Изобретение относится к электронной технике и может быть использовано в оборудовании для сборки запоминающих герко- нов (гезаконов).
Цель изобретения - снижение трудоемкости сборки.
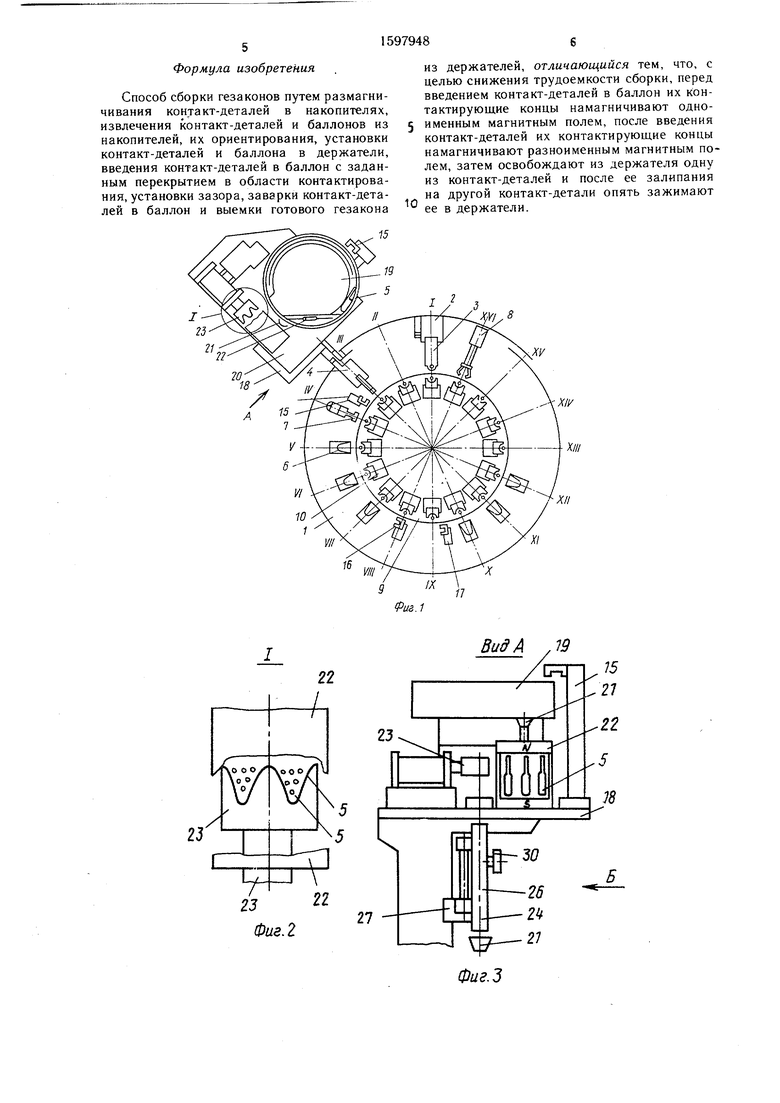
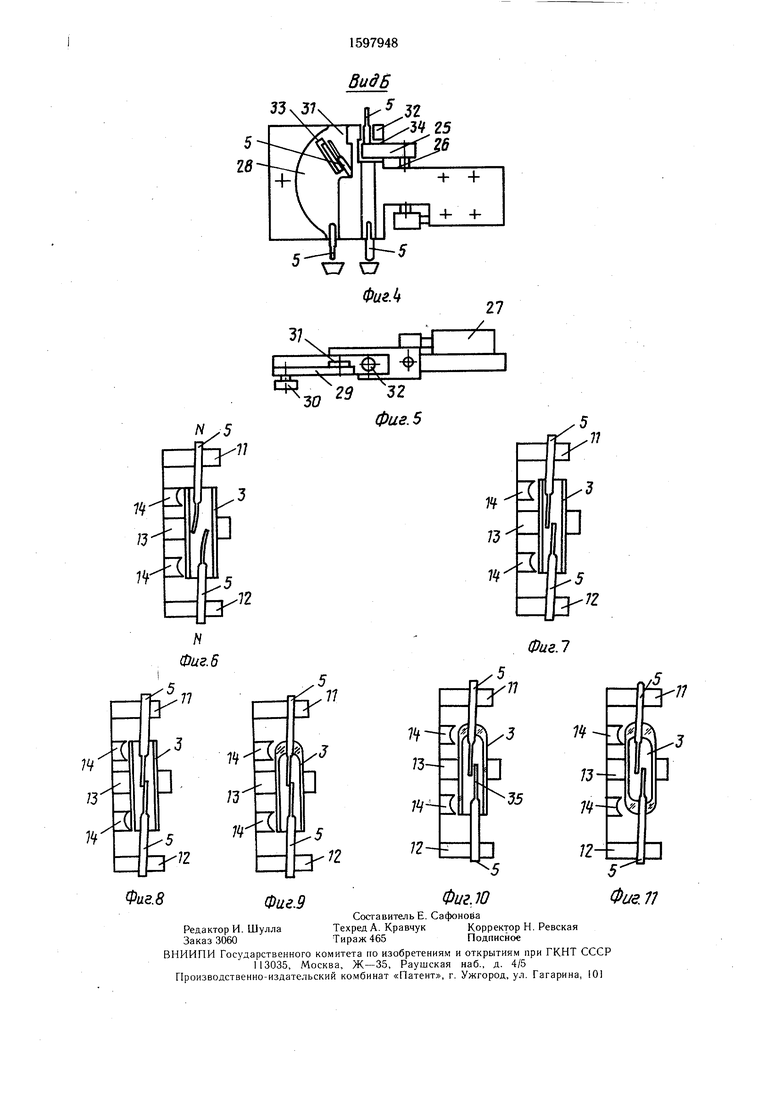
На фиг. 1 изображено устройство для сборки гезаконов по предлагаемому способу, вид сверху; на фиг. 2 - узел I на фиг. I (положение контакт-деталей во впадинах ползуна-ворошителя при их захвате из намагничивающего устройства); на фиг. 3 - вид А на фиг. 1 (на кантователь и ползун-ворошитель); на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - кантователь, вид сверху; на фиг. 6 - схема положения контакт-деталей и баллона после сборки; на фиг. 7 - то же, после прохождения первого размагничивающего устройства; на фиг. 8 - то же, после перемагничивания и установки нулевого зазора и зажатия верхней контакт-детали перед заваркой; на фиг. 9 - то же, после заварки верхней контакт-детали; на фиг. 10 - то же, после установки зазора в гезаконе; на
фиг. 11 - то же, после заварки нижней контакт-детали.
Устройство для сборки гезаконов содержит стол 1, установленные на нем механизм 2 загрузки баллонов 3, механизм 4 загрузки контакт-деталей 5, заварочный агрегат 6 с источниками нагрева, механизм 8 выгрузки гезаконов, механизм 7 магнитного базирования, многопозиционную карусель 9 с приводом, на которой закреплены сборочные головки 10. Сборочные головки содержат держатели 11 и 12 контакт-деталей, держатель 13 баллона 3 и контротражатели 14. На столе 1 установлены также размагни чи- вающие устройства 15-17 (фиг. 1). Размагничивающее устройство 15 расположено между позициями III сборки гезакона и позицией IV выставки нулевого зазора. Размагничивающее устройство 16 расположено между позицией VII заварки верхнего спая и позицией IX выставки зазора, размагничивающее устройство 17 - между позицией IX выставки зазора : позицией X заварки нижнего спая.
