Изобретение относится к области переработки полимерных материалов методом литьевого прессования.
Известна пресс-форма для изготовления изделий из полимерных материалов литьевым прессованием, содержащая пуансон, матрицу, загрузочную камеру в виде втулки с литниковой системой и плунжером 1.
Конструкция такой пресс-формы не исключает охлаждения поверхности заготовки (таблетка) и потери части тепловой энергии за счет теплопередачи от заготовки к втулке загрузочной камеры. Для ликвидации неравномерности нагрева делают втЗлку загрузочной камеры из материала, который, нагреваясь в поле высокой частоты, создает тепловой подпор со стороны боковой поверхности таблетки. Однако при этом теряется значительная часть (свыше 50%) электроэнергии на нагрев втулки и теплопотери от стенок нагретой втулки в окрзжающую среду.
Цель изобретения - сокращение затрат электроэнергии и ускорение процесса нагрева заготовки.
Поставленная цель достигается тем, что на внзтренней поверхности загрузочной камеры выполнены продольные выступы, отстоящие от центра камеры па расстоянии, равном внутреннему радиусу втулки матрицы. Загрузочная камера выполнена из фторопласта.
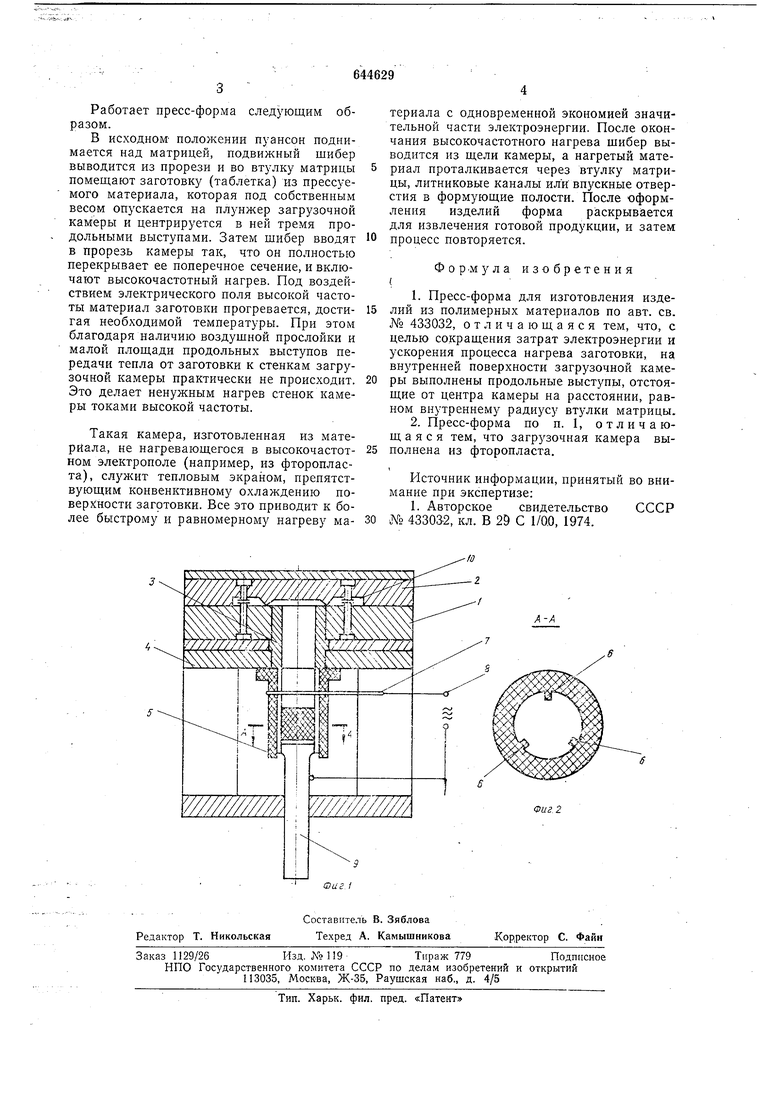
На фиг. I показана предлагаемая прессформа, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Пресс-форма содержит матрицу / и пуансон 2 с формообразующими полостями. В центре матрицы установлена втулка 3. С нижней стороны опорной плиты 4 закреплена загрузочная камера 5, выполненная в виде втулки с внутренним диаметром, на 5- 10 мм больщим, чем внутренний диаметр втулки матрицы.
