1
Изобретение может быть использовано в ставках для тавкого растачивания Отаерстий.
Известно устройство для растачивания отверстий без получения риски при выводе резца, содержащее вращающуюся резцовую оправку с неподвижно закрепленной несбалансированной массой, установленную на щпинделе и приводимую через промежуточную передачу от двигателя, имеющего две скорости вращения.
Предлагаемое устройство отличается от известных тем, что несбалансированная масса расположена в оправке со стороны, противоположной вершине резца, и вес ее выбран в соответствии ,с соотношением:
аЯ.
G
4/ Чя2-«л,)
е G а
-вес несбалансированной массы;
-коэффициент запаса, превышающий единицу, который можно принимать равным 1,5;
Ру
радиальная составляющая усилия резания;
R
-радиус вращения центра тяжести несбалансированной массы;
-число оборотов двигателя при
п,. меньшей скорости вращения
шпинделя (при растачивании); пл-, - число оборотов двигателя при большей скорости вращения шпинделя (при выводе резца); i - передаточное отношение передачи от двигателя к шпинделю. Такое выполнение устройства позволяет расширить диапазон его применения п повысить долговечность подшипников шпинделя.
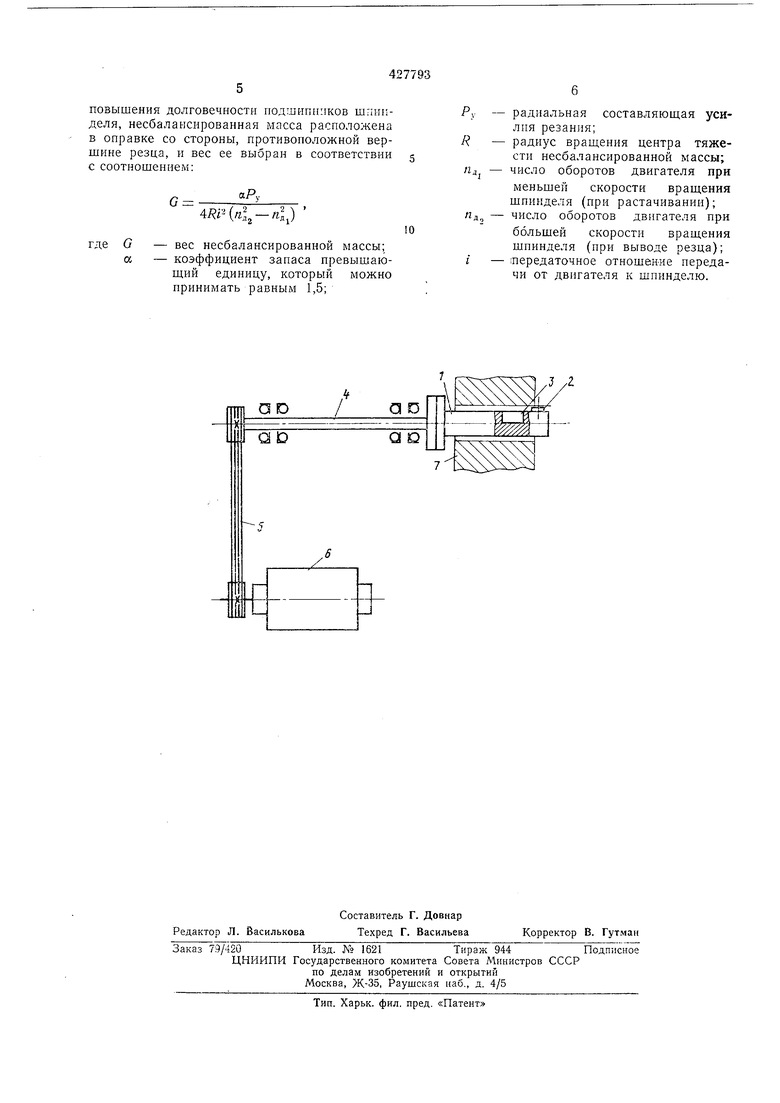
На чертеже изображена кинематическая схема предлагаемого устройства.
Устройство содержит вращающуюся резцовую оправку 1 с неподвижно закрепленной несбалансированной массой, расположенной со стороны, противоположной вершине расточного резца 2. Наличие несбалансированной массы в данном конкретном примере обеспечивается 1выем,кой 3, вьшолненной ,в теле oinpa.BiKH со стороны расположения вершины резца.
Оправка / установлена на шпинделе 4, который приводится во врашение через передачу 5 двигателем 6, имеющем две скорости вращения.
