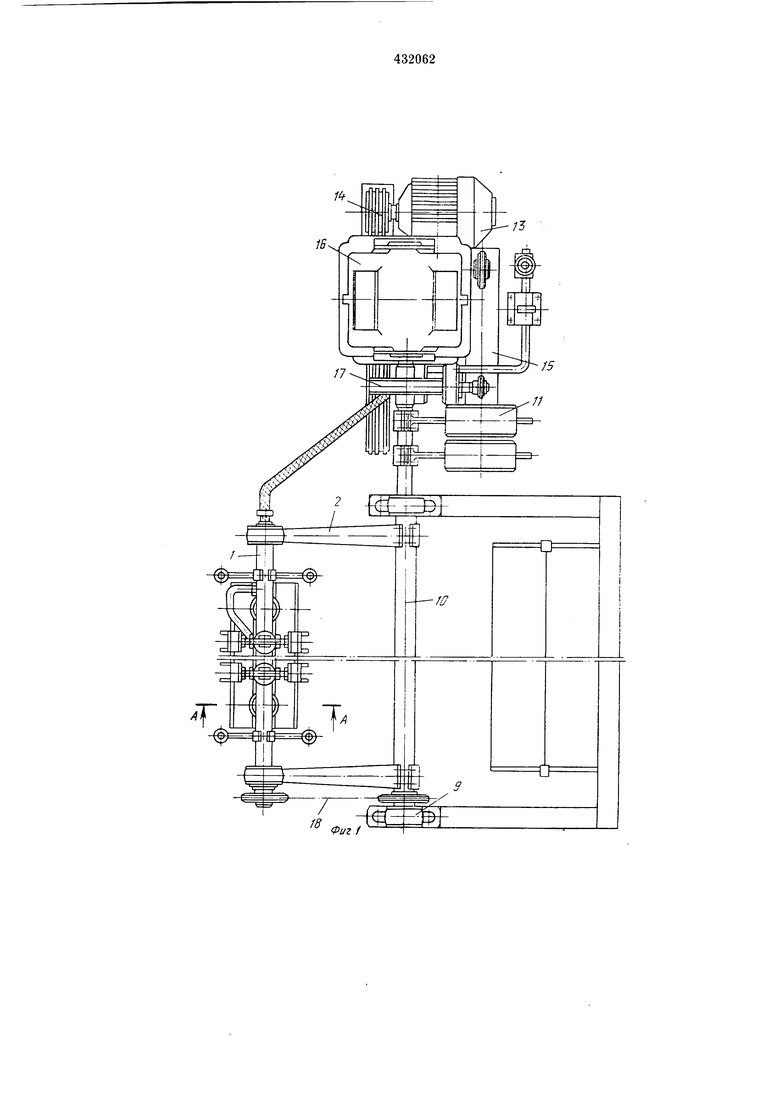
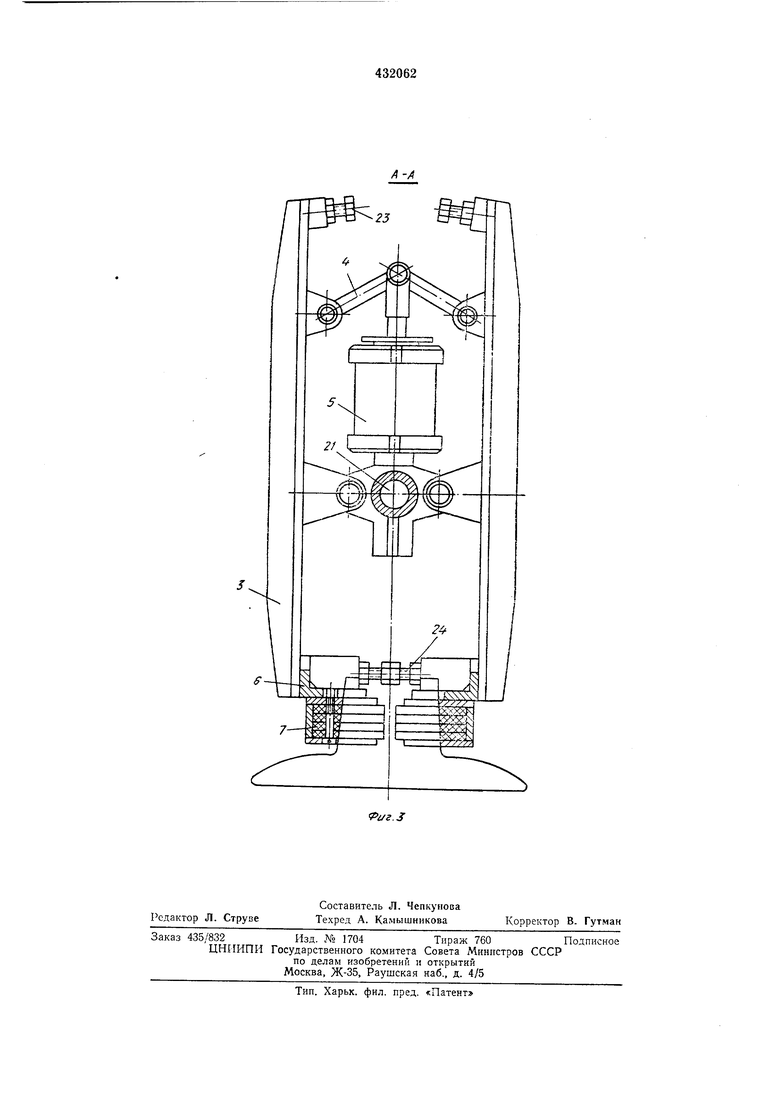
Устройство для групповой перестановки свежеотформованных изделий предназначепо .преимущественно для использования в электрокерамической промышленности и может найти применение в производстве подвесдых изоляторов и других подобных изделий. Известны устройства, механизирующие операцию перестановки свежеотформованны.ч изделий, содержащие электротельфер, несущий механизм поворота, .на котором установлен групповой захват, выполненный из лод.вижных боковых зажимных планок, приводимых в дв,ижение четырьмя порщнями, и нееодвижной перегородки. Однако известный захват громоздок, а управление его работой осуществляется оператором визуально. В реЗультате этого отформованные изделия при установке захвата на снятие их с приемного стола и укладку на печную туннельную ваго.нетку деформируются. Кроме этого, изделия частично деформируются и при их зажиме захватом, так как они в это время перемещаются по .приемному столу. Целью изобретения является обеспечение автоматической перестановки свежеотформованных изделий без их деформации в момент зажима, снятия, переноса и установки. Это достигается тем, что групповой захват выполнен в виде щарнирно установленных на горизонтальной поворотной беи, ,по крайней мере, двух пар вертикальных рычагов, верхние плечи которых щарнирно .соединены с соответствующими щтокам-11 пневмоц 1линдров, неподвижно установленных на горизонтальной поворотной оси, а нижние - жестко соединены между собой параллельнЫМи планками, несущими регулируемые зажимы и раслоложенными по краям горизонтальной поворотной оси регулируемых опор. На фиг. 1 .изображено описываемое устройство, вид сверху; на фиг. 2 - то же, общий вид; на .