Втулка загрузочной камеры изготовлена из диэлектрического материала, не нагревающегося в электрополе высокой частоты, и имеет три продольных выступа 6 шириной 3-5 мм. Внутренние поверхности выступов отстоят от центра загрз зочной камеры на расстоянии, равном радиусу матрицы. Загрузочная камера имеет изолированный от формы подвижный шибер 7, установленный в прорези 5, перпендикулярной продольной оси загрузочной камеры, и подключениый к источнику 5 тока высокой частоты. В нижней части загрузочной камеры расположен электрозаземленный плунжер 5. В матрице и пуансоне установлены знаки JO.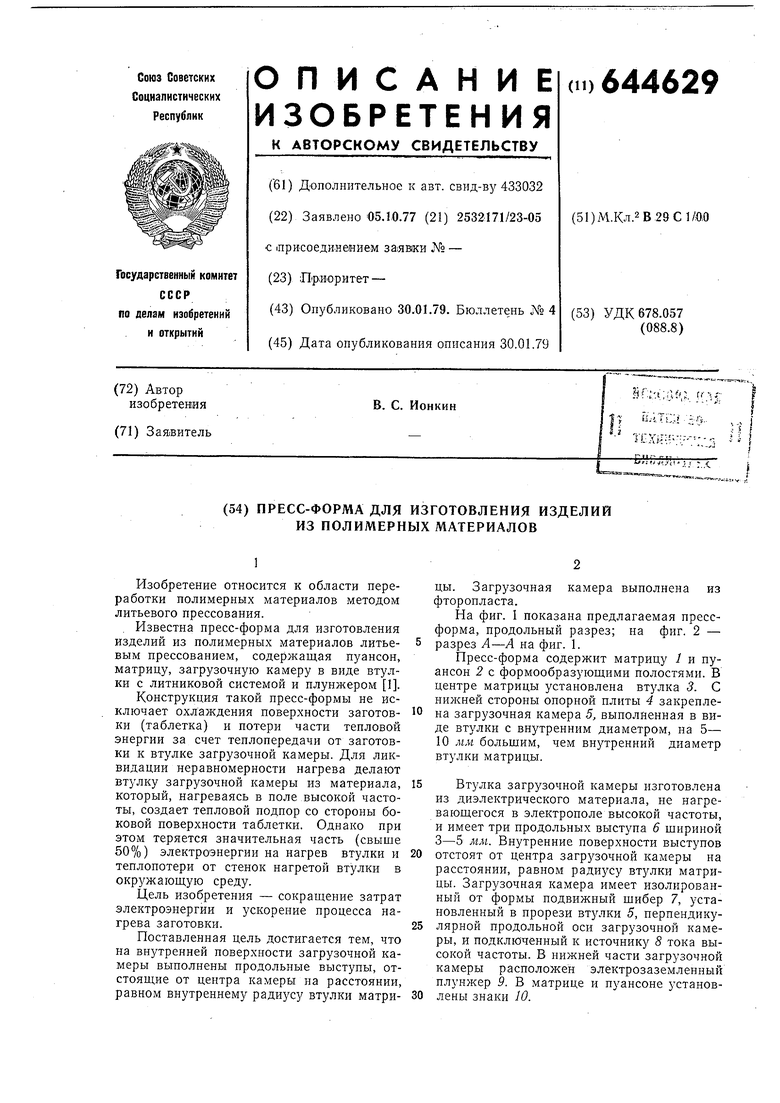
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из полимерных материалов | 1977 |
|
SU703337A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433032A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Пресс-форма для изготовления полимерных изделий литьевым прессованием | 1986 |
|
SU1388303A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1567324A1 |
| Пресс-форма для изготовления полимерных изделий литьевым прессованием | 1989 |
|
SU1691117A1 |
| Пресс-форма для изготовления полимерных изделий | 1983 |
|
SU1140993A1 |
