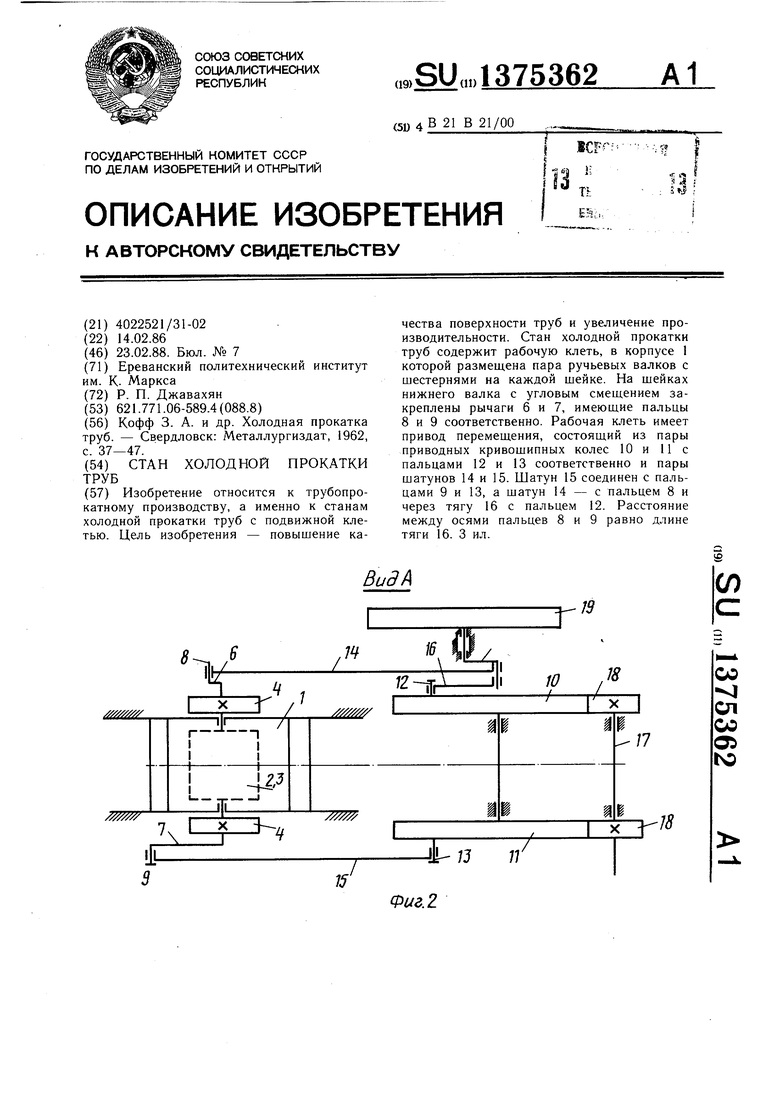
со сл
со о: ьо
Фиг.2
Изобретение относится к трубопрокатному производству, а именно к станам холодной прокатки труб с подвижной клетью.
Цель изобретения - повышение качества поверхности труб и увеличение прОизво- дительности.
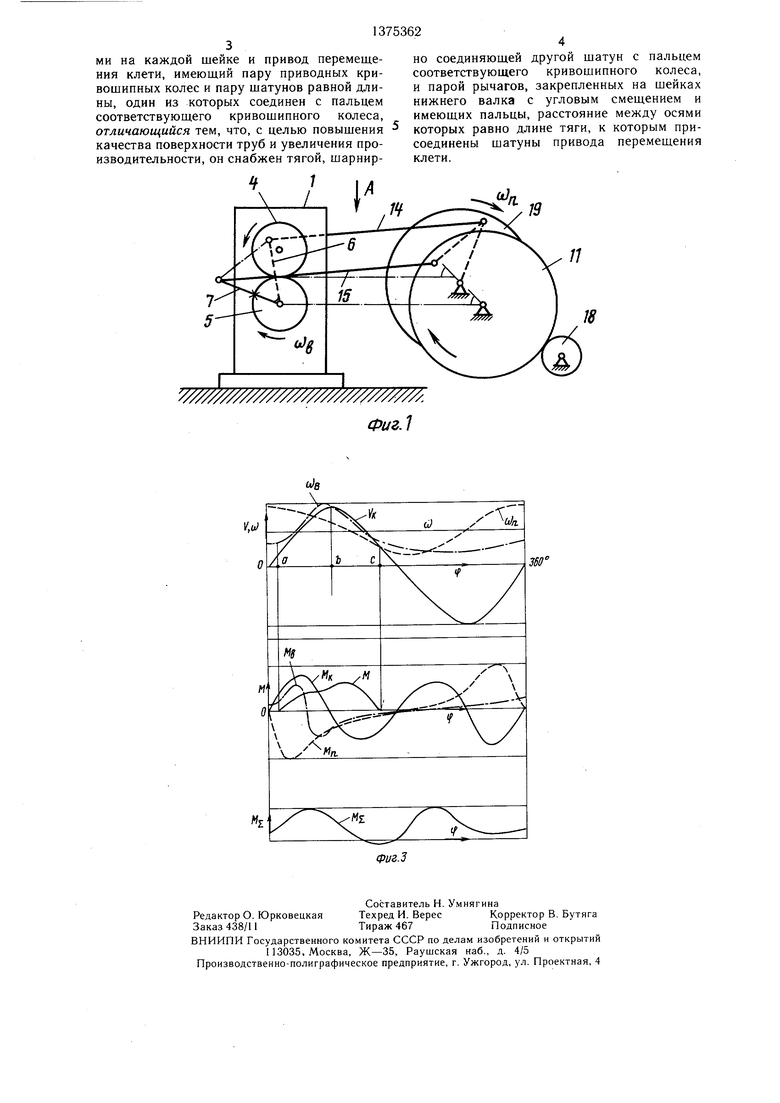
На фиг. 1 изображен предлагаемый стан, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - графики скорости перемещения клети (Ук), угловых скоростей валков относительно клети (шв), зубчатых колес (ш), неравномерно вращающегося противовеса (), катающего радиуса валка (Кк), момента прокатки (М), динамических моментов на приводном валу от сил инерции клети (Мк), звеньев валковой группы (Мв), уравновешивающего противовеса (Мп) и сум марного момента на приводном валу (Mj).
