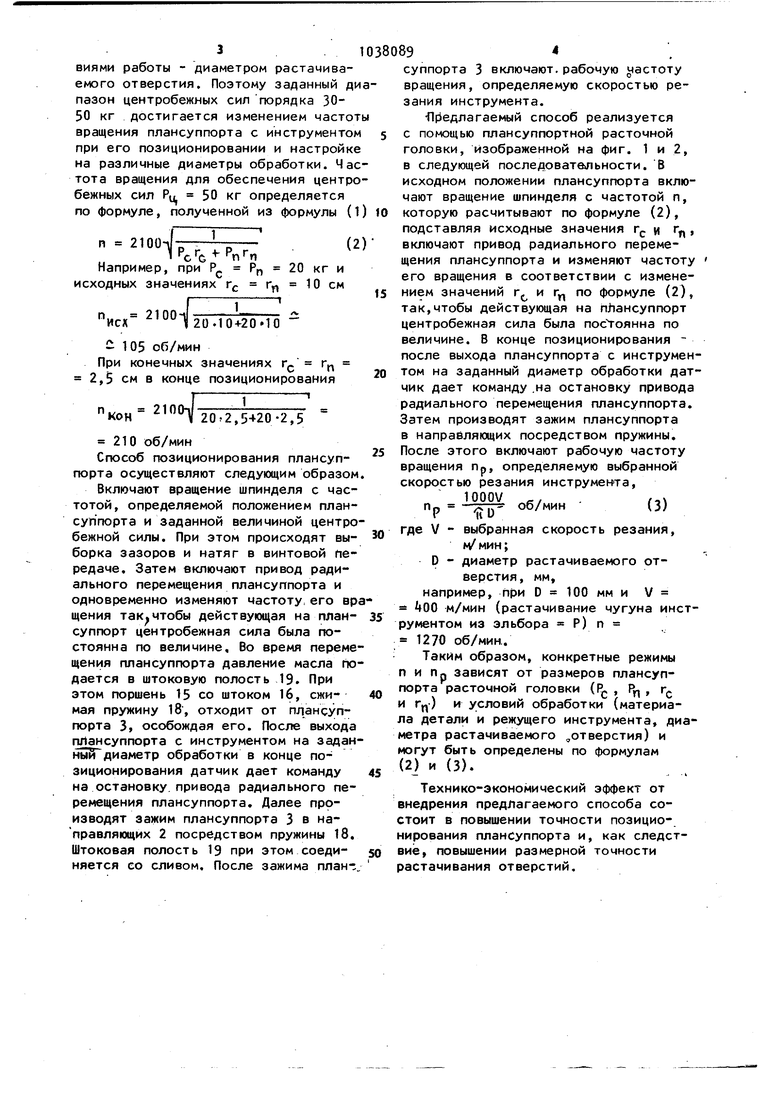
Изобретение относится к станкостроению и может быть использовано при создании расточных станков с программным управлением. , Известны плансуппортная,расточная головка и метод ее применения. Головка содержит корпус, в котором по направляющим под воздействием регулируемого привода подачи перемещаются плансуппорт с резцовой оправкой и противовес. На плансуппорте закреплена гайка скольжения, навинченная на ходовой винт, установленный в корпусе на подшипниках качения. На винте крепится коническая шестерня, которая находится в зацеплении с приводной конической шестерней, укрепленной на валу, установленном под прямым углом к ХОДОВОМУ винту. Вал соединен шлицевой муфтой с валом датчика, приводимого серводвигателем через коробку скоростей lj . Недостаток головки состоит в том, что настройку плансуппорта на диамет обработки производят при непрерывном вращении шпинделя на рабочей частоте что приводит к большим переменным и некорректируемым деформациям опоры ходового винта и винтовой передачи и, как следствие, к снижению точност позиционирования плансуппорта с инст рументом. Цель изобретения - повышение точности позиционирования плансуппорта путем создания регламентированного минимального постоянного натяга в цепи позиционирования посредством уменьшения на порядок и более центро бежных сил, действующих на плансуппорт и противовес при позиционировании. Поставленная цель достигается тем что позиционирование осуществляют на частоте вращения плансуппорта, обеспечивающей указанный натяг, и на это частоте зажимают плансуппорт в заданном положении до перехода на частоту вращения, соответствующую выбра ной скорости резания. На фиг. 1 схе 1атично изображена плансуппортная расточная головка, продольный разрез; на фиг. 2 - вид А на фиг. 1. Расточная головка содержит корпус 1, в котором на направляющих 2 установлен плансуппорт 3 с закрепленными наонем оправкой , несущей резец 5, и гайкой 6, навинченной на ходовой 1 9 7, установленный в опорах 8 и 9 качения. На винте 7 крепят коническую шестерню 10, которая находится в зацеплении с приводной конической шестерней 11, укрепленной на валу 12, соединенном с валом датчика (не показан). На винте 7 имеется вторая резьба, на которую навинчена гайка 13 противовеса И. В корпусе 1 размещен также поршень 15 со штоком 1б, контактирующимс плансуппортом 3. В поршневой полости 17 установлена пружина 18, а штоковая полость 19 соединена отверстием 20 с магистралью давления - слива. Головка имеет регулируемые приводы вращения шпинделя и радиального перемещения плансуппорта (не показаны). Способ позиционирования плансуппорта заключается в создании п средством центробежных