Металл, расположенный в оправке 1 по другую сторону от выемки 5, при вращении опра1В,К1И создает центробежную силу, направленную в сторону, противоположную паправлению веро1ины резца. Такое же направление центробежной силы вызвал бы груз, установленный на оправке со стороны, противополол-:ной вершине резца. При растачнваиии обрабатываемой детали 7 шпинделю сообщается меньшая скорость врашения. При этом система шпиндельолравка прогибается в направлении от обрабатываемой поверхности под действием радиальной составляющей усилия резания Ру и центробежной силы Рц создаваемой выемкой. После окончания растачивания двигатель переключается на большую скорость вращения, и оправка с резцом ускоренно выводится из -обрабатываемой детали. Величина несбалансированной массы, которую имеет оправка, и большая скорость вращения двигателя выбираются таким образом, чтобы при большей скорости вращения шпинделя создаваемая несбалансированной массой центробежная сила Яц, вызывала такой отжим резца от обработанной поверхности, при котором резец не будет задевать ее. Для того, чтобы отжим резца при выводе был больше, чем его отжим при растачивании, центробежная сила при выводе Я,, должна быть больше суммы сил Яу и Яц действующей на систему шпиндель-оправка при растачивании, т. е. Яп, Ру + Ли Это условие может быть выполнено только в том -случае, если д ви1гатель и несбалаисированная масса выбраны так, чтобы обеспечивалось неравенство (1). Величина центробежной силы определяется известной формулой где т - масса, вызывающая центробежную силу; V - окружная скорость центра тяжести массы т; R - радиус вращения центра тяжести массы т. Значения m и V определяются известными формулами: G пг--V лОп 2nRn, где G - вес, g - ускорение силы тяжести, п - число оборотов вала. Подставив значения ш и V в формулу (2), получим: - ««Поэтому:, 4GRn1 и Рц t 4СКп1 где П - число оборотов шпинделя при растачивании;П2 - число оборотов шпинделя при выводе резца. Подставив полученные значения Яц и Яц., в неравенство (1), будем иметь: Яу + , 4GR(nl-n1)Py; Г - - R nl n rГруз следует выбирать с некоторым запасом, определяемым коэффициентом запаса а 1. Например, можно принимать а 1,5. Тогда: 4R(fil-nl) Число оборотов шпинделя связано с числом оборотов двигателя соотношением: и йд/, где Лд- число оборотов двигателя; t - передаточное отношение передачи от двигателя к шпинделю. Поэтому: «1 «д, { и п «д., г, где Пд - число оборотов двигателя при растачивании; «Д2 - число оборотов двигателя при выводе. Подставим полученные значения «i и rtg в формулу (3): С - ) Следовательно, для того, чтобы предлагаемое устройство обеспечивало растачивание отверстий без получения риски при выводе резца, несбалансированная масса и двигатель должны быть выбраны в соответствии с соотношением (4). Предмет изобретения Устройство для растачивания отверстий без получения риски при выводе резца, содержащее вращающуюся резцовую оправку с неподвижно закрепленной несбалансированной массой, установленную на шпинделе и приводимую через промежуточную передачу от двигателя, имеющего две скорости вращевия, отличающееся тем, что, с целью расширения диапазона применения устройства и повышения долговечности подшипников шпинделя, несбалансированная масса расположена в оправке со стороны, противоположной вершине резца, и вес ее выбран в соответствии с соотношением: 4Щ-( -вес несбалансированной массы; -коэффициент запаса превышаюшнй единицу, который можно принимать равным 1,5; у - радиальная составляющая усилия резания; - радиус враш,ения центра тяжести несбалансированной массы; Пд - число оборотов двигателя при меньшей скорости вращения шпинделя (при растачивании); Лд, - число оборотов двигателя при большей скорости вращения шпинделя (при выводе резца); г - Передаточное отношение передачи от двигателя к шпинделю.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ОПРАВКА | 1972 |
|
SU426758A1 |
| Вращающаяся резцовая оправка для автоматического отвода резца от обработанной поверхности при тонком растачивании отверстий | 1955 |
|
SU101819A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| ВРАЩАЮЩАЯСЯ РЕЗЦОВАЯ ОПРАВКА | 1970 |
|
SU283786A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| -С?ОиЮЗНАИ,-.^.iV:-;f'urr-;:--r-:"r^>&Jni | 1973 |
|
SU371031A1 |
| Устройство для отвода резца от обрабо-ТАННОй пОВЕРХНОСТи | 1979 |
|
SU850313A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Способ позиционирования плансуппорта расточной головки | 1981 |
|
SU1038089A1 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
GD/
dD
ао
Q Q
