1
Изобретение относится к области панки, в частности, к C{ioco6y получения торцовых компенсированных спаев металла с керамикой. По.основному авт. св. № 239774 известен способ получения торцовых компенсированных спаев металла с керамикой, но которому между паяемыми деталями по.мещают манжету и компенсаторное кольцо, припаиваемое к паяемой металлической детали с,.обеспечением свободного радиального перемещения в процессе пагрева и,охлаждения путем создания выступов с наружной (или внутренней) или одновременно с обеих сторон от спая.
Получение регулируемого по величине нанряжеиия в компенсаторном кольце, повышение тер.мической н А еханической прочности спая и повышение выхода годных узлов обеспечиваются за счет того, что между соединяемым металлом и компенсаторным кольцом помещают шайбу из нластичного металла, например меди, никеля, тантала, ниобия и т. п. При этом прокладки из пластичного металла в процессе соединения керамики с металлической деталью не расплавляются, а остаются в виде исходных шайб. Толщину и сечение пластичных прокладок выбирают- исходя из необходимого усилия крепления керамики с соединяемой металлической деталью. Длз.
уменьшения деформируемого сечения про , кладки на отдельных границах .металл ке-i рамика выг1олняют в виде узких колец с соотношением пшрины кольца к его высопе i в пределах от 1:1 до 5: 1, что позволяет регулировать усилие крепления изолятора, которое пропорционально площади контакта пластичной шайбы с керамикой, пределу текучести материала прокладки и высоте прокладки. При этом с увеличением высоты керамиче- ,
ского компенсатора толщина прокладок должна увеличиваться в пределах от 0,2 до 1,5 мм.
Применение предложенного способа позволяет избежать чрезмерных напряжений в соединении металл - керамика и, как следствие, ; повысить механическую прочность в 1,5 - 2 ра- j за, термостойкость -спаев на 30-40% и полностью избежать разрушения компенсатора н эыход в брак, что составляло 15-20% нри осуществлении соединения по ранее предло венцому способу.
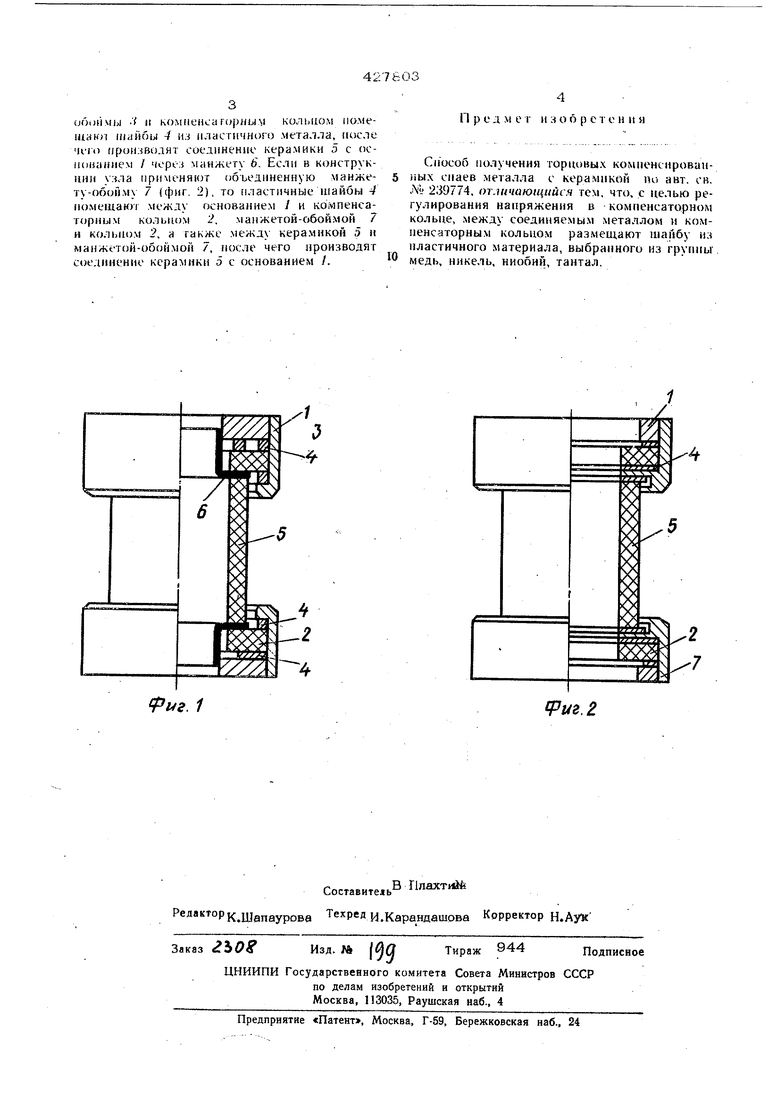
Фиг. I и 2 иллюстрируют предложенный способ (на фиг. 2 в конструкции узла используют обьединенную манжету-обойму).