сил порядка 30-50 кг регламентированного натяга в цепи позиционирования. Это позволяет обеспечить при позиционировании плансуппорта с инструментом минимальную и постоянную деформацию цепи позиционирования, которую можно учесть при необходимости введением коррекции при позиционировании. Сумма центробежных сил при вращении плансуппорта и противовеса определяется по формуле ц-| (fcV«« (), а) 9-ю где Рр и Р„ вес плансуппорта и противовеса соответственно, кг; расстояния от оси вращеи г„ ния до центров тяжести плансуппорта и противовеса соответственно, см; ускорение силы тяжести (981 ); -li-n угловая скорость щения плансуппорта и противовеса, рад/с; частота вращения плансуппорта и противовеса, об/мин. Как следует из формулы (1), Р. ляется функцией переменных г, п, из которых Гс и Г|, задаются уелоВИЯМИ работы - диаметром растачиваемого отверстия. Поэтому заданный ди пазон центробежных сил порядка 3050 кг достигается изменением частот вращения плансуппорта с инструментом при его позиционировании и настройке на различные диаметры обработки. Час тота вращения для обеспечения центро бежных сил Рц 50 кг определяется по формуле, полученной из формулы (1 п 2100-J-r-Ц: « 0 Ь Например, при Р. Р 20 кг и исходных значениях г г 10 см 20.10+2010 105 об/мин При конечных значениях г г 2,5 см в конце позиционирования ,5+20-2,5 210 об/мин Способ позиционирования плансуппорта осуществляют следующим образом Включают вращение шпинделя с частотой, определяемой положением плансуппорта и заданной величиной центро бежной силы. При этом происходят выборка зазоров и натяг в винтовой передаче. Затем включают привод радиального перемещения плансуппорта и одновременно изменяют частоту, его вр щения так чтобы действующая на плансуппорт центробежная сила была постоянна по величине. Во время перемещения плансуппорта давление масла подается в штоковую полость 19. При этом поршень 15 со штоком 16, ежимая пружину 18, отходит от плансуппорта 3, особождая его. После выхода плансуппорта с инструментом на заданнь|й диаметр обработки в конце позиционирования датчик дает команду на остановку, привода радиального перемещения плансуппорта. Далее производят зажим плансуппорта 3 в направляющих 2 посредством пружины 18. Штоковая полость 19 при этом соединяется со сливом. После зажима планг (2 суппорта 3 включают, рабочую (астоту вращения, определяемую скоростью резания инструмента. Предлагаемый способ реализуется с помощью плансуппортной расточной головки, изображенной на фиг. 1 и 2, в следующей последовательности. В исходном положении плансуппорта включают вращение шпинделя с частотой п, которую расчитывают по формуле (2), подставляя исходные значения г и г включают привод радиального перемещения плансуппорта и изменяют частоту его вращения в соответствии с изменением значений г,, и г по формуле (2), так,чтобы действующая на пЛансуппорт центробежная сила была постоянна по величине. В конце позиционирования после выхода плансуппорта с инструментом на заданный диаметр обработки датчик дает команду .