Стан холодной прокатки труб содержит рабочую клеть, в корпусе 1 которой размещена пара ручьевых валков 2 и 3, наса- женные на обе шейки верхнего и нижнего валков соответственно шестерни 4 и 5 и закрепленные на шейках нижнего валка 3 с угловым смешением два рычага 6 и 7, имеющие пальцы 8 и 9 на концах. Рабочая клеть имеет привод возвратно-поступательного пе- ремешения, состоящий из пары приводных кривошипных коле 10 и 11 с пальцами 12 и 13 соответственно и пары шатунов 14 и 15. Шатун 15 соединен с пальцами 9 и 13, а шатун 14 - с пальцем 8 и через тягу
16с пальцем 12. Кривошипные колеса приводятся, от вала
17главного привода стана через пару шестерен 18. С шатуном 14 шарнирно связан неравномерно вращающийся противовес 19. Рычаги 6 и 7, закрепленные на шейках нижнего валка, смещены на угол, обеспечивающий равенство расстояния между осями пальцев 8 и 9 длине тяги 16.
Стан холодной прокатки труб работает следующим образом.
Равномерное вращение вала 17 через шестерни 18, кривошипные колеса 10 и 11, пальцы 12 и 13, тягу 16, шатуны 14 и 15 и рычаги 6 и 7, насаженные на шейки нижнего валка, преобразуется в возвратно-поступательное перемешение клети и неравномерное одностроннее вращение нижнего валка 3, а через шестерни 5 и 4 - в неравномерное одностороннее вращение верхнего валка 2.
При прямом ходе клети валки обжимают заготовку на профильной оправке, а затем клеть с валками возвращается обратно, но последние продолжают вращаться в том же направлении, освобождая тем самым заготовку, что дает возможность осуществить подачу и поворот заготовки в течение всего обратного хода клети. Характер неравномер- ного одностороннего вращения валков и закон возвратно-поступательного перемешения клети установлены такими, что начало и конец прокатки осуществляются на попутных
5
0
0
0
5
5
5
0
скоростях (фиг. 3), и на участке аЬ угловая скорость шв больше отношения скорости перемещения клети VK к среднему значению катающего радиуса валков. При таком характере изменения угловой скорости WB вращения валков относительно клети в результате сложения возвратно-поступательного движения валков вместе с клетью и их неравномерного одностороннего вращения относительно клети линейные скорости точек контакта валков на катающем радиуее практически равны нулю, что приводит к отсутствию кинематического скольжения в очаге деформации и улучщению поверхности прокатываемой трубы.
Равенство длин шатунов, с одной стороны, и равенство расстояния между осями пальцев рычагов длине тяги, с другой стороны, приводят к тому, что четыре шарнира шатунов в плоскости движения одного из них находятся все время в вершинах параллелограмма (фиг. 1). В результате - рычаги, а вместе с ними и валки копируют одностороннюю вращательную компоненту движения тяги, которая из-за несовпадения осей вращения щарнирно связанных с ней звеньев является неравномерной и наилучшим образом подходит для «обкатывания неподвижной заготовки валками по катающим радиусам последних без скольжения и для уменьшения кинематического скольжения в очаге деформации.
Кроме того, параллелограммное исполнение шарниров шатунов приводит к значительному уменьшению угловых перемещений шатунов, а это позволяет существенно уменьшить их длины и сократить габариты привода клети.
Предложенный стан холодной прокатки труб позволяет повысить качество поверхности трубы и улучшить ее физико-механические свойства путем осуществления прокатки только при прямом ходе и уменьшения скольжения в очаге деформации, значительно уменьшить уровень динамических нагрузок в механизмах подачи и поворота заготовки и увеличить тем самым быстроходность и производительность стана путем осуществления операций подачи и поворота заготовки в течение всего времени обратного хода, уменьшить уровень динамических нагрузок в приводе клети путем реализации менее динамичного закона ее движения (с выравненными пиками динамического момента от сил инерции) и разнохарактерного с ним движения валков, выравнить и уменьшить уровень суммарного момента на приводном валу путем использования динамического момента разгона и торможения неравномерно вращающегося противовеса и уменьшить тем самым энергопотребление стана.
Формула изобретения
Стан холодной прокатки труб, содержащий рабочую клеть, размещенную в корпусе клети пару ручьевых валков с щестернями на каждой шейке и привод перемещения клети, имеющий пару приводных кривошипных колес и пару щатунов равной длины, один из которых соединен с пальцем соответствующего кривошипного колеса, отличающийся тем, что, с целью повышения качества поверхности труб и увеличения производительности, он снабжен тягой, шарниру////////////////
Фиг, 1
но соединяющей другой шатун с пальцем соответствующего кривошипного колеса, и парой рычагов, закрепленных на шейках нижнего валка с угловым смещением и имеюших пальцы, расстояние между осями которых равно длине тяги, к которым присоединены шатуны привода перемешения клети.
7/
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| и др | |||
| Холодная прокатка труб | |||
| - Свердловск: Металлургиздат, 1962, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