Для осуществл ч я предлагаемого изобретения (фиг. -Н между основанием / н компенсаторным кольцом 2, а также между выступом
обоймы ( я компенсагорным кольцом помещают шайбы -/ нз пластичного .металла, после КТО ороизводят соединение керамики 5 с осiioiiiiinieM / Mcptxi манжету 6. Если в конструкции ирименякгг объединенную манжету-о6онм 7 (фиг. 2), то мастичные шайбы 4 помещают между основанием / и компенса торным кольцом 2. мапжетой-о6оймой 7 и кольцом 2. а также между керамикой 5 н манжетой-обоймой 7, после чего производят соединение керамики 5 с основанием /.
П р е д м е г и з обреiе н и я
Способ получения торцовых компенсироваииых спаев металла с керамикой по авт. св. Лч 239774. отличающийся тем, что, с целью регулирования напряжения в компенсаторном кольце, между соединяемым металлом н компенсаторным кольцом размещают шайбу из пластичного материала, выбранного из группы медь, ннкель, ниобий, тантал.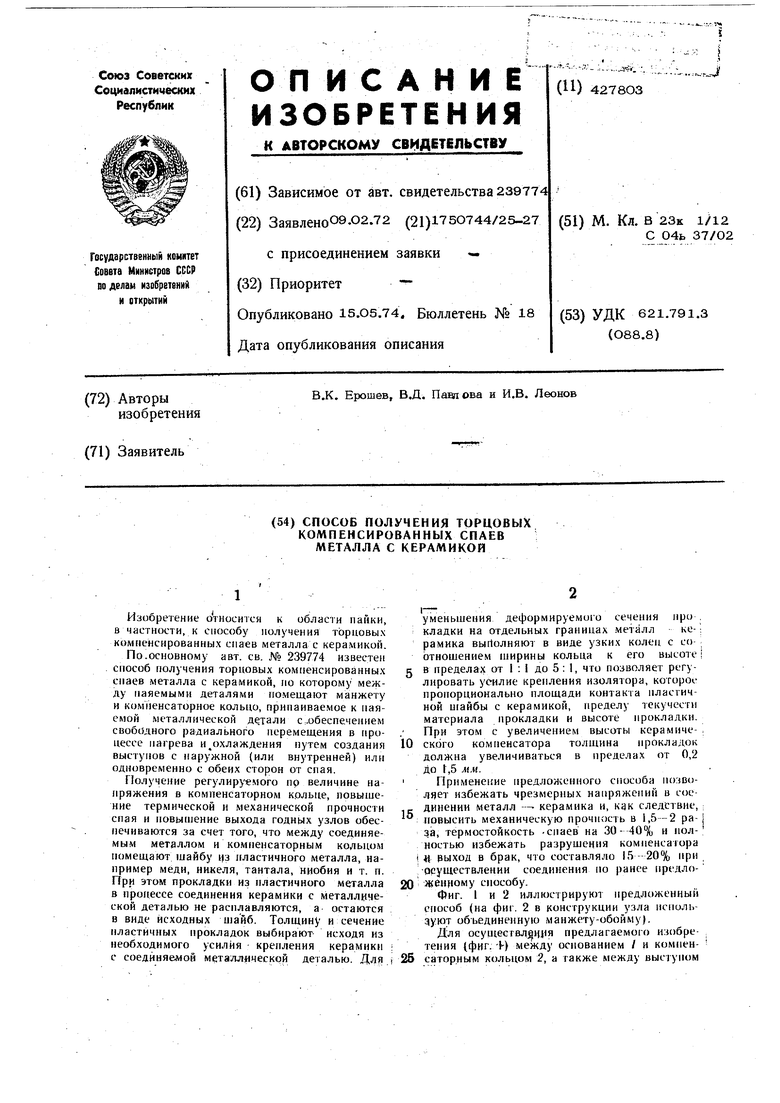
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОРЦОВЫХ КОМПЕНСИРОВАННЫХ СПАЕВ МЕТАЛЛА С КЕРАМИКОЙ | 1969 |
|
SU239774A1 |
| Способ получения вакуумплотного спая металла с керамикой | 1973 |
|
SU480506A1 |
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| Металлокерамический узел | 1975 |
|
SU543644A1 |
| Токоввод для источников света | 1984 |
|
SU1275588A1 |
| Металлокерамический узел | 1989 |
|
SU1703631A1 |
| Гетерогенный активный припой для пайки металлокерамических и керамических вакуумно-плотных соединений | 2019 |
|
RU2717766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ГЕРМЕТИЗАЦИИ СЕРНО-НАТРИЕВОГО АККУМУЛЯТОРА | 1992 |
|
RU2092936C1 |
| ПОЛУПРОВОДНИКОВЫЙ ПРИБОР | 1978 |
|
RU713426C |
| Оправка для получения кольцевых цилиндрических спаев | 1977 |
|
SU782020A1 |
. 1
fpm.2