фиг. 3 - разрез по А-А на фиг. 1. Описываемое устройство содержит группо.вой захват, выполненный в виде щарнирно устано.вленных на горизонтальной новоротной оси 1, смонтированной на качающи.хся рычагах 2, двух пар верт)5кальных рычагов 5, верхние плечи которых шарнирно соединены серьгами 4 с .соответствующшш щтаками пневмодилиндров 5, неподвижно установленных на горизонтальной поворотной оси, а нижние-жестко соединены между собой параллельными .планка.ми 6, несущими регулируемые зажимы 7; две регулируемые опоры 8, установленные по краям горизонтальной поворотной оси; установленный в подщипниковых опорах 9 приводной вал 10, несущий качающиеся рычаги и противовесы 11; .привод, имеющий станину 12, на которой установлены электродвигатель 13, клиноременная передача
14, цепная перадача 15, червячно-кулкспый редуктор 16, и упругую муфту 17, соедипяющую привод с приводным валом и одновременно компенсирующ гм устройством, допускающим дополнительный поворот тихоходного вала чер.вячно-кулнсного редуктора ,на 3° в момент установки группового захвата на «снятие и «установку изделий. Удержание rpyn-noBOiro захвата с изделиями в Вертикальном положении и .процессе лерестаиов.ки обеспечивается цепной передачей 18, ведущая звездочка -которой установлена на горизонтальной поворотной оси, а ведомая - неподвижно установлена на подщипниковой опоре. Управление грулновым захватом осуществляется п.невм|Оаолотн-иком 19 и кулачком 20, установленном на Променчуточном валу червячно-кулисно1го редуктора, а сжатый воздух подводится к п«евмоц,илиидрам через отверстие 21 в .горизонтальной поворотной оси и ;ио системам воздуховодов 22. Для регулирования ходов вертикальных рычагов группового захвата При снятии и установке иЗ(Делий предусмотрены регулировочные винты 23 и 24 соответственно.
