Изобретение относится к области обработки торцов цилиндрических деталей, например торцов винтовых пружин, абразивным кругом. Известен способ обработки торцов винтовых иружин вращающимся инструментом, например абразивным крутом прямоутольного профиля. Перекос и деформация крайних винтов, несмотря на крепление пружины в гнездах ротора, усложняет получение требуемой точнасти .по нерпендикуляриости торцов. По предлагаемому способу повыщение точности обработки пружин и равномерный износ периферийной рабочей поверхности инструмента обеспечивается за счет того, что ось пружины смещают на половину диаметра ниже оси абразивного круга, при этом пружине сообщают вращение вокруг оси с одновременным поджимом в направлении круга. Быстрое вращение пр|ужины, зажатой между тремя валками, приводит к непрерывной смене направления силы резания и, следовательно, не вызывает односторонней деформации крайних витков. По предлагаемому способу обработку осуществляют периферией абразивного круга. При таком взаимном расположении рабочей поверхности круга и обрабатываемой поверхности пружины вращение последней способствует равномерному износу круга по образующей. Вращение детали и поджим ее к периферии абразивного круга может быть ооуществлен с помощью, например, механизма подачи цилиндрического изделия при бесцентровом шлифовании, выполненного в виде трехвалкового устройства, между валками котораго располагается пружина. Для осуществления необходимой силы поджима пружины к инструменту оди) из валков разворачивают на некоторый угол (1-3°), при этом возникает составляющая сила, направленная вдоль оси вращения пружины. В этом случае сила используется как для обработки торцовой поверхности, так и для подачи к абразивному крупу, работающему периферией. Для получения прямолинейной поверхности торца пружины ось пружины смещают относительно диаметральной плоскости круга аким образом, что образующая цилиндрической части пружины находится «а продолжении радиуса круга. На фиг. 1 показано устройство, реализующее предлагаемый способ. Пружииа 1 расположена между валками 2, 3 и 4. Валки, расположенные консольно, вращаются в опорах 5 -я 6. Валок 4 имеет привод вращения:
через ремень 7. В качестве ипстр|умента применяется абразивный круг 8.
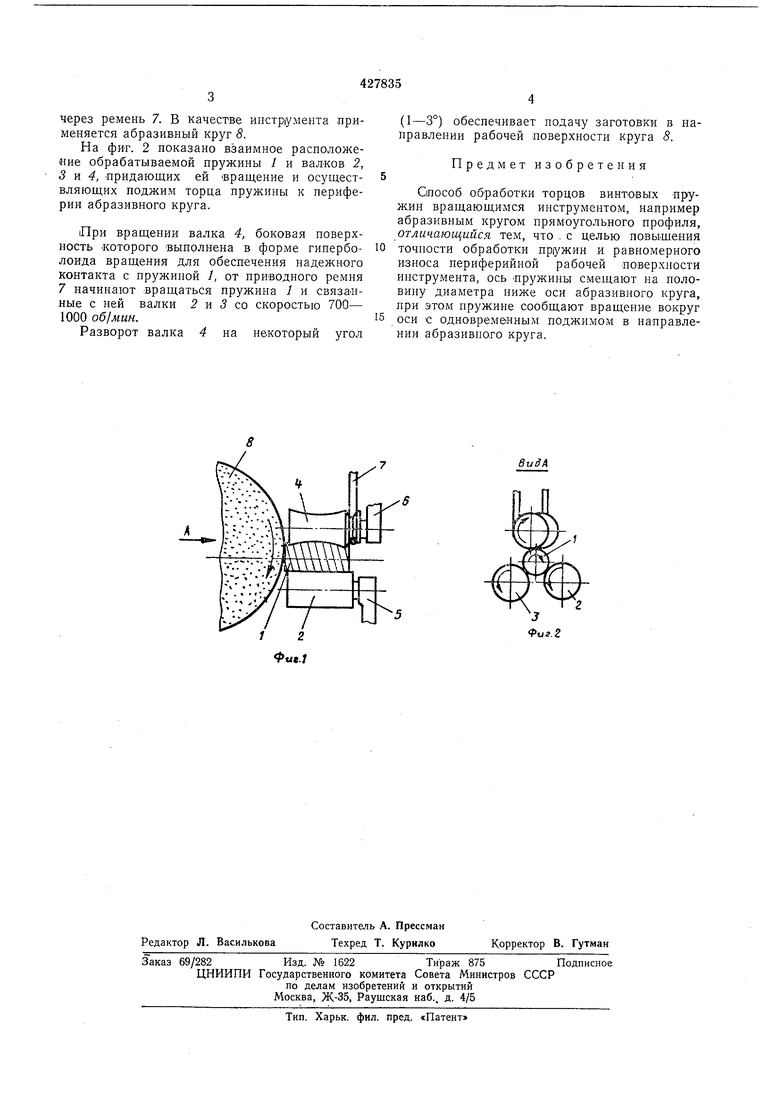
На фИГ. 2 показано взаимное расположение обрабатываемой пружины / и валков 2, 3 vi 4, придающих ей вращение и осуществляющих поджим торца пружины к периферии абразивного круга.