ел ее ее
4
ОС
Рядом со столом 1 расположен манипулятор 18 подачи контакт-деталей 5 в устройство сборки и заварки. В состав манипулятора входит вибробункер 19 под загружаемые контакт-детали 5, ориентирующее устройство 20, направляющая воронка 21 и намагничивающее устройство 22, ползун-ворошитель 23 подачи контакт-деталей 5 из намагничивающего устройства и кантователь 24. Кантователь 24 известным образом при(лопаточка) оказывается вверху. Друга контакт-деталь 5 в это время поступает через кантователь 24 лопаточкой вниз. На выходе из кантователя 24 контакт-детали 5 падают в с воронки и по трубочкам поступают в механизм 4 загрузки, подающий контакт-детали 5 в держатели 11 и 12 сборочной головки 10, в которую при помощи механизма 2 уже загружен баллон 3. Благодаря такой конструкции кантователя 24 исключается применеГре„Г;Г;Г„ я:ГЛ™о я„ГуГ//з „ 10 к ГкаТсё; . ,с;;о«с™е. далее „ро™. г rjjг л/- тм с1 т р впрление контактсодержит планку-упор 25, одна из сторон которой выполнена наклонной. Планка-упор 25 закреплена на оси 26 и при помощи механизма, например электромагнита 27, может
сборка гезакона, т. е. введение контакт- деталей 5 в баллон 3 (фиг. 6). При ЭJOм контактирующие концы контакт-деталей 5, намагниченные одноименным магнитным понизма, например лектримагиш /, ми/лс1, с „ „ Лп,,и,и UQHU
поворачиваться на оси 26. В кантователе 24 15 лем (фиг. 1 и 6), при их сближении начи
1 uQir T i-iTT- J П1 ИПЯТКГЯ ППИН ОТ nnVrOrO. ЧТО ИС
выполнена полость- 28, которая при помощи пластины 29 и винта 30 закрыта таким образом, чтобы исключать произвольное выпадение контакт-детали 5 из полости 28. Кантователь 24 в верхней части содержит два отверстия 31 и 32 для захода контакт- деталей 5. Расстояние между отверстиями соответствует расстоянию между впадинами- присосками ползуна-ворощителя 23. Кантователь содержит также наклонный паз 33 и
нают отталкиваться один от другого, что исключает утыкание их торцов один в другой в собранном гезаконе и, как следствие, снижает процент брака по утыканию. После того, как гезакон собрался, он в дальней- 20 шем при вращении карусели проходит размагничивающее устройство 15, которое размагничивает -контакт-детали 5 (фиг. 1 и 7). В дальнейшем гезакон поступает на позицию IV, где при помощи механизма 7
ватель содержит также маклинныи нал оо и „„„„
„рорезь 34,. к„™рь„ час™„о распо же- .5 ГГ ГГ.ГГТГнГ
на планка-упор 25.
Устройство для осуществления предлагаемого способа работает следующим образом.
Контакт-детали 5 известным образом загружают в вибробункер 19 манипулятора 18. При включении вибробункера 19 контакт- детали 5 проходят ориентирующее устройство 20, по воронке 21 поступает одна за другой в намагничивающее устройство 22 (располагаются все лопаточками вниз), де контактирующие концы контакт-деталей 5 намагничиваются одноименным магнитным полем (фиг. 3). Из намагничивающего устройства 22 при помощи ползуна-ворошителя 23 с вакуумными присосками (фиг. 2) захватываются две контакт-детали 5 и сбрасываются лопаточками вниз в отверстия 31 и 32 кантователя 24. Планка-упор 25 одной своей частью в это время перекрывает одно из отверстий 32 кантователя 24, в котором вертикально расположена контакт-деталь 5, а другой наклонной частью располагается в наклонном пазу 33 таким образом, что не мешает проходу другой контакт-детали 5 в верхнюю часть полости 28, где эта контакт- деталь располагается наклонно (фиг. 4). Далее по команде, согласованной с циклом работы устройства для сборки, происходит срабатывание электромагнита 27, что приводит к повороту планки-упора 25 вокруг оси 26 (фиг. 4). Таким образом освобождается дальнейший проход для контакт-деталей 5. Далее контакт-деталь 5, расположенная наклонно в верхней части полости (фиг. 4), при падении начинает разворачиваться и переворачивается на 180° та ким образом, что контактирующая ее часть
40
пание верхней контакт-дета л и 5 к нижней (фиг. 8). Затем держатель 11 верхней контакт-детали 5 на некоторое время раскрывается, верхняя контакт-деталь 5 выставляется с нулевым зазором по отношению к
30 нижней с целью исключения погрешностей при сборке и обеспечения наибольшей поверхности контакта, а потом держатель 11 опять зажимает верхнюю контакт-деталь. Это максимально исключает влияние расплав ленной капли стекла (верхнего спая) на по
35 ложение контакт-детали в гезаконе и препятствует изменению перекрытия в гезаконе (сползание контакт-детали вниз). В дальнейшем на позициях V-VU происходит заварка в баллон 3 верхней контакт-детали 5 (фиг. 9) Потом при дальнейшем вращении карусели гезакон проходит следующее размагничивающее устройство 16, чтобы максимально исключить притягивание контакт-деталей одна к другой, на позиции IX выставляется зазор 35, а на позициях X-XII происхолс дит заварка нижней контакт-детали (фиг. 11) в баллон 3 при помощи источников инфракрасного нагрева и контротражателей 14 Далее заваренный гезакон поступает на позицию XVI, где разжимаются держатели и при помощи механизма 6 он выгружается, а
50 затем весь цикл сборки и заварки iip ijo.i- жается.
