Изобретение относится к области переработки полимерных материалов в изделия литьевым прессованием.
Известна пресс-форма для изготовления изделий из полимерных материалов, например реактопластов, литьевым прессованием, содержащая пуансон, матрицу, загрузочную камеру в виде втулки с литниковой системой и плунжером.
Однако при использовании известны.х 1Пресс-фо1рм прогрев реактопластов токами высокой частоты проводят вне формы, что снижает производительность процесса прессования.
Цель изобретения - сократить время прессования путем прогрева пресс-материала токами высокой частоты в форме.
Для этого втулка загрузочной камеры выполнена из диэлектрического материала с прорезью в плоскости, перпендикулярной ее продольной оси, и снабжена электроизолированным от формы шибером, установленным в прорези с возможностью -возвратно-поступательного перемещения и подключенным к источнику тока высокой частоты, а плунжер загрузочной камеры заземлен.
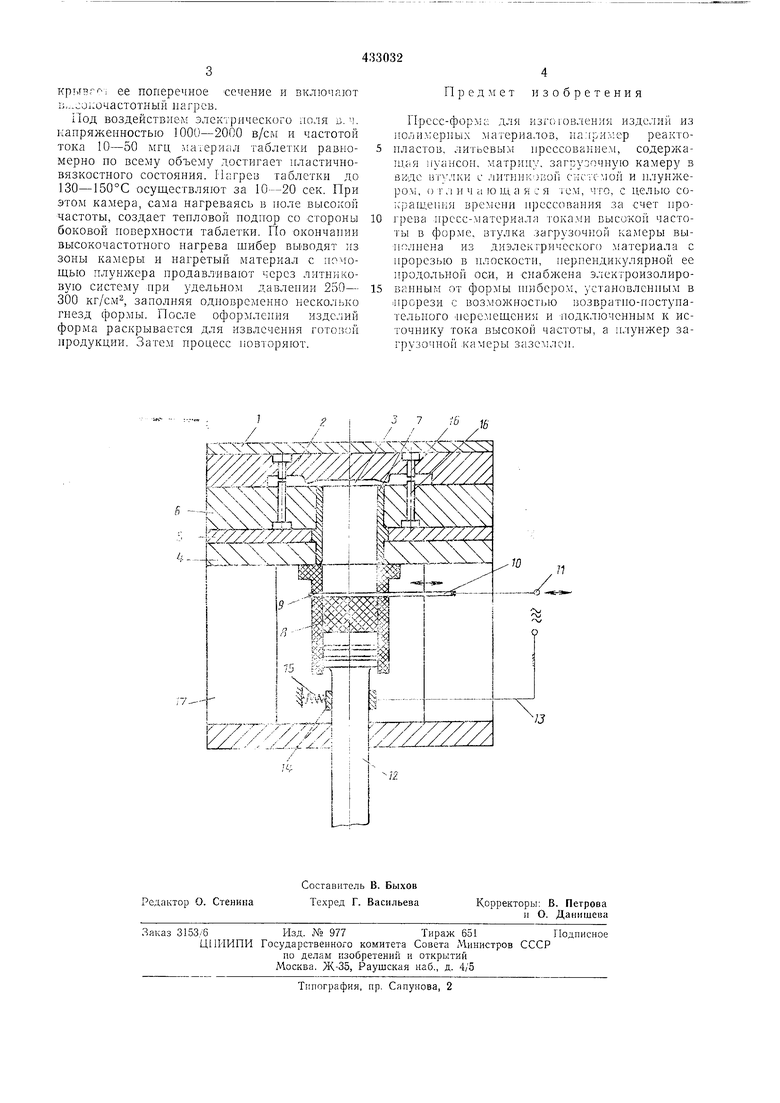
На чертеже показан продольный
разрез предлагаемой пресс-формы.
Пресс-форма состоит из верхней плиты 1, к которой прикреплен пуансон 2, имеющий литниковую систему 3. На опорной плите 4 расположены пластины 5 и матрица 6. В центре матрицы установлена втулка 7. С нижней стороны опорной плиты закреплена загрузочная камера в виде втулки 8, выполненная из диэлектрического материала, имеющая прорезь 9 в плоскости, перпендикулярной ее продольной оси. Камера снаблсена электроизолированным от формы шибером 10, установленным в прорези с возможностью возвратно-поступательного перемещения, подключенным к источнику токов высокой частоты 11. В нижней части камеры 8 расположен плунжер 12, заземленный проводом 13 через скользящий контакт 14, имеющий пружину 15. В матрице и пуансо)1е установлены оформляющие знаки 18. Нлита 4 расположена па стойках 17.
Работа пресс-формы заключается в следующем.
В ИСХОДНО позиции пуансон поднимают над матрицей, а подвижный шибер выводят из прорези загрузочно -камеры. Затем в загрузочную камеру помещают таблетку пз реактопласта, после чего пресс-форму смыкают. Одновременно с 3TnN шибер вводят в прорезь камеры так, что он полностью пере
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из полимерных материалов | 1977 |
|
SU644629A2 |
| Устройство для определения литьевых свойств полимерных материалов | 1971 |
|
SU444968A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1973 |
|
SU382516A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1977 |
|
SU703337A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Стационарная пресс-форма для изготовления изделий из реактопластов | 1990 |
|
SU1810289A1 |