на остановку привода радиального перемещения плансуппорта. Затем производят зажим плансуппорта в направляющих посредством пружины. После этого включают рабочую частоту вращения Пр, определяемую выбранной скоростью резания инструмента, 10OOV ,., . ,,v Пр об/мин (3) где V - выбранная скорость резания, к/ мин; Р - диаметр растачиваемого отверстия, мм, например. При D 100 мм и V 400 м/мин (растачивание чугуна инструментом из эльбора Р) п 1270 об/мин. Таким образом, конкретные режимы п и Пр зависят от размеров плансуппорта расточной головки (f , Р , г и г,-) и условий обработки (материаа детали и режущего инструмента, диаметра растачиваемого отверстия) и могут быть определены по формулам (2) и (3). Технико-экономический эффект от внедрения предлагаемого способа состоит в повышении точности позиционирования плансуппорта и, как следствие, повышении размерной точности растачивания отверстий.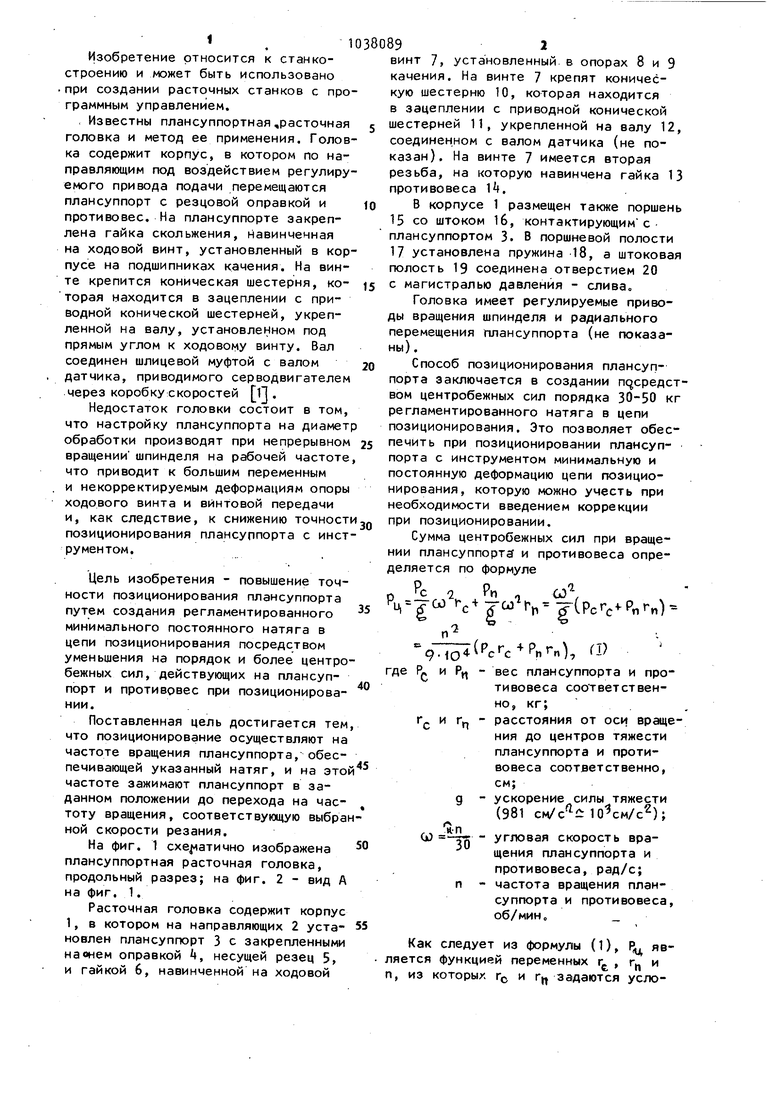
| название | год | авторы | номер документа |
|---|---|---|---|
| Плансуппортная расточная головка | 1979 |
|
SU841788A1 |
| Плансуппортная расточная головка | 1977 |
|
SU614896A2 |
| Плансуппортная головка с программным управлением | 1979 |
|
SU772737A1 |
| Плансуппортная расточная головка | 1989 |
|
SU1748961A1 |
| Плансуппортная расточная головка | 1973 |
|
SU450649A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| СМЕННАЯ ПЛАНСУППОРТНАЯ ГОЛОВКА | 1973 |
|
SU379333A1 |
| Плансуппортная расточная головка | 1979 |
|
SU856670A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |


СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПЛАНСУППОРТА РАСТОЧНОЙ ГОЛОВКИ путем радиального перемещения плансуппорта с инструментом при его вращении, отличающийся тем, что, с целью повышения точности позиционирования путем создания регламентированного минимального постоянного натяга в цепи позиционирования посредством уменьшения на порядок и более центробежных сил, действующих на плансуппорт и противовес при позиционировании, позиционирование осуществляют на частоте вращения плансуппорта, обеспечивающей указанный натяг, и на этой частоте зажимают плансуппорт в заданном положении до перехода на частоту вращения, соответствующую выбранной скорости резания.
ai-l
фиг.2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США W , кл | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
