1
Машина предназначена преимущественно для сварки встык оплавлением изделий из стали и иветных металлов.
Известны машины для контактной стыковой сварки, содержащие неподвижную и подвижную станины, привод оплавления, связанный с подвижной станиной через толкатель, цилиндр осадки и сварочный трансформатор с системой управления.
В таких машинах для получения качественного соединения в определенный момент после фактического начала осадки нужно отключить или переключить сварочный трансформатор (при необходимости термообработки шва). При этом .промежуток времени между началом осадки и отключением трансформатора измеряется долями секунды (например, при сварке алюминиевых сплавов).
Импульс на отключение или переключение трансформатора подается с выдерл кой времени после подачи комаиды па осадку, что приводит к нестабильности условий сварки и плохому качеству сварного соединения за счет разбросов в срабатывании аппаратуры и механизмов привода осадки.
Для повышения стабильности процесса сварки и улучшения качества сварных соединений путем повышения точности отключения сварочного трансформатора в момент начала осадки в предлагаемой машине подвижная
станина спабжена электрически изолированным от нее упором, который вместе с изолированным от привода оплавления толкателем образует включенный в систему управления
трансформатора контакт, замкнутый при оплавлспии и размыкающийся в момент начала осадки.
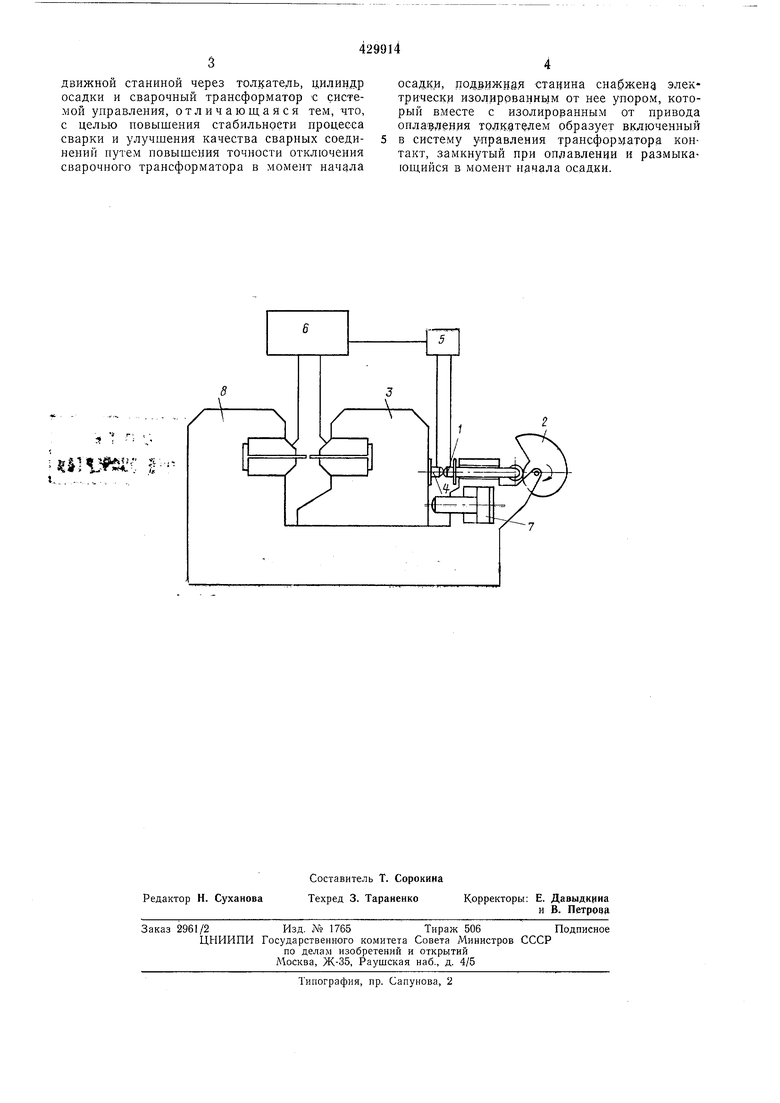
На чертеже схематически изображена нредлагаемая машина.
В машине толкатель 1 изолирован от привода 2 оплавления и подает в процессе опла.вления подвил ную -станину 3 через упор 4, закрепленный на станине и электрически изолированный от нее.
Толкатель и упор образуют контакт, замкнутый при оплавлении. В момент начала осадки за счет ускоренного движения станина с упором опережают толкатель, т. е. контакт размыкается. Этот контакт включен в блок 5
управления сварочным трансформатором 6.
Предлагаемая машина снабжена кулачковым приводом перемещения при оплавлении и цялиндром 7 осадки, связанными с неподвижной станиной 8.
25
Предмет изобретения
Машина для контактной стыковой сварки,
содержащая неподвижную и подвижную ста30 ПИПЫ, привод оплавления, связанный с подвижной станиной через толкатель, цилиндр осадки и сварочный трансформатор с системой управления, отличающаяся тем, что, с целью повышения стабильности процесса сварки и улучшения качества сварных соединений путем повышения точности отключения сварочного трансформатора в момент начала
осадки, под§ижн§я станина снабжена электрически изолированнь1м от нее упором, который вместе с изолированным от привода оплавления толкателем образует включенный в систему управления трансформатора контакт, замкнутый при оплавлении и размыкающийся в момент начала осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки полос оплавлением | 1985 |
|
SU1291327A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯЛи | 1967 |
|
SU203110A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
f , if