Способ для сборки гезаконов обеспечивает снижение трудоемкости изготовления продукции за счет исключения применения кассет, кассетирования и использования до
5S полнительного обслуживающего персонала повышает надежность сборки за счет ликви дации утыкания торцов контакт-деталей один в другой и, как следствие, сокращается процент брака.
(лопаточка) оказывается вверху. Друга контакт-деталь 5 в это время поступает через кантователь 24 лопаточкой вниз. На выходе из кантователя 24 контакт-детали 5 падают в воронки и по трубочкам поступают в механизм 4 загрузки, подающий контакт-детали 5 в держатели 11 и 12 сборочной головки 10, в которую при помощи механизма 2 уже загружен баллон 3. Благодаря такой конструкции кантователя 24 исключается применек ГкаТсё; . ,с;;о«с™е. далее „ро™. т р впрление контактк ГкаТсё; . ,с;;о«с™е. далее „ро™. т р впрление контактсборка гезакона, т. е. введение контакт- деталей 5 в баллон 3 (фиг. 6). При ЭJOм контактирующие концы контакт-деталей 5, намагниченные одноименным магнитным по, с „ „ Лп,,и,и UQHU
15 лем (фиг. 1 и 6), при их сближении начи
i-iTT- J П1 ИПЯТКГЯ ППИН ОТ nnVrOrO. ЧТО ИС
нают отталкиваться один от другого, что исключает утыкание их торцов один в другой в собранном гезаконе и, как следствие, снижает процент брака по утыканию. После того, как гезакон собрался, он в дальней- 20 шем при вращении карусели проходит размагничивающее устройство 15, которое размагничивает -контакт-детали 5 (фиг. 1 и 7). В дальнейшем гезакон поступает на позицию IV, где при помощи механизма 7
„„„„
.5 ГГ ГГ.ГГТГнГ
5 ГГ ГГ.ГГТГнГ
0
пание верхней контакт-дета л и 5 к нижней (фиг. 8). Затем держатель 11 верхней контакт-детали 5 на некоторое время раскрывается, верхняя контакт-деталь 5 выставляется с нулевым зазором по отношению к
0 нижней с целью исключения погрешностей при сборке и обеспечения наибольшей поверхности контакта, а потом держатель 11 опять зажимает верхнюю контакт-деталь. Это максимально исключает влияние расплавленной капли стекла (верхнего спая) на по
5 ложение контакт-детали в гезаконе и препятствует изменению перекрытия в гезаконе (сползание контакт-детали вниз). В дальнейшем на позициях V-VU происходит заварка в баллон 3 верхней контакт-детали 5 (фиг. 9). Потом при дальнейшем вращении карусели гезакон проходит следующее размагничивающее устройство 16, чтобы максимально исключить притягивание контакт-деталей одна к другой, на позиции IX выставляется зазор 35, а на позициях X-XII происхос дит заварка нижней контакт-детали (фиг. 11) в баллон 3 при помощи источников инфракрасного нагрева и контротражателей 14. Далее заваренный гезакон поступает на позицию XVI, где разжимаются держатели и при помощи механизма 6 он выгружается, а
50 затем весь цикл сборки и заварки iip ijo.i- жается.
Способ для сборки гезаконов обеспечивает снижение трудоемкости изготовления продукции за счет исключения применения кассет, кассетирования и использования до5S полнительного обслуживающего персонала, повышает надежность сборки за счет ликвидации утыкания торцов контакт-деталей один в другой и, как следствие, сокращается процент брака.
