(54) ОПРАВКА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЦИЛИНДРИЧЕСКИХ СПАЕВ
1
Иэобре ение относится к технологии пайки металлокерамических узлов электровакуумных приборов, в частности к получению вакуумноплотных цилиндрических спаев лейкосапфировых 5 дисков большого диаметра с коваровыми кольцами, используемых для выходных окон большого диг1Метра при изготовлении проекционных лазерных кинескопов и других типов электровакуум- 10 ных приборов, а также для других целей, где необходимо получение вакуумноплотных спаев лейкосапфировых дисков большого диеилетра..
Известны способы получения вакуум-15 ноплотных, термически стойких и механически прочных цилиндрических спаев монокристаллической алюмооксидной керамики (лейкосапфира) с коваром такие, как с предварительной металлизацией 20 лейкосапфира той или иной пастой, например пастой на основе молибдена с добавками марганца и кремния, пастой на основе молибдена с добавками алтомомарганцевосИликатного стекла, пас- 25 тами типа ПМБ, X, ПСТ-1, и с использованием активных припоев. При этом используют оправки, которые лишь фиксируют определенное расположение сапфира и ковара 1 ;30
К недостаткам,этих оправок отно-. сятся трудности получения вакуумноплотных цилиндрических спаев лейкосапфира с коваром среднего размера ( 25-60 мм), а получение спаев большого размера { 70-100 мм и более) практически неВозмоясно из-за образования больший зазоров между цилиндрическими поверхностями лейкосапфира и ковара при температуре пайки. При пайке с использованием активных припоев этот фактор усугубляется трудностью регулироваиия растекания припоя по поверхности лейкосапфира.
Известны также оправки для пайки алюмооксидмой керамики с металлами, которые для уменьшения зазора при создании цилиндрических спаев большого диаметра выполнены из материала с малым температурным коэффициентом линейного расширения (ТКЛР), например из молибдена 2. В процессе нагрева оправки обжимают металлическую деталь и уменьшаю величину зазора. При этом выбирается определенное соотношение толщины паяемого метгшла и молибденовой оправки с учетом деформации их при нагреве.
Однако в этом случае не учитывается соотнсяиение зазоров ни между
алюмооксидной керамикой и паяемым металлом, ни между пояемым металлом и молибденовой оправкой, что приводит либо к превышению напряжений в спае и последующему его разрушению, а во многих случаях приводит к разрушению алюмооксидной керамики - лейкосапфира, либо уменьшение зазора при температуре пайки оказывается недостаточным, и спаи получаются невакуумноплотными, что приводит практически к 100%-ному браку при больших размерах паяемых узлов ( 70-150 мм).
Цель изобретения - повышение качества вакуул ноплотных спаев лейкосапфировых цилиндрических дисков с коваровыми цилиндрическими элементами толщиной 0,4 - 0,6 мм.
Цель достигается тем, что в известной оправке, выполненной в виде охватывающего спаиваемые изделия кольца из, материала с коэффициентом теплового расширения, меньшим коэффициента теплового расширения спаиваемых изделий, кольцо выполнено из нескольких расположенных в виде стопки молибденовых шайб, внутренний диаметр которых d удовлетворяет соотношениям:
.A,k2
Х8-1о
,
где dy и D(j - внутренний и внешний диаметрьа коварового элемента, соответственно, DC - диаметр сапфирового диска. При этом толщина стопки равна высоте спая.
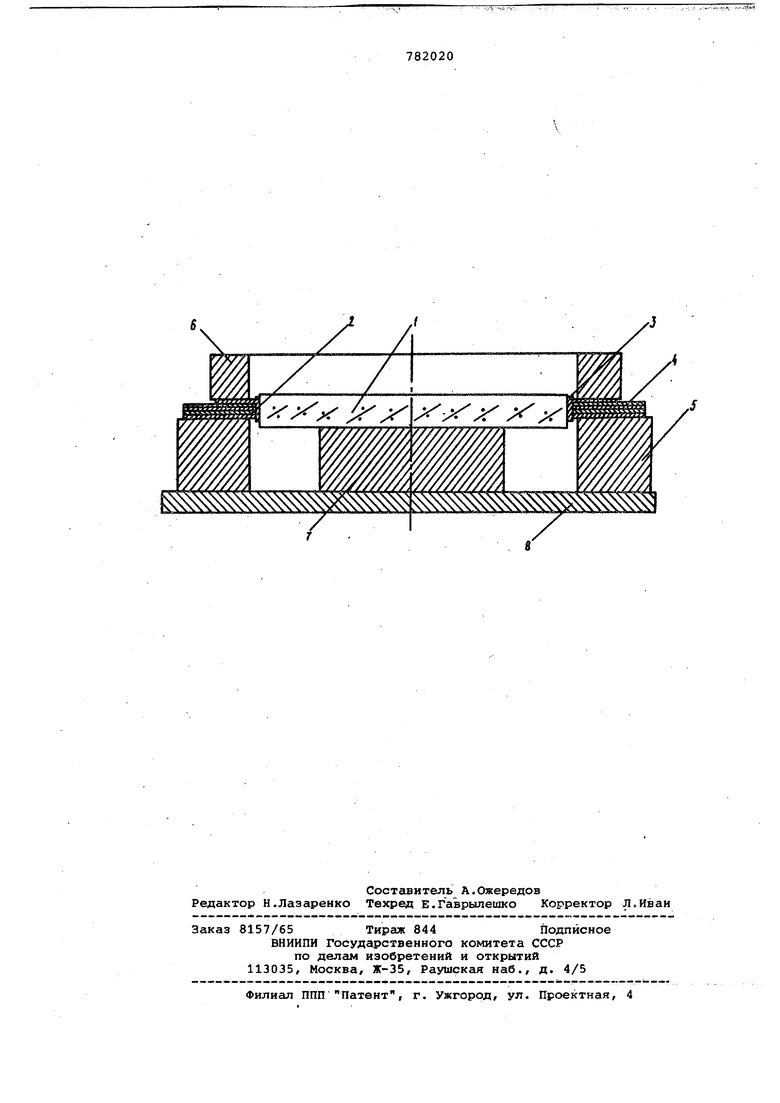
.На чертеже показана предлагаемая оправка.
