1
В основном авт. св. jY 230341 описан способ подготовки кромок под сварку по щелево.N-y зазору, при котором вдоль средней линии кромок щелевого зазора направляют вилки для выполнения по ним корневого прохода шва. Валики по этому способу наплавляются из однородного металла (по сечению). Однако известные способы подготовки кромки не пригодны для выполнения сварного шва металло.м, склонным к образованию хрупких структур при большом разбавлении его основным металлом, но позволяющим достигнуть высокой производите.яьности сварочных работ за счет высокой стойкости металла шва к образованию горячих .трещин. Невозможность использования этих материалов связана с тем, что в металле валиков, наплавляемых на кромку, доля участия основного металла высокая, что привести к образованию холодных трещин. В то же время сварка по щелевому зазору такими материалами воз.можна, поскольку технологический процесс обеснечивает небольшую долю участия основного металла в металле шва (менее 15- 20%).
Цель предлагаемого изобретения - повышение производительности на повышенных режимах сварки присадочной проволокой, склонной к образованию хрупких структур при большом разбавлении металла шв.а основным металлом.
Для этого продольные валики на свариваемые кромки наплавлены в 2 слоя, первый из которых выполняют проволокой, не склонной к образованию хрупких структур при разбавлении основным металлом, а второй - проволокой металла шва.
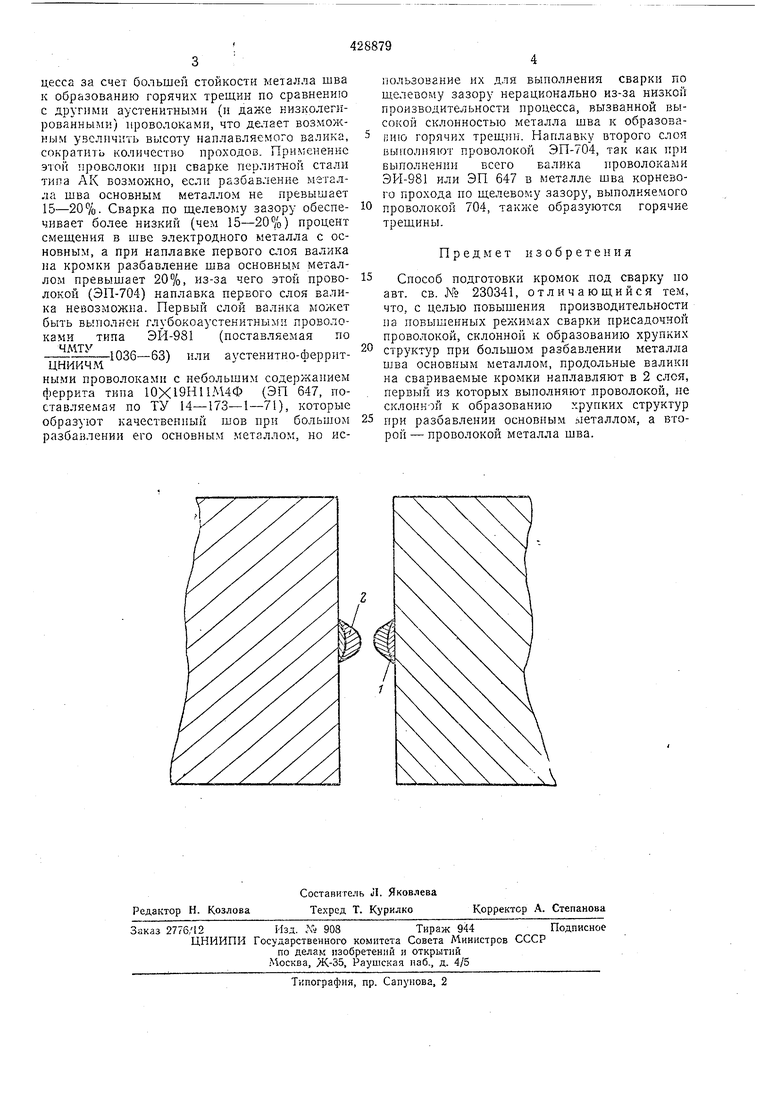
На чертеже изображено поперечное сечение соединения для сварки по щелевому зазору с наплавкой валиков.
Сущность предлагаемого способа подготовки кромок под сварку состоит в том, что наплавку валиков на поверхность кромок.выполняют в 2 слоя, сначала «аплавляют слой металлом, который не образует хрупких структур при значительном разбавлении основным металлом сварного соединения 1, после чего наплавляют второй слой 2 металлом, склонным к образованию хрупких структур при большом разбавлении его основным металлом. Это позволяет избежать образования хрупких структур в наплавленных валиках н исключить возможность образования горячих трещин в металле шва, выполняемого по щелевому зазору.
В качестве примера рассмотреть сварку конструкционных перлитных сталей с КГС/ММ2 типа А К по щелевому зазору аустенитно-феррптной проволокой типа ЮХ Х20М7Г (ЭП704) с содержанием ферритной
фазы до 60%, которая обеспечивает максимальную производительность сварочнсго процесса за счет большей стойкости металла шва к образованию горячих треш;ин по сравнению с другими аустенитными {и даже низколегнрованными) проволоками, что делает возможным увеличить высоту наилавляемого валика, сократить количество проходов. Применение этой проволоки ири сварке перлитной стали типа АК возможно, если разбавление металла шва основным металлом не превышает 15-20%. Сварка по п елевому зазору обеспечивает более низкий (чем 15-20%) процент смещения в шве электродного металла с основным, а при наплавке первого слоя валика на кромки разбавление шва основным металлом превышает 20%, из-за чего этой проволокой (ЭП-704) наплавка первого слоя валика невозможна. Первый слой валика может быть выполнен глубокоаустенитными проволоками типа ЭИ-981 (поставляемая по
-1036-63) или а стенитно-ферритЦНИИЧМ
ными проволоками с небольшим содержанием феррита типа 10Х19Н11М4Ф (ЭП 647, поставляемая по ТУ 14-173-1-71), которые образуют качественный шов при большом разбавлении его основным металлом, но использование их для выполнения сварки по шелевому зазору нерационально из-за низкой производительности процесса, вызванной высокой склонностью металла шва к образованию горячих трещин. Наплавку второго слоя выполняют проволокой ЭП-704, так как ири выполнении всего валика проволоками ЭИ-981 или ЭП 647 в металле шва корневого прохода ио щелевому зазору, выполняемого проволокой 704, также образуются горячие трещины.
П р е д .м е т изобретения
Способ подготовки кромок под сварку по авт. св. 230341, отличающийся тем, что, с целью повышения производительности на повышенных режимах сварки присадочной проволокой, склонной к образованию хрупких структур при большом разбавлении металла DJBa основным металлом, продольные валики на свариваемые кромки наплавляют в 2 слоя, первый из которых выполняют проволокой, не склонной к образованию хрупких структур при разбавлении основным металлом, а второй - проволокой металла шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением разнородных металлов | 1988 |
|
SU1614312A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ КАТАНЫХ ЦЕНТРОВ ЛОКОМОТИВНЫХ КОЛЕС ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2584301C1 |
| Состав электродного покрытия | 1989 |
|
SU1673354A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ электродуговой сварки | 1980 |
|
SU1796386A1 |
J