В исходном положении групповой захват устройства расположен над пульсирующим конвейером 25, т. е. качающиеся рычаги 2, несущие 1групловой захват, установлены :под углом 35° к горизонтали. После накопления определенного количества изделий на пульсирующем конвейере 25, привод устройства получает ЦМпульс на ;Вклк чение, и в дальнейщем устройство работает автоматически. Электродвигатель 13 через клиноременную передачу 14 и цеп-ную передачу 15 сообщает вращение червячно-кулисному редуктору 1€, посладний через упругую муфту 17 и приводной вал 10, поворачивая качающиеся .рычаги 2 в левое крайнее положение, устанавливает
групповой захват регулируемыми опорами 8 на каркас пульсирующего конвейера 25. Затем от повОрота кулачка 20 сра.батывает пневмозолотник 19, сжатый воздух поступает в
ПОЛОСТИ пнев.моц-илиндров 5, щтоки которых через серьги 4 разводят верхние плечи вертикальных рычагов 3, а нижние их плечи, соединенные между собой параллельными планками 6, несущими зажимы 7, захватывают переставляемую группу изделий. После этого качающиеся рычаги 2 поворачиваются на 180°, групповой захват, перемещаемый с изделиями в вертикальном положении, регулируемыми опорами 8 устанавливается на полке
конвейера 26 и срабатывает от переключения пневмозолотник 19. В дальнейшем групповой захват, освободивщись от переставленных изделий, приводом устройства возвращается в исходное положение.
Предмет изобретения
Устройство для груп повой перестановки свежеотформованных изделий, например изоляторов, включающее .групповой захват, смонтированный на качающ 1хся рычагах, установленных на приводном валу, и привод, отличающееся тем, что, с целью предотвращения деформащии овежеотформова.ниых изделий в
процессе их .перестановки, групповой захват выполнен в виде щарнирно устаиовлениых на горизонтальной поворотной оси, по крайней мере, двух пар вертикальных рычагов, вер.кние плечи которых щарнирно соединены с соответствующими штоками (пневмоцилиндров, неподвижно установленных на -горизонтальиой поворотной оси, а нижние - жестко соединены параллельпыми планками, ;1есущими регулируемые зажимы изделий и расположенными по краям горизонтальной поворотной оси регулируемых опор.
1
1S
Фиг f
fue.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| ГРУППОВОЙ ПРИВОД ШТАНГОВЫХ НАСОСОВ КУСТА СКВАЖИН (ВАРИАНТЫ) И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2466297C2 |
| ПРИСПОСОБЛЕНИЕ К КРАНУ ДЛЯ ТРАНСПОРТИРОВКИ И КАНТОВКИ РАЗНЫХ ПО РАЗМЕРАМ ПЛОСКИХ ГРУЗОВ | 1966 |
|
SU180321A1 |
| Устройство для затяжки и открытия контактных зажимов алюминиевых электролизеров | 1978 |
|
SU751841A1 |
| Устройство для сварки полимерныхплЕНОК | 1979 |
|
SU835790A1 |
| Манипулятор | 1990 |
|
SU1754435A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| ТРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2001 |
|
RU2200070C1 |
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU364445A1 |
| Ленточный конвейер для укладки бетона | 1976 |
|
SU644681A1 |