Лейкосапфировый диск 1 (толщиной 1-20 мм), спаивают с коваровым элементом 2, имеющим отбортовку. Припой в виде кольца 3 закладывают в область спая. Затем коваровый элемент с лейкосапфировь М диском вставляют в отверстие оправки, выполненной в виде стопки молибденовых шайб 4, высота которой равна высоте спая. Собранный таким образом узел помещают на опорное кольцо 5, например, из нержавеющей стали. Сверху для устранения деформации отбортовки коварового элемента последний прижимается кольцом б. Вкладьаа 7 служит для фиксации положения лейкосапфира относительно коварового элемента по высоте и устанавливается на основании 8. Узел, собранный в компенсирующей оправке, п омещается в печь с той или иной защитной атмосферой. При нагреве узла благодаря разнице коэффициентов теплового расширения молибдена, ковара и лейкосапфира, а также благодаря жееткости оправки происходит незначительная деформация внутреннего диаметра коварового кольца в пределах зазора между внутренним диаметром молибденовой оправки и внешним дйсИйётром коварового элемента, компенсируя при этом разность неравно-
мерного расширения лейкосапфирового цилиндра, обусловленного разностью ТКЛР по разным кристаллографическим осям. Таким образом обеспечивается оптимальный капиллярный зазор при температуре пайки между цилиндрической поверхностью лейкосапфира и внутренней поверхностью коварового элемента по всему периметру.
Использование данной оправки позволяет создавать электровакуумные приборы с выходным окном большого диаметра ( 20-150 мм) и выходом . годных изделий практически до 100%, например, при изготовлении лазерных кинескопов - квантоскопов, а также
sдругих видов проекционных ЭЛП, в которых использование лейкосапфировых окон большого диаметра с хорошим теплоотводом позволяет увеличить яркость изображения при размерах экрана несколько квадратных метров. Учитывая значительную стоимость лейкосапфировых дисков -(диск 70 мм, вы;сотой 10 мм стоит 2000 руб., в США 100 мм - 1200 долларов) внедрение
с данного устройства даст значительный экономический эффект в народном хозяйстве.
Формула изобретения 1. Оправка для получения кольце вых цилиндрических спаев, выполненная в виде охватывшощего спаиваемые изделия кольца из материала с коэффициентом теплового расширения, меньшим коэффициента теплового расширения спаиваемых изделий, отличающаяся тем, что, с целью повышения качествавакуумноплотных спаев лейкосапфировых цилиндрических дисков с коваровыми цилиндрическими элементами толщиной 0,4-0,6 мм, кольцо выполнено из нескольких расположенных в виде стопки молибденовых шайб, внутренний диаметр которых d удовлетворяет соотношениям:
V -4 А Oi -rif- 9. ЪНО S-fO
ао ji Ds I 5 где dfc и 0,4 - внутренний и внешний
диаметры коварового элемента соответственно, DC - диаметр сапфирового диска.-о
2. Оправка по п. 1, отличающаяся тем, что толщина стопки равна высоте спая.
Источники информации, принятые во внимание при экспертизе
1.Решетников A.M. и др. Металлизация монокристаллов сапфира и рубина и пайка их с металлами. Сборник Вакуумноплотная керамика и ее спаи с металлами, серия Технология, организация производства и .оборудование, вып. 2 (5). М., ЦНИИ Электроника, 1972, с. 25.
2.Рабкин В.Б. и др. Цилиндрические спаи керамики и меди с молибденовыми компенсаторами. - Электронная техника, серия Электроника СВЧ, 1969-, W 3, с. 150-153. А
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумноплотный металлокерамический узел | 1981 |
|
SU996395A1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| Вакуумноплотный спай керамики с металлом | 1961 |
|
SU141950A1 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| СПОСОБ ПАЙКИ ПИРОЛИТИЧЕСКОГО НИТРИДА БОРА С МЕТАЛЛАМИ | 2023 |
|
RU2819011C1 |
| Припой | 1973 |
|
SU446490A1 |
| ТЕРМОСТОЙКАЯ ГЕРМЕТИЧНАЯ ВИЛКА | 2001 |
|
RU2219623C2 |
| Гибридная интегральная схема СВЧ-устройства | 1981 |
|
SU989764A1 |
| Способ соединения материалов | 1979 |
|
SU833384A1 |