Формула изобретения
Способ сборки гезаконов путем размагничивания контакт-деталей в накопителях, извлечения контакт-деталей и баллонов из накопителей, их ориентирования, установки контакт-деталей и баллона в держатели, введения контакт-деталей в баллон с заданным перекрытием в области контактирования, установки зазора, заварки контакт-деталей в баллон и выемки готового гезакона
из держателей, отличающийся тем, что, с целью снижения трудоемкости сборки, перед введением контакт-деталей в баллон их контактирующие концы намагничивают одноименным магнитным полем, после введения контакт-деталей их контактирующие концы намагничивают разноименным магнитным полем, затем освобождают из держателя одну из контакт-деталей и после ее залипания на другой контакт-детали опять зажимают ее в держатели.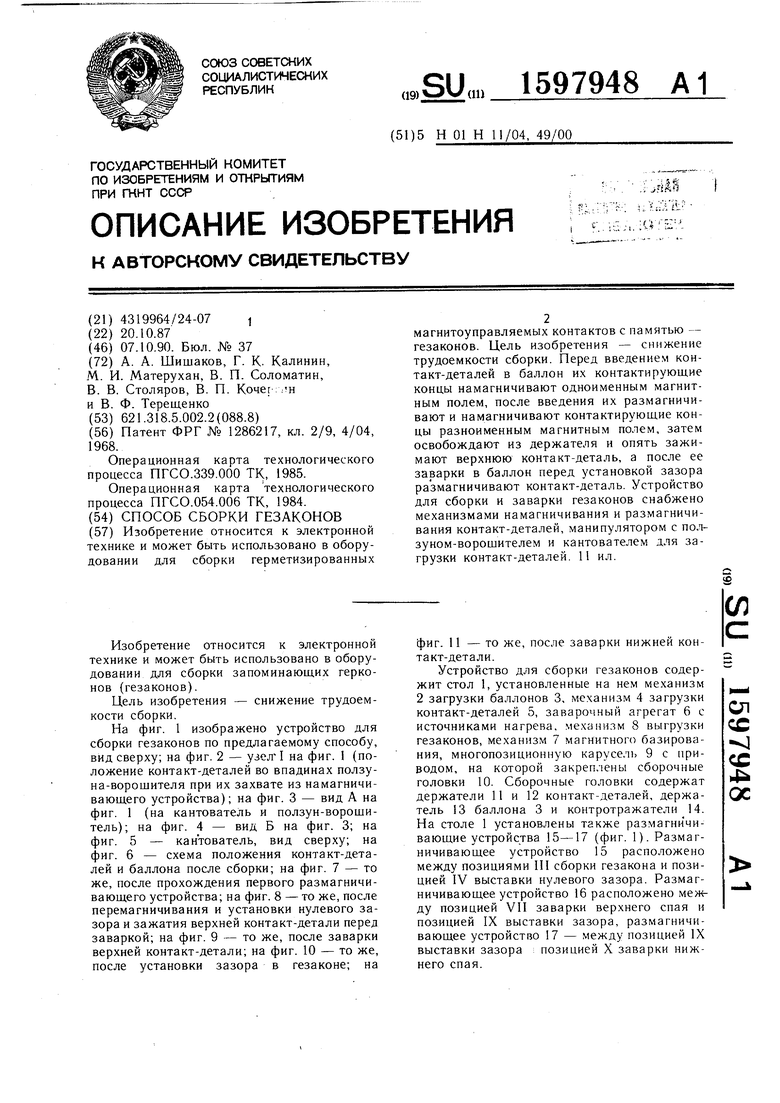

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Способ сборки геркона | 1991 |
|
SU1791867A1 |
| Автомат для сборки и заварки магнитоуправляемых контактов | 1974 |
|
SU530362A1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| Формирователь импульсов | 1987 |
|
SU1506489A1 |
| УСТРОЙСТВО СБОРКИ И ЗАВАРКИ ВАКУУМНОГО ГЕРКОНА | 2023 |
|
RU2816990C1 |
Изобретение относится к электронной технике и может быть использовано в оборудовании для сборки герметизированных магнитоуправляемых контактов с памятью - гезаконов. Цель изобретения - снижение трудоемкости сборки. Перед введением контакт-деталей в баллон их контактирующие концы намагничивают одноименным магнитным полем, после введения их размагничивают и намагничивают контактирующие концы разноименным магнитным полем, затем освобождают из держателя и опять зажимают верхнюю контакт-деталь, а после ее заварки в баллон перед установкой зазора размагничивают контакт-деталь. Устройство для сборки и заварки гезаконов снабжено механизмами намагничивания и размагничивания контакт-деталей, манипулятором с ползуном-ворошителем и кантователем для загрузки контакт-деталей. 11 ил.
10
Фиг. 2
Фаг.З
BudB
37
30
5
29 32 (pus. 5
77
ФаеЯ
Фаг.9
ФиеЛ
27
/
;z
Фиг.7
Щ 7ZФиг Ли
| Способ лечения ночного недержания мочи | 1983 |
|
SU1286217A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ручной ткацкий станок | 1922 |
|
SU339A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