При вращении валка 4, боковая поверхность которого выполнена в форме гиперболоида вращения для обеспечения надежного контакта с пружиной /, от приводного ремня 7 начинают вращаться пружина / и связанные с ней валки 2 и 5 со скоростью 700- 1000 обjмин.
Разворот валка 4 на некоторый угол
(1-3°) обеспечивает подачу заготовки в направлении рабочей поверхности круга 5.
Предмет изобретения
Способ обработки торцов винтовых пружин вращающимся инструментом, например абразивным кругом прямоугольного профиля, отличающийся тем, что . с целью повышения точности обработки пр|ужин и равномерного износа периферийной рабочей поверхности инструмента, ось -пружины смещают на половину диаметра ниже оси абразивного круга, при этом пружине сообщают вращение вокруг оси с одновременным поджимом в направлении абразивного круга.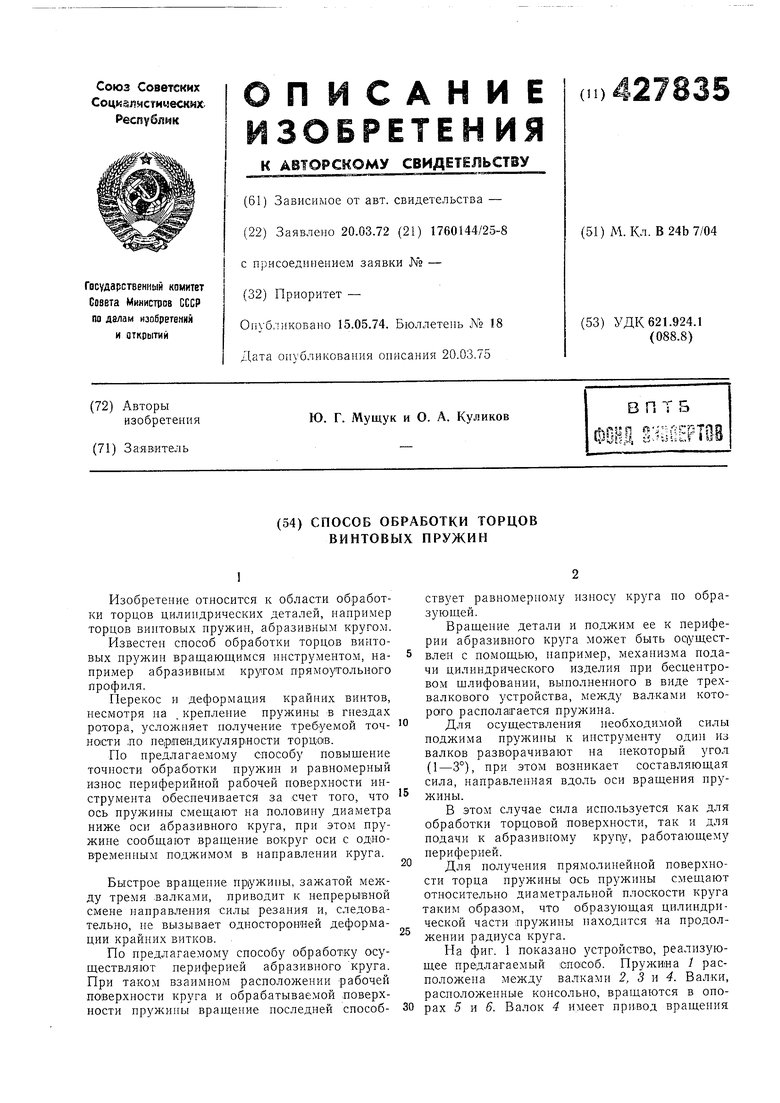
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
видЛ
ггХ
