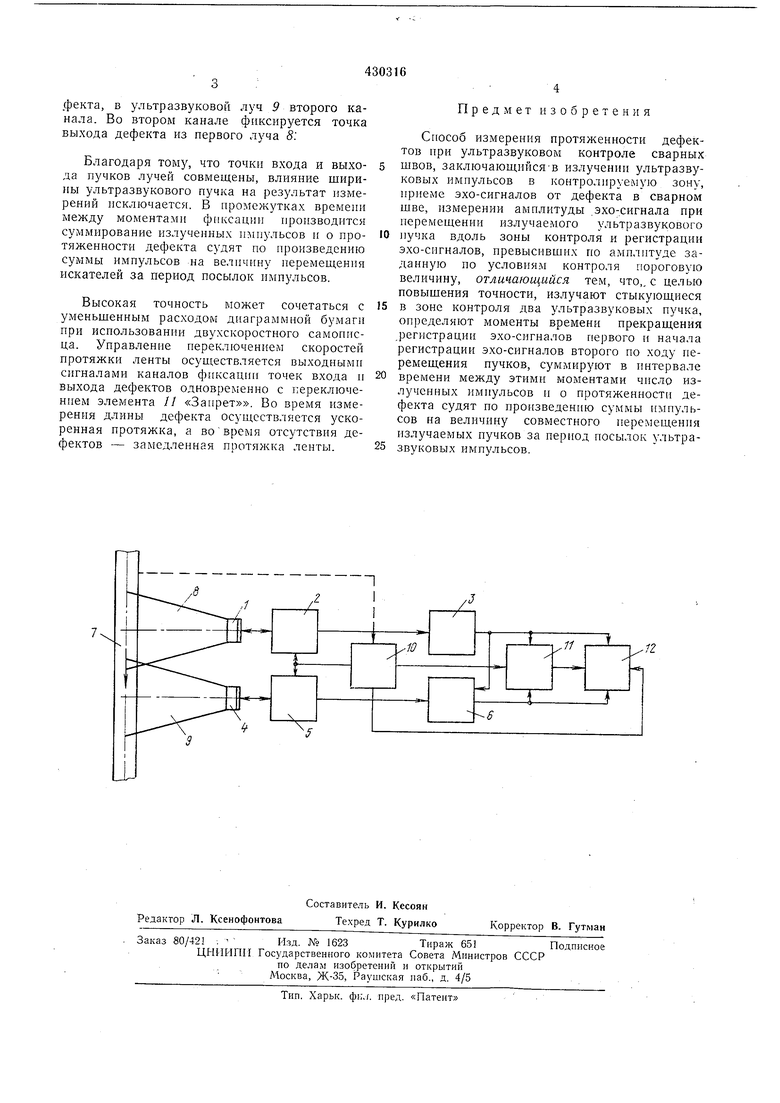
Изобретенне относится к технике неразрушающего контроля качества материалов и изделий. Известен снособ измерения протяженности дефектов при ультразвуковом контроле сварных швов, заключающийся в излучении ультразвуковых имиульсов в контролируемую зону, приеме эхо-сигналов от дефекта в сварном щве, изменении амплитуды эхо-сигнала при перемещенпп излучаемого ультразвукового пучка вдоль зоны контроля и регистрации эхо-сигналов, превысивших по амплитуде заданную по условиям контроля пороговую величину. С целью повышения точности измерения протяженности дефектов по предлагаемому способу излучают стыкующиеся в зоне контроля два ультразвуковых пучка, определяют моменты времени прекращения регистрации эхо-сигналов 1;ервого и начала регистрации эхо-сигналов второго по ходу перемещения пучков, суммируют в интервале времени между этпмп моментами число излученных импульсов и о протяженности дефекта судят по произведенпю суммы имиульсов на величину совместного перемещения излучаемых пучков за период иосылок ультразвуковых импульсов. На чертеже показана схема устройства для осуществления предлагаемого способа. Устройство состоит из двух акустпческпх каналов. Канал фпксации точки входа дефекта состоит из последовательно соединенных искате.тя 1, дефектоскопа 2 и сумматора 3 амплитуд эхо-сигналов, а канал фиксации точки выхода дефекта - из искателя 4, дефектоскопа 5 и сумматора 6 числа последовательпых эхо-сигнадов, не превыщающпх порог чувствительности дефектоскопа. Искатели 1 4 первого п второго каналов располагаются с одной стороны от коитролпруемого сварного шва 7 так, что активные части возбуждаемых ими ультразвуковых лучей 5 и 9 соприкасаются в контролируемой зоне сварного щва. Дефектоскопы обоих каналов обладают одннаковымп чувствительно.стями и запускаются общим синхронизатором 10. Выходы каналов управляют элементом // «Запрет, пропускающим спнхропм1ульсы в регистратор 12 длины дефектов, например счетчпк импульсов или самописец. Контролируемый шов перемещают относительно двух неподвижных акустических каналов. При иревыщении суммы амплитуд эхосигналов над заданной величиной порога в первом канале производится фиксация входа, имеющегося в контролируемой зоне де.фекта, в ультразвуковой луч Р второго канала. Во втором канале фиксируется точка выхода дефекта из первого луча 8:
Благодаря тому, что точки входа и выхода пучков лучей совмещены, влияние ширины ультразвукового пучка на результат измерений исключается. В промежутках времени между моментами фиксации ироизводится суммирование излученных импульсов и о протяженности дефекта судят по произведению суммы импульсов на величину перемещения искателей за период посылок импульсов.
Высокая точность может сочетаться с уменьшенным расходом диаграммиой бумаги при использовании двухскоростиого самоиисца. Управление переключением скоростей протяжки ленты осуществляется выходными сигналами каналов фиксации точек входа и выхода дефектов одновременно с переключением элемента // «Запрет. Во время измерения длины дефекта осуществляется ускоренная протяжка, а вовремя отсутствия дефектов - замедленная протяжка ленты.
Предмет изобретения
Сиособ измерения протяжеиности дефектов при ультразвуковом контроле сварных
ЩБОВ, заключающийсяВ излучении ультразвуковых имиульсов в контролируемую зону, приеме эхо-сигналов от дефекта в сварном щве, измереиии амплитуды .эхо-сигнала при перемещении излучаемого ультразвукового
пучка вдоль зоны контроля и регистрации эхо-сигналов, превысивших ио амплитуде заданную ио условия. контроля пороговую величину, отличающийся тем, что,, с целью иовышения точности, излучают стыкующиеся
в зоне контроля два ультразвуковых пучка, определяют моменты времени прекращения регистрации эхо-сигналов первого и начала регистрации эхо-сигналов второго по ходу перемещения иучков, суммируют в интервале
времени между этими моментами число излучеиных имиульсов и о протяженности дефекта судят ио произведению суммы импульсов на величину совместного перемещения излучаемых пучков за период иосылок ультразвуковых импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| Способ регистрации результатов ультразвуковой дефектоскопии изделий | 1973 |
|
SU480010A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Способ ультразвукового контроля качества сварных швов | 1986 |
|
SU1322144A2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| Способ динамической корректировки чувствительности дефектоскопических средств при высокоскоростном контроле длинномерных объектов | 2021 |
|
RU2774096C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПЛОСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2557679C1 |
/
П
